航空发动机叶片型面测量方法评述
- 格式:pdf
- 大小:381.92 KB
- 文档页数:4
叶片截面特征点云的精确划分及弦长特征提取学院:计算机与信息学院专业:模式识别学号:131307030006 姓名:刘一宸摘要:针对某些特殊的叶片截面,提出了一种特征点云的精确划分算法,避免了常用凸包算法可能引起的缺陷。
同时在此基础上,针对弦长特征的提取,提出了一种基于图形变换的截面弦长计算方法,实验结果表明这两种算法通用性强,计算精度、效率高,能够满足叶片检测的要求。
关键词:叶片型面;特征点;弦线;弦长;图形变换引言叶片是航空发动机的核心零部件之一,叶片的检测质量直接影响发动机的性能,因此必须采用严格的检测手段。
大多数的测量手段都是通过检测叶片截面的特征参数来判断叶片是否合格。
因此,高精度、高效率地提取叶片截面参数具有很高的实用价值。
目前,常用的截面划分算法都是基于经典凸包算法,或在此基础上进行算法的改进,基本上能够满足大部分的叶片划分。
但对于某些特殊的叶片截面,凸包算法可能将原本属于叶背上的非凸点划分到叶盆上或者直接删除,导致截面特征参数的提取精度较差甚至失败。
本文通过对点云数据进行排序,以叶盆与叶背特征差别较明显的y坐标进行初步划分,避免了上述缺陷。
弦长作为叶片截面的重要参数,微小的误差都将影响发动机的性能。
目前求解弦长的主要方法有传统法、凸包法、最小外接圆法等。
传统法计算复杂,效率低。
陈志强[1] 等提出的凸包法是将叶盆端前、后缘的端点作为切点来提取弦线,该算法效率高,但没有准确求解切点,计算结果不准确;而王文军[2]提出的最小外接圆法是以截面最小外接圆上各点之间距离最大者作为弦长,该方法未在弦线上投影,当弦切角较大时,存在较大误差。
针对上述问题,本文在特征点云精确划分的前提下,提出了基于图形变换的截面弦长计算方法,通过对截面进行坐标变换,将复杂的计算过程简单化,并且以较高的精度提取弦长。
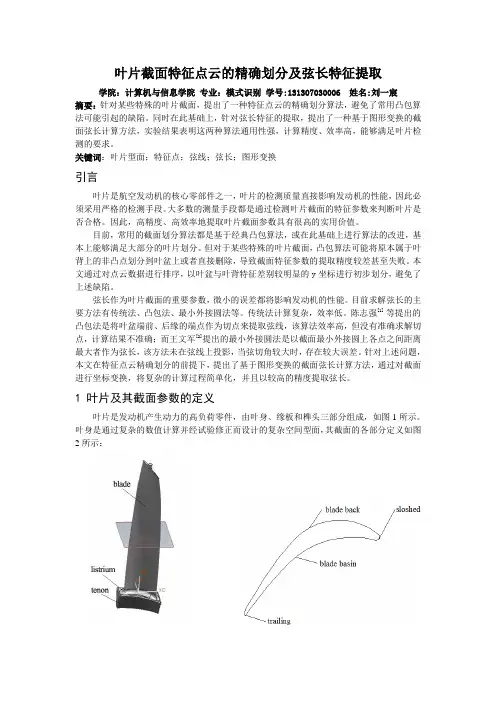
1 叶片及其截面参数的定义叶片是发动机产生动力的高负荷零件,由叶身、缘板和榫头三部分组成,如图1所示。
第十届无损检测学会年会论文集航空发动机叶片高能工业 OT壁厚测量数据自动校准方法苏宇航,王倩妮,张于北 (北京航空材料研究院,北京100095)摘要:在航空发动机空心涡轮叶片壁厚测量应用中,由于高能工业CT受空间频率调制度的局限,小尺寸壁厚测量往往将引入误差。
本文采用标准厚度片进行壁厚数据校准,并针对大批量叶片CT测厚中的数据后处理问题设计了基于MATLAB的壁厚数据自动校准程序,可自动完成大批量壁厚数据的后处理程序,提高叶片壁厚CT检测效率。
关键词:I CT;壁厚测量;数据校准;M ATLA BA u t o ma t i c D a ta Ca lib rat ion Met h od in Wall Th i ck ne s s Me as u re m en t byHigh Energy Industrial CT i n A vi at io n Tu r bi n e Bl ad e ManufacturingSU",/u-Ha n g,W A NG Qian-N i,ZHANG Yu-B e i(A V I C Bei ji n g Institu te of Av i a t i on Material,Beijing 100095,C h in a)Abstract:In s m a l l d im e ns i on wa ll thickness me asu rem ent ap plica tion of avi ation"turbin e blade,the precisio n of the re su lt of the wall thickness i n f o rm a t i o n a l wa y s be guaranteed accurately,while the s p a c e f r e qu e n cyincreasing。
