基于阶比复杂度的滚动轴承早期故障诊断
- 格式:pdf
- 大小:264.72 KB
- 文档页数:4
滚动轴承故障诊断系统设计滚动轴承是机械传动系统中常用的一种轴承结构,其故障对机械设备的运行稳定性和工作效率都有着重要影响。
为了及时发现并准确诊断滚动轴承故障,设计一个滚动轴承故障诊断系统至关重要。
本文将以滚动轴承故障诊断系统为例,对其进行详细的设计。
滚动轴承故障主要分为疲劳破裂、轴承内部损伤和润滑不良等几种情况。
为了对这些故障进行准确判断,我们可以采用振动特征和声音特征相结合的方法进行诊断。
系统的设计主要包括传感器采集、信号处理和故障诊断三个部分。
1.传感器采集传感器采集是整个系统的基础,需要采集滚动轴承运行状态下的振动信号和声音信号。
振动信号可以通过加速度传感器或振动传感器获取,而声音信号可以通过麦克风获取。
在采集信号时,需要注意信号的采样频率和分辨率,以充分获取故障特征。
2.信号处理采集到的振动信号和声音信号需要经过信号处理,提取其中的故障特征。
常用的信号处理方法包括时域分析、频域分析和小波分析。
时域分析可用于提取振动波形的均值、峰值和波形形状信息;频域分析可用于提取振动信号在不同频率上的能量分布,如功率谱密度和频率谱图;小波分析能够同时提取时域和频域特征。
3.故障诊断通过信号处理后,可以得到滚动轴承的振动特征和声音特征。
对这些特征进行分析和对比,即可进行故障诊断。
例如,如果识别到频率谱图上存在明显的功率峰,且其频率接近滚动轴承的特征频率,可以判断为疲劳破裂故障;如果声音信号中出现明显的金属碰撞声,可以判断为滚动体和内圈或外圈之间的摩擦故障。
此外,滚动轴承故障诊断系统还可以进行故障程度评估,即评估轴承故障的严重程度。
这可以通过比较故障特征与正常状态下的参考特征进行,如与正常振动信号的差异、与故障前的特征进行对比等。
以上是滚动轴承故障诊断系统的设计方案。
它可以实时监测滚动轴承的运行状态,及时发现并准确诊断故障,为机械设备提供保护。
同时,系统设计还可以根据实际情况进行扩展,如添加温度传感器用于检测滚动轴承的温度等。
滚动轴承的故障诊断⽅法研究滚动轴承的故障诊断⽅法研究第1章绪论1.1研究的⽬的和意义滚动轴承是⽣产机械中的地位⽆可替代,当然也最易损坏的部件。
其运⾏状态会直接影响整台机械⼯作效率、精度寿命和可靠性。
滚动轴承的损坏会导致⽣产机械剧烈振动,并伴有强⼤噪声,不仅会影响产品的加⼯质量,严重时会导致⽣产机械的损坏或机械事故。
随着电机的⼴泛应⽤及其⾃动化程度的不断提⾼,对其安全性、精度和故障诊断的准确性的要求也随之提⾼。
传统的诊断⽅法不仅成本较⾼、准确率偏低,并且更新费⽤⾼,已然不能满⾜⾼科技设备的需求。
基于以上原因,本⽂在虚拟仪器的环境下,利⽤多传感器信息融合技术,实现滚动轴承的故障诊断,会对现在和将来的⽣产技术提供强有⼒的帮助。
1.2国内外电机滚动轴承故障诊断的研究现状近现代以来,国内和国外的研究机构及学者在电机滚动轴承故障诊断的理论、技术与⽅法等⽅⾯进⾏了⼤量的研究分析⼯作,发表了诸多研究成果。
在国外,美国南卡罗林娜⼤学运⽤振动响应的多参数多频率的⽅法,对具有裂纹的和损伤的故障轴承进⾏诊断,⽬前已经取得了良好的成果。
美国宾州⼤学采⽤alpha beta -gamma跟踪滤波器和Kalman滤波器,对轴承故障的智能预⽰实现了完美成功。
⽇本九州⼯业⼤学运⽤基因算法优化组合特征参数,成功诊断出⼯况滚动轴承微弱故障。
