裁剪记录表
- 格式:xls
- 大小:21.50 KB
- 文档页数:1
污渍抽纱色线压痕其它次布总数
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
日期:记录员:拼接下裁尺寸实际需
用数量拉布
长度拉布
层数损耗
数量短码
数量贵州家人制衣厂裁床裁剪记录表
次品布
序号产品名称产品
数量面料编号幅宽颜色缸号厂家
数量
污渍抽纱色线压痕其它次布总数
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
日期:记录员:拼接下裁尺寸实际需
用数量拉布
长度拉布
层数损耗
数量短码
数量贵州家人制衣厂裁床裁剪记录表
次品布
序号产品名称产品
数量面料编号幅宽颜色缸号厂家
数量
裁剪验片检验标准
为了保证缝制车间工序的正常进行,避免次品进入缝制车间,必须对裁片质量进行检验,验片依据是来自样板和客户标准的规定。
(一)验偏刀
(1)将最上层、中间和最下层裁片进行测量、比对,看是否超过允许误差(0.2~0.3cm)。如果超过误差,则说明裁剪过程中裁刀没有垂直。
(2)将裁片与纸样对照,(对称裁片要对折比看)看裁片是否与纸样版大小一致,一般面料各部位允许误差(0.2~0.3cm),有弹力的面料允许误差(0.3~0.5cm),对照裁剪工艺单,刀眼是否准确、齐全。
(二)检验方法
(1)检查每一个裁片是否有疵点。
(2)对有问题的裁片进行修、洗脏斑,如无法修正,则做记录并将该裁片抽出,进行换片。
(3)验片必须单片验片,不可以整捆一半一半验片,这样不能整体看到裁片的疵点。
(三)检查内容
(1)整件衣服上裁片超过10cm以上的都要验片。
(2)主件、附件、零部件裁片的规格、直线、曲线、弧度是否与样板一致。 (3)裁片的疵点、色差、经纬丝缕是否符合质量标准。
(4)各定位标记是否准确。
(5)上下裁片相比,各层裁片误差是否超过规定标准。
(6)刀口、定位孔的位置是否准确,有无漏裁。
(7)对格、对花是否准确。
(8)裁片边缘是否光滑圆顺。
(9)左右对称片必须对合验片,以防纬斜、开刀走位造成大小不一。
二、换片
(1)每卷面料的余料要做上缸号、床次、层次的记号,避免换片的出现颜色色差。
(2)换片时要根据每床裁片所对应的每卷面料的余料进行换片。
(3)换片时一定要看面料的丝缕与纸样的丝缕一致,相对应的尺码、大小要与纸样版一致,如要对格、对花型的要根据要求进行换片。
三、每天做好《验片记录表》
家长兴趣小课堂记录表
活动时间
2018 年
03
月
28
日
活动地点
金校区美工室
活动对象
9 名幼儿
活动名称
生活
DIY——鲸鱼
1. 了解世界上最大的哺乳动物鲸 活动目标
2. 锻炼幼儿的手眼协调能力
自己动手做手工,锻炼手动能力,享受成功乐趣,寓教于
活动意义
乐。
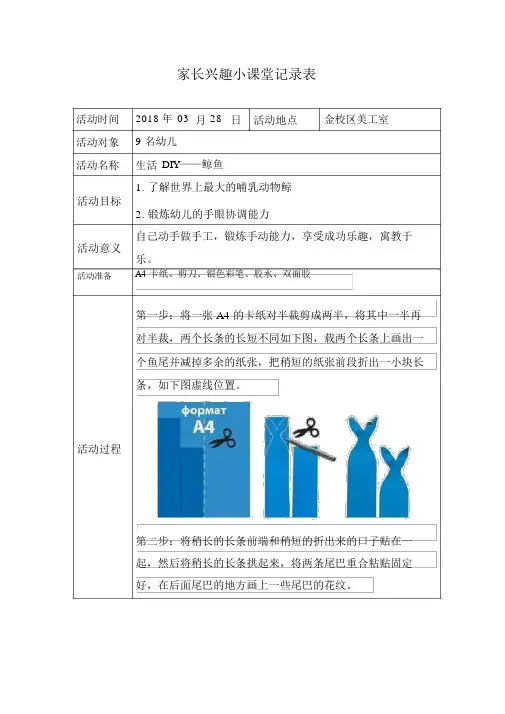
活动准备 A4 卡纸、剪刀、银色彩笔、胶水、双面胶
第一步:将一张 A4 的卡纸对半裁剪成两半,将其中一半再对半裁,两个长条的长短不同如下图,载两个长条上画出一个鱼尾并减掉多余的纸张,把稍短的纸张前段折出一小块长条,如下图虚线位置。
活动过程
第二步:将稍长的长条前端和稍短的折出来的口子贴在一起,然后将稍长的长条拱起来,将两条尾巴重合粘贴固定好,在后面尾巴的地方画上一些尾巴的花纹。
第三步:裁剪出一小块长条,在上面画上细细的长线,贴在拱形长条前端,做嘴巴,在白纸上画两个等大的圆,中心涂黑,剪下,为鲸鱼贴上眼睛。
第四步:另外裁剪出一块白色长条,然后将下方剪成流苏状,注意不要剪断,剪好后将其卷起来。
第五步:整理一下水花,然后固定在鲸鱼的上方,一个简
活动总结
及反思
单可爱的小鲸鱼就做好啦!
