全电脑横编织机——完全操作手册
- 格式:doc
- 大小:5.34 MB
- 文档页数:67

玫瑰全自动电脑横机控制软件Automatic Flat Machine ControlSoftware操作手册Operating Manual触摸屏、键盘双输入康奋威科技(杭州)有限公司ConfirmWare Technology (Hangzhou) Inc. 地址:浙江省杭州市滨江区滨安路1180号Addr. : #1180 Bi n’an Road, Binjiang District,Hangzhou, Zhejiang, China邮编:310052 Zip: 310052电话:+86 (571) 8825-3203 Tel: +86 (571) 8825-3203传真:+86 (571) 8502-3115 Fax: +86 (571) 8502-3115一、开机当机器正确接上电源后,按下起动开关,然后将进入主画面。
按厂家名称位置或0键、ESC键进入监控界面,按返回。
1.文件名:显示当前花版运行的文件名称。
2.针位置:显示运行过程中针位置的变化。
3.总行数:显示当前花样总行数。
4.设定件数:显示当前花版设定的件数。
5.完成件数:显示当前花版完成的件数。
6.停车时间:单件花样工作中停止时间。
7.工作时间:单件花样的运行时间。
8.密度:显示密度设定段数。
9.速度:显示机头编织速度设定段数。
10.主罗拉:显示主罗拉设定段数。
11.副罗拉:显示副罗拉设定段数。
12.开始行:节约起始行信息。
13.结束行:节约结束行信息。
14.循环数:显示节约设定段循环次数。
15.剩余数:显示循环编织的剩余次数。
16.送纱电机:显示送纱电机设定段数。
17.纱嘴停放:显示纱嘴停放设定组信息。
18.起针:显示工作参数页设定的起始针信息。
19.摇床:显示摇床信息。
二、功能键说明1、LCD液晶显示区说明2、键盘操作区说明主要功能设置、编辑横机系统参数、工作参数、花版工艺参数等。
按键功能说明:三、花版工艺参数设置1、密度组设定(数字键1)按数字键“1”弹出密度设置窗口。
第一章国产全电脑操作本机电脑工作方式分为“编织模式”、“程序模式”两部分。
机器电源打开后,首先进行自我检测,自检完毕,按任意一键,机器进入指定模式。
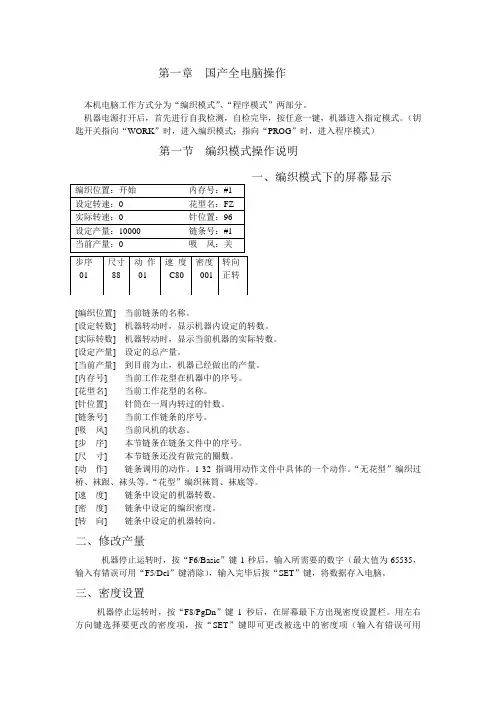
(钥匙开关指向“WORK”时,进入编织模式;指向“PROG”时,进入程序模式)第一节编织模式操作说明一、编织模式下的屏幕显示[编织位置] 当前链条的名称。
[设定转数] 机器转动时,显示机器内设定的转数。
[实际转数] 机器转动时,显示当前机器的实际转数。
[设定产量] 设定的总产量。
[当前产量] 到目前为止,机器已经做出的产量。
[内存号] 当前工作花型在机器中的序号。
[花型名] 当前工作花型的名称。
[针位置] 针筒在一周内转过的针数。
[链条号] 当前工作链条的序号。
[吸风] 当前风机的状态。
[步序] 本节链条在链条文件中的序号。
[尺寸] 本节链条还没有做完的圈数。
[动作] 链条调用的动作。
1-32指调用动作文件中具体的一个动作。
“无花型”编织过桥、袜跟、袜头等。
“花型”编织袜筒、袜底等。
[速度] 链条中设定的机器转数。
[密度] 链条中设定的编织密度。
[转向] 链条中设定的机器转向。
二、修改产量机器停止运转时,按“F6/Basic”键1秒后,输入所需要的数字(最大值为65535,输入有错误可用“F5/Del”键消除),输入完毕后按“SET”键,将数据存入电脑。