意⼤利的Cassino⼤学,使⽤⾃谱技术对出现的轴承进⾏检测,判断故障轴承的初始问题,到⽬前为⽌也取得了有效的研究成果。
国外的这些技术有我们值得借鉴的地⽅,去其糟粕取其精华,研究更有技术的故障轴承诊断系统。
在国内,当滚动轴承存在故障时,⼤都以振动检测为主,因为轴承故障后常伴随巨⼤的声响,以及明显的外观表现。
国内的主要研究成果如下图所⽰。
或⾃⾝故障等多个⽅⾯的原因,会对故障造成误判或错判,如:声级计传感器易受到噪声的⼲扰,不能准确、⽆失真的反映滚动轴承的真实信号,温度传感器由于易受到外界温度的⼲扰,也常会出现误判或者错判等等。
滚动轴承寿命预测与故障诊断滚动轴承是机械传动系统中常用的一种关键零部件,因其结构简单、可靠性高、运转稳定等特点被广泛应用于工业制造、交通运输、航天航空等领域。
然而,在长期的使用中,由于负载、转速、温度等因素的影响,滚动轴承很容易出现各种故障,严重影响机械设备的正常性能。
因此,预测滚动轴承的寿命并对其故障进行诊断具有极其重要的意义,不仅能够减少机器设备的维修成本,更能提高机器设备的运行效率和安全性。
一、滚动轴承寿命预测的基本理论滚动轴承寿命预测是指通过对滚动轴承在特定工况下的运行情况进行数学模型建立和系统分析,来预测滚动轴承在未来一段时间内的使用寿命。
其基本理论是寿命公式理论,即基于统计学原理,通过对有限数量的试验数据进行分析,来估计大量相似产品的寿命。
该理论最早由Weibull提出,现广泛应用于各种设备的寿命预测中。
滚动轴承的寿命是指在一定的负载、转速、温度等工况条件下,维持基本性能的使用寿命。
通常将运转时间作为寿命评定标准,其评定方法有两种,即L10寿命和L50寿命。
其中L10寿命是指在有10%以上的滚动轴承失败的情况下所需要的运转时间,L50寿命则是指在有50%以上的滚动轴承失败的情况下所需的运转时间。
滚动轴承寿命预测的方法一般有以下几种:1、基于模型的预测法该方法是在通过对相关参数的观测和测量得到大量样本数据的基础上,建立滚动轴承故障模型,对其进行数学分析和计算,从而提出一定的预测理论。
该方法的优点是可以快速准确地预测滚动轴承的寿命,缺点是在模型建立过程中,需要考虑多种因素的影响,模型的建立难度较高。
2、基于统计模型的预测法该方法是通过统计分析大量实测数据,确定影响滚动轴承寿命的关键因素,建立相应的统计模型,并通过多种分析方法,包括生存分析、半参数估计和回归分析等来预测滚动轴承的寿命。
该方法的优点是具有较强的实用性和普适性,但缺点是要求样本数据的质量和数量均较高,在实际操作中要具备较为广泛的背景知识和大量的经验。
河南科技Henan Science and Technology计算机与人工智能总第875期第4期2024年2月收稿日期:2023-08-21基金项目:国家基金面上项目“基于类不平衡深度特征学习的石化动设备故障信号分类研究”(62176069)。
作者简介:张润地(1997—),男,硕士生,研究方向:人工智能、故障诊断。
通信作者:荆晓远(1971—),男,博士,教授,研究方向:模式识别、计算机视觉、故障诊断。
基于CEEMD 和迁移学习的滚动轴承故障诊断研究张润地1 刘雨晖2 荆晓远2 韩光信1(1.吉林化工学院信息与控制工程学院,吉林 吉林 132022;2.广东石油化工学院计算机学院,广东茂名 525000)摘 要:【目的】在实际生产环境中,由于机器特征复杂和工况变化,智能诊断模型在跨机组迁移时需要重复训练,这不仅增加了时间成本,还加大了算力资源的消耗。
