第29页/共34页
4)焊缝接头尺寸检测器 用以测量坡口角度、间隙、错边以及余高、
焊缝宽度、角焊缝厚度等尺寸。由直尺、探尺 和角度规组成。
第30页/共34页
第31页/共34页
5)敲渣锤 用来清除焊渣的一种尖锤,可以提高清渣效率。
6)钢丝刷 用来清除焊件表面的铁锈、油污等氧化物。
7)气动打渣工具及高速角向砂轮机 用于焊后清渣、焊缝修整及坡口准备。
第10页/共34页
1. 焊接分类
(1)熔化焊 将待焊处母材金属熔化以形成焊缝的焊接方法称为熔焊。 (2)压力焊 焊接过程中,必须对焊件施加压力(加热或加热),以完成焊接的
方法称为压力焊。 (3)钎焊 钎焊是硬钎焊和软钎焊的总称。采用比母材金属熔点低的金属材料作
钎料,将焊件和钎料加热到高于钎料熔点、低于母材溶化温度,利用液态钎 料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。
第9页/共34页
焊接缺点
1、由于绝对多数焊接方法都采用局部加热,经焊接后的焊件,不可避免地在结构 中会产生一定焊接应力和变形,从而影响结构的承载能力、加工精度和尺度稳定性。 同时在焊缝与焊件交界处还会引起应力集中,对结构的脆性断裂有较大的影响。 2、焊接接头中易存在一定数量的缺陷,如裂纹、气孔、夹渣、未焊透、未溶合等。 缺陷的存在会降低速度,引起应力集中,损坏焊缝致密性,是造成焊接结构破坏的 主要原因之一。 3、焊接接头具有较大的性能不均匀性。由于焊缝的成分及金相组织与母材不同。 接头各部分经历的热循环不同,使不同区域接头的性能不同。
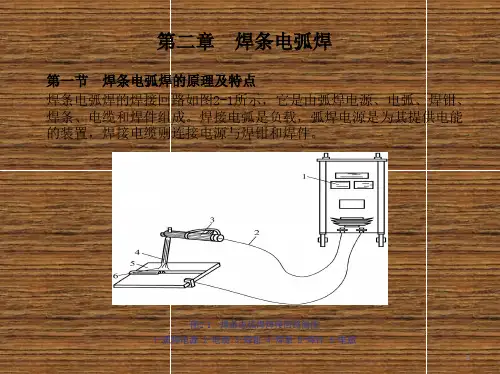
焊条的药皮熔化 后形成熔渣覆盖 在熔池上,熔渣 冷却后形成渣壳 对焊缝起保护作 用上。最后将渣 壳清除掉,接头 的焊接工作就此 完成。
手工电弧焊示意图
第14页/共34页