航空发动机压气机叶片检修技术摘要:航空发动机在使用或经过长时间试验后,在分解检查过程中会发现部分压气机叶片存在损伤,而压气机叶片价格及其昂贵,更换新件将大大提高成本。
因此,本文介绍了降低航空发动机压气机叶片使用成本的检修技术,包含叶片的清洗、外观故障检查(以下简称故检),无损检测、叶型修理、叶型测量、叶根喷丸强化,叶片表面振动光饰等在内的先进修理技术。
【关键词】航空发动机压气机叶片修理技术航空发动机的压气机叶片工作条件非常恶劣,处于高温、高压、高转速、高离心力的状态。
特别是军用战斗机的发动机,因为作战机动,不断出现快速调整姿态等需求,导致为战斗机提供动力的航空发动机出现快速交变温差,工作条件的恶劣程度更是呈指数级增长。
因此,在航空发动机叶片的设计和制造上,都采用了性能优异但价格昂贵的钛合金和高温合金材料以及复杂的制造工艺。
在维修时,采用先进的修理技术对存在缺陷和损伤的叶片进行修复,可延长使用寿命,减少更换叶片,提高经济收益。
为了有效提高航空发动机的工作可靠性和经济性,压气机叶片先进的修理技术日益受到重视,并获得了广泛的应用。
1.修理前的处理与检测压气机叶片在实施修理工艺之前,需开展必要的预处理和检测,以清除其表面的附着杂质;对叶片损伤形式和损伤程度做出评估,从而确定叶片的可修理度和采用的修理技术手段。
1.1清洗压气机叶片使用过后,容易吸附空气中的杂质,从而在叶片表面黏附有沉积物,部分沉积物经过高温氧化腐蚀后产生热蚀层,这些沉积物影响了气流的运动,导致压气机的效率下降,同时沉积物也掩盖了叶片表面的损伤,不便于检测。
因此,叶片在进行检测和修理前,要清除沉积物。
1.2故检叶片修理前,需针对其外部的损伤类型,损伤程度等进行故检,以判断是否可以继续使用,及确定相应的修理方案。
故检是维修过程的重要工序,整个发动机的制造(维修)成本控制,很大部分来自故检工序,因此众多维修厂都对故检工作极为重视。
1.3无损检测无损检测是在不损害或不影响叶片使用性能,不伤害叶片内部组织的前提下,利用叶片内部结构异常或缺陷存在引起的热、声、光、电、磁等反应的变化,以物理或化学方法为手段,对叶片内部及表面的结构、状态及缺陷的类型、数量、形状、性质、位置、尺寸、分布及其变化进行检查和测试的方法。
航空发动机涡轮叶片表面质量要求
航空发动机涡轮叶片作为发动机的关键部件,其表面质量要求极为严格,主要体现在以下几个方面:
几何精度:涡轮叶片的型面(包括叶型、榫头、冷却通道等)必须具备极高的几何精度,以确保气动性能的优化和热力学效率的最大化。
这包括尺寸公差、形状公差以及位置公差等。
表面粗糙度:涡轮叶片工作环境极端恶劣,高温、高速旋转且承受巨大离心力,因此对叶片表面粗糙度有非常苛刻的要求,以减少空气动力学损耗和提高热传导效率。
通常,叶片的工作表面粗糙度需达到微米级别甚至纳米级别。
涂层质量:现代高性能航空发动机的涡轮叶片大多采用耐高温合金材料,并在其表面涂覆特殊涂层(如热障涂层、抗腐蚀涂层等),这些涂层的厚度均匀性、附着力、完整性及性能稳定性都至关重要。
无损检测合格:涡轮叶片在制造完成后需要通过一系列无损检测手段,如超声波探伤、涡流检测、X射线检测等,确保叶片内部无裂纹、夹杂或其他缺陷,表面也无肉眼不可见的微观裂纹或损伤。
清洁度要求:涡轮叶片表面不得有任何可能影响其性能或寿命的污染物残留,包括但不限于金属屑、切削液、油脂等。
微观结构控制:除了宏观表面质量外,还需要严格控制材料的微观组织结构,保证晶粒细小均匀,无偏析、疏松、夹杂物等冶金缺陷。
综合以上要求,航空发动机涡轮叶片的表面质量控制是决定发动机整体性能和使用寿命的关键环节之一,技术难度极高,要求极其精密和严谨。