为了解决这些问题,需要开发出一种能适应复杂机器特征并在不同工况下保持高准确度的轴承故障诊断方法,同时,减少模型迁移时所需的重复训练,以便实现更高效的故障识别和预测。
【方法】研究提出基于互补集合经验模态分解(Complementary Ensemble Empirical Mode Decomposition ,CEEMD )和迁移学习的滚动轴承故障诊断方法。
首先,采用CEEMD 法对原始信号进行分解,并计算出对应分量的峭度值。
其次,采用多核最大均值差异法对源域数据与目标域数据进行域适应处理。
最后,在凯斯西储大学轴承数据集和美国机械故障预防技术学会轴承数据集之间进行迁移故障诊断试验及对比分析。
【结果】研究结果表明,与直接迁移模型算法相比,基于CEEMD 改进的迁移学习网络在不同数据集上的迁移效果更好,其故障诊断的准确率最高。
【结论】经试验验证,研究所提的方法表现出良好的变工况跨机组适配能力,具有较高的故障诊断精度,为研究复杂工况下多机组相似故障诊断场景提供了非常有价值的参考。
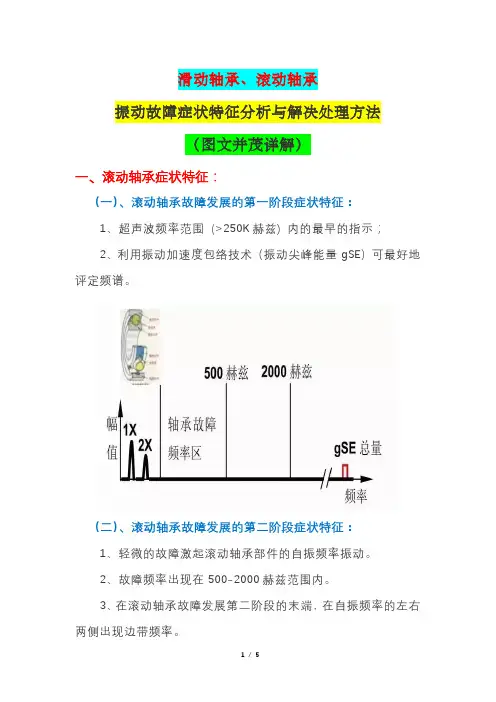
滑动轴承、滚动轴承振动故障症状特征分析与解决处理方法(图文并茂详解)一、滚动轴承症状特征:(一)、滚动轴承故障发展的第一阶段症状特征:1、超声波频率范围(>250K赫兹) 内的最早的指示;2、利用振动加速度包络技术(振动尖峰能量gSE)可最好地评定频谱。
(二)、滚动轴承故障发展的第二阶段症状特征:1、轻微的故障激起滚动轴承部件的自振频率振动。
2、故障频率出现在500-2000赫兹范围内。
3、在滚动轴承故障发展第二阶段的末端,在自振频率的左右两侧出现边带频率。
(三)、滚动轴承故障发展的第三阶段症状特征:1、出现滚动轴承故障频率及其谐波频率。
2、随着磨损严重出现故障频率的许多谐波频率,边带数也增多。
3、在此阶段,磨损可以用肉眼看见,并环绕轴承的圆周方向扩展。
(四)、滚动轴承故障发展的第四阶段症状特征:1、离散的滚动轴承故障频率消失,被噪声地平形式的宽带随机振动取代之。
2、朝此阶段末端发展,甚至影响1X转速频率的幅值。
3、事实上,高频噪声地平的幅值和总量幅值可能反而减小。
二、滑动轴承症状特征:(一)、油膜振荡不稳定性症状特征:1、如果机器在2X转子临界转速下运转,可能出现油膜振荡。
2、当转子升速到转子第二阶临界转速时,油膜涡动接近转子临界转速,过大的振动将使油膜不能支承轴。
3、油膜振荡频率将锁定在转子的临界转速。
4、转速升高,油膜涡动频率也不升高。
(二)、油膜涡动不稳定性症状特征:1、通常出现在旋转转速的42-48%频率范围内。
2、有时,振动幅值非常大油膜涡动是固有不稳定的,因为它增大离心力,所以增大涡动力。
(三)、滑动轴承磨损/间隙故障症状特征:1、滑动轴承磨损故障后阶段将产生幅值很大的旋转转速频率的谐波频率振动。
2、当存在过大的滑动轴承间隙时,很小的不平衡或不对中将导致很大幅值的振动。
滚动轴承故障诊断技术研究摘要: 滚动轴承是机器的易损件之一。
滚动轴承故障诊断的传统方法和现代方法有冲击脉冲法、共振解调法、小波分析法等。
滚动轴承诊断技术的发展方向为非线性理论、现代信号处理技术与智能诊断技术的融合、信号处理技术之间的相互融合。
关键词: 滚动轴承;故障诊断;冲击脉冲;共振解调技术;小波变换;遗传算法0 前言滚动轴承是机器的易损件之一,据不完全统计, 旋转机械的故障约有30%是因滚动轴承引起的, 由此可见滚动轴承故障诊断工作的重要性。