三、密度设置机器停止运转时,按“F8/PgDn”键1秒后,在屏幕最下方出现密度设置栏。
用左右方向键选择要更改的密度项,按“SET”键即可更改被选中的密度项(输入有错误可用“F5/Del”键消除)。
输入完毕后按“SET”键,将数据存入电脑。
按“ESC”键退出密度设置。
所设置的8个密度是相互独立的,可以在每一个链条中任意调用1个密度。
在实际应用中为保障机器能稳定运行,使用密度时要注意:相临两个链条调用的密度值相差不要大于40。
四、编织模式下按键功能介绍第二节程序模式操作说明按上、下方向键选择选项,也可以直接按相应的数字键选择选项;按“SET”键进入选中的菜单。

国产电脑横机操纵和维修办法一.操纵留意事项1.读盘,不畅时可以从新关电源后插拔USB插口,用华翔掌握器的可以先切换一下存读介质(U盘和磁盘)然后再开机读盘.2.穿纱,同时要调剂晴天线弹力,侧天线张力.3.要按照打样请求调剂好度目.拉力等.4.肯定名堂睁开以及纱嘴摆方地位.国花系列还有前置量.5.挂布(起底板机械不必),行锁定(飞虎机械用反复)即时给副罗拉开合情形,机头速度要小于0.40m/s,布片到达主罗拉时解除行锁定(飞虎机械把反复点一下).加大速度,拉力等.二.开端编织1.随时检讨布片密度及确认粗幼纱情形,以便随时掌握衣片长短.跟足样板尺寸.2.留意毛纱过蜡情形及毛纱排放地位.拆片纱要从新试度目和拉力.3.随时懂得用纱情形,毛料色差等.4.衫片分码,分色整洁叠好安请求捆好交货.5.留意倒卷布和副罗拉缠纱(国花系列特别要留意)三.罕有问题的处理办法(一)度目1.编织时度目越来越大.A,检讨线路是否接触不良.B,检讨度目马达螺丝是否松动.2.两口同时做编织,若一口度目平常变小,可以斟酌把度目原点恰当调大.(二)撞衔接针脚(国花系列叫长针)1.检讨度目是否灵巧.2.检讨衔接针脚在针床上是否运行畅顺,用手压下去是否弹起自如.3.检讨度目马达螺丝是否松动.度目转盘是否顺畅.4.检讨度目感应器是否破坏.5.检讨压针三脚是否到位.国花系列要看电磁铁摆动情形.6.度目太紧时不克不及脱圈,也会撞衔接针脚.7.检讨翻针三角的翻接针导块是否顺畅.灵巧.8.检讨度目底板,滑块是否到位.灵巧.(三)乱用(乱选针)1.看布片乱用是否有纪律,比方问题都出在那一个选针器上.2.看是偷选,照样漏选.调剂选针片和针床的间隙.3.调剂选针参数,选针原点,选针微调.4.看选针针脚在针床上是否太紧,太松.是否顺畅.5.线路检讨,各插头是否插好,看看是否有接触不良.6.看主驱动皮带是否太松.7.看下针尺是否会太紧或太松.8.改换选针基板.9.从新找原点,国花系列要留意铜头部位.(四)平摇漏针1.看是否乱用引起的.2.看天杆装配是否规范,可能导致纱嘴高下,是否瞄准嘴孔中缝.3.看织针在针床上是否不畅.4.看是否上一行翻针遗留的问题.5.看是否织针破坏.(五)斜片1.假如斜片在肯定布是拉力,毛纱摆方地位的原因后.把布片长的一边针板降低,短的一边针板上升.2.特别情形可以斟酌动导规的问题.3.以上两种做法要斟酌到“翻针位”.(六)翻针1.看翻针位是否准确.2.若统一口翻针机头向左行跟向右行翻针位相差太大,检讨翻针三角于蝶山是否尺度.3.若翻针位准确,有部分织针过高或过低,孔位相差太大,要下针板整修,直至尺度.(七)吊目吐纱1.检讨织针是否换错(如12针换错为14针).2.在不影响出针裂缝,嘴口间距的情形下,上升针板.3.密度太松.4.牵拉力太小,天线,侧天线弹力不敷.5.检讨蝶山是否是旧型蝶山.6.翻接护山有无装错.7.信克未压到位,运动天齿(沉降片)把纱勾起.