CFM56-7B航空燃气涡轮发动机叶片典型损伤模型建立、外来物损伤分析、检测方法及修复方式研究目录摘要 (6)Abstract ...................................................................................................................................... 错误!未定义书签。
第一章绪论. (7)1.1 研究背景及意义 (7)1.2 航空燃气涡轮发动机叶片建模 (10)1.3 发动机叶片损伤的检测方法对比研究 (11)1.4 外来物损伤分析 (11)1.5 航空燃气涡轮发动机叶片的修复方式研究 (12)第二章CFM56-7B航空燃气涡轮发动机叶片建模 (12)2.1 数据测量 (13)2.2 建模过程 (16)2.3 带损伤叶片的成品展示及危害性介绍 (23)第三章航空燃气涡轮发动机叶损伤检测方法研究 (30)3.1 目前的无损检测方式分类 (31)3.2 各种无损检测方式优缺点分析 (35)3.3 无损检测技术在发动机检测中的运用 (44)第四章航空燃气涡轮发动机叶片外来物损伤 (45)4.1 鸟类等软物撞击的损伤 (46)4.2 硬物撞击对叶片的损伤 (47)第五章航空燃气涡轮发动机叶片的修复方式研究 (49)5.1 目前常用的一些修复方法 (50)5.2 常用修复方法的优缺点对比 (51)5.3 目前叶片修复面临的难题 (52)5.4 航空发动机叶片修复再制造的一般流程 (52)参考文献 (53)致谢............................................................................................................................................. 错误!未定义书签。
大修航空发动机涡轮叶片的检修技术介绍了涡轮叶片的清洗、无损检测、叶型完整性检测等预处理, 以及包括表面损伤修理、叶顶修复、热静压、喷丸强化及涂层修复等在内的先进修理技术。
涡轮叶片的工作条件非常恶劣, 因此, 在性能先进的航空发动机上, 涡轮叶片都采用了性能优异但价格十分昂贵的镍基和钴基高温合金材料以及复杂的制造工艺, 例如, 定向凝固叶片和单晶叶片。
在维修车间采用先进的修理技术对存在缺陷和损伤的叶片进行修复, 延长其使用寿命, 减少更换叶片, 可获得可观的经济收益。
为了有效提高航空发动机的工作可靠性和经济性, 涡轮叶片先进的修理技术日益受到发动机用户和修理单位的重视, 并获得了广泛的应用。
1.修理前的处理与检测涡轮叶片在实施修理工艺之前进行必要的预处理和检测, 以清除其表面的附着杂质;对叶片损伤形式和损伤程度做出评估, 从而确定叶片的可修理度和采用的修理技术手段。
1.1清洗由于涡轮叶片表面黏附有燃料燃烧后的沉积物以及涂层和(或)基体经过高温氧化腐蚀后所产生的热蚀层, 一般统称为积炭。
积炭致使涡轮效率下降, 热蚀层会降低叶片的机械强度和叶片表面处理的工艺效果, 同时积炭也掩盖了叶片表面的损伤, 不便于检测。
因此, 叶片在进行检测和修理前, 要清除积炭。
1.2无损检测在修理前, 使用先进的检测仪器对叶片的叶型完整性和内部结构进行检测, 以评估磨损、烧熔、腐蚀、掉块、裂纹、积炭和散热孔堵塞等损伤缺陷情况, 从而指导叶片的具体修理工艺。
目前, CT已经成为适用于测量涡轮叶片壁厚和内部裂纹的主要方法。
一台CT机由x辐射源和专用计算机组成。
检测时, 辐射源以扇形释放光子, 通过被检叶片后被探测器采集。
其光子量和密度被综合后, 产生一幅二维层析x光照片, 即物体的截面图, 从中分析叶片内部组织结构, 得出裂纹的准确位置及尺度。
连续拍摄物体的二维扫描, 可生成数字化三维扫描图, 用于检测整个叶片的缺陷, 还可检测空心叶片冷却通道的情况。