如何准确判断出它的末期故障是非常重要的, 可减少不必要的停机修理,延长设备的使用寿命, 避免事故停机。
滚动轴承在运转过程中可能会由于各种原因引起损坏, 如装配不当、润滑不良、水分和异物侵人、腐蚀和过载等。
即使在安装、润滑和使用维护都正常的情况下,经过一段时间运转,轴承也会出现疲劳剥落和磨损。
总之, 滚动轴承的故障原因是十分复杂的,因而对作为运转机械最重要件之一的轴承, 进行状态检测和故障诊断具有重要的实际意义, 这也是机械故障诊断领域的重点。
1 滚动轴承故障诊断技术的发展和现状1.1 国外发展概况国外对滚动轴承的监测与诊断开始于20 世纪60 年代。
至今为止的超过40 年的时间内, 随着科学技术的不断发展, 滚动轴承的诊断技术亦不断向前发展。
现在在工业发达国家, 滚动轴承工况监测与故障诊断技术己经实用化和商品化。
总的来说, 该技术的发展可以分为四个阶段。
第一阶段:利用通用的频谱分析仪诊断轴承故障。
20 世纪60 年代,由于快速傅里叶变换(FFT)技术的出现和发展,振动信号的频谱分析技术得到很大发展,随之而来的是各种通用的频谱分析仪纷纷问世。
人们通过频谱分析仪分析轴承振动信号频谱中是否出现故障特征频率来判断轴承是否有故障。
由于背景噪声的影响, 频谱图往往比较复杂, 轴承的特征频率在故障初期很难识别出来。
另外, 当时频谱仪的价格很昂贵, 所以没能得到普及利用。
(篇一)导师把“基于数据驱动的滚动轴承故障诊断研究” 这任务丢给我时,我整个人都懵了,心里直犯嘀咕:“这可不简单呐,感觉就像让我在漆黑的夜里找根绣花针,还不准开灯!” 虽说机械工程专业学了有一阵儿了,可一听到“数据驱动”“故障诊断” 这些词儿,脑袋里就像一锅浆糊,乱糟糟的没个头绪。
没办法,开干吧!先找资料,一头扎进学校图书馆,跟个淘宝买家似的,在那一排排书架间疯狂翻找。
翻开一本本专业书籍,好家伙,满眼的数据分析算法、故障特征提取方法,还有各种复杂的轴承力学模型,看得我眼花缭乱,忍不住吐槽:“这写得也太天书了吧,就不能说得通俗点儿,照顾照顾咱这些新手小白!” 正唉声叹气呢,旁边座位的学霸师兄瞅见我这副愁眉苦脸的模样,凑过来拍拍我肩膀说:“刚开始都这样,别灰心,有不懂随时问我。
” 我苦笑着应了声,继续埋头苦翻。
资料看得差不多,该进实验室实操了。
跟着导师走进机械故障诊断实验室,看到那一排排摆放整齐的滚动轴承实验台,还有旁边堆满各种传感器、数据采集仪的柜子,我眼睛都直了。
特别是那台要拿来做主力研究的滚动轴承测试装置,锃亮的轴承外圈,精密的保持架,看着挺精致,可我心里直发怵,感觉这玩意儿稍有不慎就会给我出难题。
拿着实验指导手册,上面的传感器安装位置、采样频率设置,全是密密麻麻的专业术语和精确数值,跟看外星文似的。
我和几个同学战战兢兢地开始给轴承安装传感器,那紧张劲儿,就跟第一次下厨做饭怕把厨房炸了似的。
有一回,在拧传感器固定螺丝的时候,我光顾着对照扭矩数值,没注意螺丝有点歪了,“嘎吱” 一声,螺丝滑丝了,吓得我一哆嗦,手忙脚乱地喊导师:“导师,完了,螺丝滑丝了,这传感器还能固定住不?” 导师赶紧走过来,查看了一下,笑着说:“没事儿,换个螺丝就行,下次操作注意点,别毛手毛脚的。
” 我这才松了口气,心里告诫自己得千万小心,这实验设备可娇贵着呢。
正式开始采集滚动轴承正常运行的数据,调节测试台的转速、负载这些参数,简直像走钢丝。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。