(八)编织包针1.织针破坏,针舌不灵巧.2.嘴口过大.3.密度太紧.(九)编织时有平常响声1.主驱动皮带过松或过紧.2.检讨机头滑块是否歪失落.3.山板与针板间距是否尺度.4.插片是否平整.5.信克固定板螺丝是否与信克座有摩擦.6.检讨机头山板的固定螺丝有无松动.7.培林与导轨间隙是否尺度.8.织针所运行的针路是否顺畅.9.度目是否卡逝世.10.送纱器运转的平常声音,可能滚筒没有锁正.11.纱嘴是否过底碰着针钩或针舌,纱嘴螺丝是否松动.(十)编织吊目时:吊目不吊反而编织,压针三角压不到位.(十一)撞选针针脚1.选针是否答复到位.2.针槽是否运行顺畅,针槽内有无铁屑,空运转时光要足够,速度不克不及超出0.45.3.是否针脚型号不合错误.4.山板与针板间距太大超出40条以上.5.导轨与培林间隙超出大.(十二)显示主马达错误1.线路接触不良.2.改换主马达.3.速渡过大时显示,要改换驱动器.(十三)显示摇床马达错误1.查线路接触不良.2.关电重开机.3.换摇床马达.4.换摇床驱动器.(十四)织针推倒翻针位时,不畅1.翻针铁线压针太紧.2.针板插片槽铣的过深.3.针尺过紧或变形.4.织针变形.5.固定天齿距离片是否装错.(十五)在正常编织时有固定织针不选或漏选1.调剂乱用.2.改换选针针脚.3.调剂纱嘴校订.4.机头阁下反转.5.在不影响翻针的情形下,若不选升山板.漏选.降山板.6.插片间距过紧,用螺丝刀松动一下.7.对换选针器.8.下针尺过紧或太松.9.出如今双方时,看机头原点是否准确.。
电脑横机的调整程序机器调整步骤首先,启动:当机器正确连接到电源时,按下启动开关,将听到三声蜂鸣声,然后进入机器存储器的自检屏幕,否则,将进入主屏幕。
二.磁盘管理:当按下磁盘作业按钮时,将进入磁盘作业菜单。
1、列磁盘目录:列出磁盘上的所有文件;2.将动作文件输入存储器:将碳纳米管文件输入内存;3.将模板文件输入内存:将PAT文件输入内存;4.将内存操作文件输入磁盘:将内存中的碳纳米管文件复制到磁盘上;5.将内存板文件输入磁盘:将内存中的PA T文件复制到磁盘;6.格式化磁盘:格式化磁盘;7.磁盘文件删除:从磁盘中删除文件;8.将字体文件输入内存:系统升级时,需要在内存中输入新的字体文件;9位和8位工厂标志照片被输入到存储器中:将PIC文件输入内存以改变屏幕显示。
三、内存管理:按下C键复制机器的工作参数。
1.记忆模式选择:用于从磁盘选择模具文件输入;2、内存程序编辑:您可以查看和编辑程序的每一页。
进入程序编辑界面后,可以输入和修改行号、色码、编织指令等。
机器屏幕也会有相应的提示。
按F2键编辑跳过行,F3是返回的第一行,F4是最后一行,F5用于更换纱嘴交换(一个系统和两个系统交换)中的F6纱嘴,纱嘴可以随意更换。
3.记忆模式的编辑:进入这个屏幕后,我们可以清楚地看到模式的组织并进行简单的修改。
功能键F1用于跳跃。
4.删除模式:删除指定的模式并输入内存号。
5.整体模式清除:按下这个键,系统会有一个警告提示。
如果您确定内存中的所有模式都将被删除,那么内存将被刷新。
所有镶嵌文件都将丢失。
四、设置机器辅助功能1.设置机器系统参数1:按下此键,将显示密码提示。
输入密码“1618”进入系统参数设置菜单。
(1)指针零位:设置读数针的起始位置、针距和机器中针的总数(在设置该参数之前,应先校正同步带的齿距)。
具体操作是将机器左侧与第一根针对齐,然后按F1键设置针的零位。
(2)左系统纱嘴右零点: 将一个纱嘴随意放在左侧系统上,然后用手将其推到第一根针(右排)的位置,按F1键确认。