摘要航空发动机涡轮叶片,包括导向叶片和工作叶片,是将燃气的热能转换为旋转的机械动能的重要的热端部件。
如果准确监测涡轮叶片的结构完整性和状态,以便及时发现并预防危害性故障,提高发动机工作安全性,是航空发动机状态监控和故障诊断专家一直关注的问题,并一直在努力寻求解决方案涡轮叶片的组成和简述,涡轮叶片的故障类型,如强度不足,高周期疲劳,低周疲劳损伤,以及检测技术的分类和无损检测。
其中无损检测包括红外热波检测,超声检测,射线检测,磁粉检测,渗透检测,涡流检测,声发射检测,激光全息检测。
本文写出了涡轮叶片的孔探检测。
关键词:航空发动机涡轮叶片孔探仪检测无损检测。
目录摘要 (2)绪论 (1)第一章涡轮叶片的简述 (2)1.1涡轮的工作叶片 (2)1.2导向叶片 (2)第二章故障类型 (3)2.1强度不足及其故障模式 (3)2.2高周期疲劳损伤及其故障模式 (3)2.3低周疲劳损伤及故阵模式 (3)2.4涡轮叶片的常见故障及概率 (3)2.5注意事项 (5)第三章机上孔探检测 (6)3.1涡轮叶片的机上孔探检查 (6)3.2涡轮叶片的不同部位孔探检查 (6)3.3孔探技术的发展和实际应用的需求 (7)3.4修理车间检测前的清洗预处理 (7)3.5叶片完整性检查 (8)3.6探孔注意事项 (8)第四章涡轮叶片孔探案例分析 (9)4.1高压涡轮叶片断裂 (9)4.2典型案例分析 (10)4.3叶片断裂的原因 (11)4.4叶片修理与孔探检测 (13)4.5总结 (14)参考资料 (15)致谢 (16)航空发动机涡轮叶片无损检测技术绪论航空发动机涡轮叶片,包括导向叶片和工作叶片,是将燃气的热能转换为旋转的机械动能的重要的热端部件。
基于提高推重比和单位推力的需要,涡轮前燃气温度日益提高,目前国外新型的航空燃气涡轮发动机涡轮前的温度已达到1700K以上。
涡轮叶片在高压腐蚀性燃气的神击下高速旋转,除承受巨大的拉应力外,还承受频率、幅值变化都很大的交变拉应力和扭转应力,此外还存在高温氧化、热腐蚀和磨损问题。
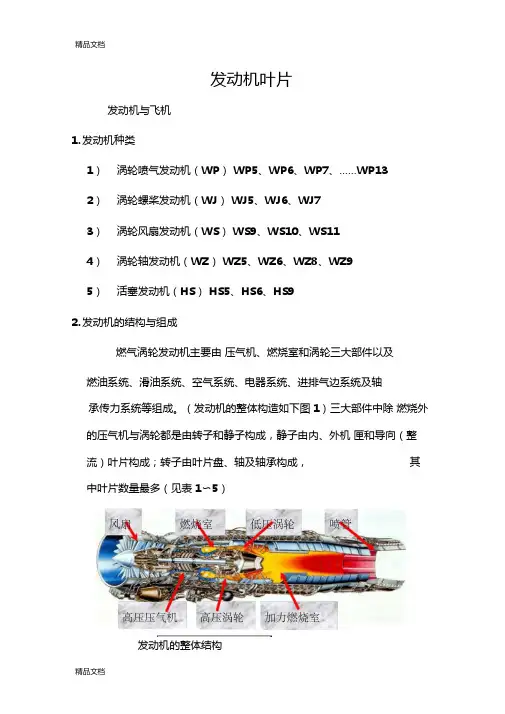
发动机叶片发动机与飞机1.发动机种类1)涡轮喷气发动机(WP)WP5、WP6、WP7、……WP132)涡轮螺桨发动机(WJ)WJ5、WJ6、WJ73)涡轮风扇发动机(WS)WS9、WS10、WS114)涡轮轴发动机(WZ)WZ5、WZ6、WZ8、WZ95)活塞发动机(HS)HS5、HS6、HS92.发动机的结构与组成燃气涡轮发动机主要由压气机、燃烧室和涡轮三大部件以及燃油系统、滑油系统、空气系统、电器系统、进排气边系统及轴承传力系统等组成。
(发动机的整体构造如下图1)三大部件中除燃烧外的压气机与涡轮都是由转子和静子构成,静子由内、外机匣和导向(整流)叶片构成;转子由叶片盘、轴及轴承构成,其中叶片数量最多(见表1〜5)发动机的整体结构3.发动机工作原理及热处理过程工作原理:发动机将大量的燃料燃烧产生的热能,势能给涡轮导向器斜切口膨胀产生大量的动能,其一部分转换成机械功驱动压气机和附件,剩余能由尾喷管膨胀加速产生推力。
热力过程:用P-U或T-S图来表示发动机的热力过程:图1•发动机等压加热理想循环4.飞机与发动机发动机是飞机的动力,也是飞机的心脏,不同用途的飞机配备不同种类的发动机。
如:1)军民用运输机、轰炸机、客机、装用WJ、WS、WP类发动机。
2)强击机、歼击机、教练机、侦察机、装用WP、WS、HS类发动机。
3)军民用直升机装用WZ类发动机。
二、叶片在燃气涡轮发动机中叶片无论是压气机叶片还是涡轮叶片,它们的数量最多,而发动机就是依靠这众多的叶片完成对气体的压缩和膨胀以及以最高的效率产生强大的动力来推动飞机前进的工作。
叶片是一种特殊的零件,它的数量多,形状复杂,要求高,加工难度大,而且是故障多发的零件,一直以来各发动机厂的生产的关键,因此对其投入的人力、物力、财力都是比较大的,而且国内外发动机厂家正以最大的努力来提高叶片的性能,生产能力及质量满足需要。
1.叶片为什么一定要扭在流道中,由于在不同的半径上,圆周速度是不同的,因此在不同的半径基元级中,气流的攻角相差极大,在叶尖、由于圆周速度最大,造成很大的正攻角,结果使叶型叶背产生严重的气流分离;在叶根,由于圆周速度最小,造成很大的负攻角,结果使叶型的叶盆产生严重的气流分离。
技术科普|航空发动机检测技术究竟有多难?航空发动机是为航空器提供推动力和支持力的装置,是航空器的心脏,直接决定着飞机的性能。
航空发动机典型零部件包括叶片、整体叶轮/叶盘、盘轴、机匣、管件、附件等。
飞机发动机的这些典型零件,几何结构复杂,需要在加工的全过程始终监控零部件质量,并能够实现对复杂形状的测量与评价分析。
为实现这些目标,要求整个测量系统(包括坐标测量机、传感器和测量软件)能完美地集成到制造过程中。
如何攻克航空发动机检测技术的难点呢?今天我们就来了解一下这些复杂精度零件的技术难度和检测方案。
■ 叶片航空发动机33%的工作量来自叶片的制造,一直是航空发动机检测的难点。
叶片检测数量大、精度高,要求测量稳定性好,具备适合的测量重复性和再现性;叶身型面多为自由曲面,其型面轮廓以及相关参数的测量和评价较为复杂。
海克斯康制造智能针对高度复杂且要求检测效率的涡轮机叶片提供了最佳的测量技术,使检测精度与检测效率珠联璧合。
同时还提供全面的叶片专业参数评价功能,包括波纹度、厚度、不对称度、边缘半径、边缘厚度、最大厚度、弦长等参数。
产品与技术方案•最新推出的Leitz SIRIO BX测量机,可以直接在制造环境下进行复杂高效测量•经典非接触式HP-O光纤高速传感器,提供了高速超高精度的测量方案•Quindos软件,提供了全面叶片参数测量与评价Leitz SIRIO BX叶片检测测量报告■ 整体叶轮/叶盘叶盘是航空发动机的叶片转子,采用整体制造技术而取代了过去多个部件的组合。
在欧洲,叶盘所有叶片全部检测,每个叶片需要检测5-8个截面。
通常要求三坐标测量机的精度仅为叶盘公差要求的1/10。
来自海克斯康制造智能的Leitz超高精度测量机,通过配备精密的转台、传感器和QUINDOS软件,提供了完美的检测方案,解决了整体叶盘/叶轮叶片薄、扭曲度大、具有狭窄的凹腔、狭长槽和很深的复杂几何形状等等难题,在保证精度的同时大大提高检测效率。
航空发动机性能测试与评估航空发动机作为飞机的关键部件,对于飞行安全和经济效益有着至关重要的作用。
因此,对发动机的性能测试和评估显得尤为重要。
本文将从以下几个方面介绍航空发动机性能测试与评估的相关内容。
一、发动机性能测试的目的发动机性能测试的主要目的是确定发动机的性能指标,为制定运行规范、提高发动机的使用效率、改进发动机设计提供科学依据。
对于新型发动机,性能测试可基于国家、国际标准的基础上,测量发动机的推力、油耗、燃油等性能指标,为发动机制定飞行规范和试飞指标提供依据。
对于现有发动机,性能测试可通过实际运行情况的测试,修订发动机运行规范、改进发动机设计和提高使用效率。
二、发动机性能测试的方法航空发动机性能测试是一项集测量、分析和计算于一体的综合性测试。
常用的方法有以下几种:1.地面测试地面测试是指在发动机在地面上运转时进行的性能测试。
测试包括静态推重比检测、阻力和推力的测量以及油耗、温度等性能指标的测定。
由于地面测试条件单一、受环境条件影响较大,为了更具可靠性,一般会在多个站点进行测试并加以比对验证。
2.飞行试验飞行试验是指在实际飞行中对发动机进行性能测试。
目的是验证地面测试结果和检测发动机在不同高度、速度等条件下的性能变化。
由于飞行试验需要考虑飞机的安全,测试难度很大,因此成本也比较高。
三、发动机性能评估指标发动机性能评估指标是评估发动机性能优劣的重要依据。
关键指标有以下几种:1.推重比推重比是指发动机推力与飞机重量的比值。
推重比越高,说明发动机的推力越强,发动机所做工作越大,效率越高。
2.比油耗比油耗是指单位推力所消耗的燃油量。
比油耗越小,说明发动机的燃油利用效率越高,经济性越好。
3.可靠性和维修性发动机的可靠性和维修性直接影响到飞机的运行安全和经济效益。
因此,评估发动机性能时,需要考虑发动机整体的可靠性和维修性。
四、性能测试与评估的意义发动机的性能直接关系到航空公司的经济效益和飞机的安全性。
收稿日期:2010-04-02;修回日期:2010-12-06基金项目:航空基金(2008ZD24014)作者简介:熊兵(1975-),男,四川渠县人,工程师,硕士,主要从事航空发动机特种测试技术工作。
第24卷第2期燃气涡轮试验与研究Vol.24,No.22011年5月Gas Turbine Experiment and ResearchMay,2011摘要:对于复杂环境下的涡轮叶片表面温度场测量,红外测温技术是目前该领域最佳方法之一,而发射率的准确测量是红外测温的关键。
本文针对涡轮叶片发射率的测量,阐述了热电偶对比法的原理和技术细节,并根据某型发动机涡轮转子叶片温度场试验测试的需求,在600~800℃温度范围内进行了发射率测量。
试验数据分析表明,其发射率为0.914,可作为ROTAMAP II 辐射高温计的预先设定值。
而误差分析表明,该方法具有较高的精度。
关键词:辐射测温;发射率;涡轮叶片中图分类号:V241.06文献标识码:A文章编号:1672-2620(2011)02-0045-04Emissivity Measurement of Aero-engine Turbine BladeXIONG Bing ,SHI Xiao -jiang ,CHEN Hong -min ,XU Feng -hua(China Gas Turbine Establishment ,Jiangyou 621703,China)Abstract :The infrared temperature measurement technique is one of the best methods of measuring sur -face temperature field of turbine blades in complicated conditions.Exactly measuring emissivity is a key factor in infrared temperature measurement.Aiming to the measurement of turbine blade emissivity,the principle and techniques details of thermocouple antithesis are described.According to requirements of an aero-engine turbine blade measurement,the emissivities in temperature range from 600℃to 800℃are measured,and test data are analyzed.The emissivity 0.914can be used as the initialization value for the ROTAMAP II infrared thermometer.The error analysis indicates that this method is of upper preci -sion.Key words :infrared temperature measurement ;emissivity ;turbine blade1引言物体的发射率表征了该物体表面辐射能力的强弱,任何物体的发射率都等于它在相同温度和相同条件下的吸收率。