第六步:将卡纸的侧面贴上双面胶,将多余的卡纸粘上去,
剪刀剪去多余的部分,一条完美的鲸就做好了。
一、对幼儿学习情况的反思(可从幼儿学习的掌握情况、学习存在的困难等方面谈)
1. 幼儿掌握了大鲸鱼的一些常识
2. 幼儿制作手工过程中能全神贯注

42 / 191
1、目的 为裁剪车间提供工作程序,确保生产规范、顺利的进行。 2、适用范围 适用于裁剪车间。 3、工作程序 3.1 面料检验 裁剪车间负责面料的检验工作,具体操作方法可参照《面料检验工作程序》。 3.2 松布 在面料检验合格后(准备拉布前),根据面料的性能进行面料放松。在松布过程中要负责认真填写《松布记录》。具体操作方法可参照《松布作业指导书》。 3.3 排唛架 3.3.1 裁床收到技术资料后,结合制单内容和制作工艺要求,分清布料的性质及种类,算出每色每码的比例分配排唛架。 3.3.2 根据大货布的实际布封排唛架,排唛时注意面料花型是否有倒顺,若布料有缸差时,需排色差唛。要按制单比例均匀排唛,不可以单码排唛。 3.3.3 裁床主任根据唛架、《生产通知单》、搭配表、大货面料等生产资料,开出《裁剪拉布记录》,交裁剪工。 3.4 拉布 拉布工根据裁床主任提供的《裁剪拉布记录》、打印出的唛架等到面料仓领取相应的面料,拉布时要认真填写《裁剪拉布记录》,具体操作方法可参照《拉布作业指导书》。 3.5 开剪 裁剪工在开裁前先检查工具、唛架、拉布层数等,裁好后要自查大片、零料是否合格,并将裁片绑好飞票,分色分码摆放,裁剪结束后清理碎布,具体操作方法可参照《开剪作业指导书》。 3.6 打工票 打飞员根据拉布工提供的《裁剪拉布记录》上的色码比例和拉布员填写的张数,输入电脑打印工票,检查无误后交裁剪工挷工票。 3.7 挷工票 挷工票前先核对工票上的款号、码数、件数等与裁片是否相符,在挷工票时要注意查看裁片是否合格、有无问题等。绑好工票后要分床、分色、分码摆放。 3.8 退料 3.8.1 裁片下车间后,裁床留适当布作为配片交配片员用,余部超过10米以上的填写《退料单》退还仓库,每天整理退仓一次。 3.8.2 配片后剩料和疵片存放在配布房内,每月整理一次,填写《退料单》,退到仓库。 质量体系文件 文件类别: 程序文件 文件编号: QP-014-A/1 生效日期: 2018/01/01 文件名称: 裁剪车间工作程序 43 / 191

有有有
1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、特步(中国)有限公司服装产前会议记录表生产厂家中星产品名称针织上衣款号985329060832产前会时间15Q3整款数量26014生产上线时间生产组别生产人数预计完成时间颜色组浅花灰深花灰 深兰 季节产前确认样产前确认样报告有印绣花有面辅料实物卡工艺单
各色在出成品是须做延时洗涤测试,主要测试绣、印花、布料的色牢度及成品尺寸。产前样批语注意事项: 见批样报告裁床裁剪注意事项: 面料松布48小时方可裁剪,开裁前核实唛架:是否有漏排裁片现象,面料缩率,有无倒顺光倒顺毛要机台设备用线的要求说明: 全件用线,暗明线用402#线,9号圆头针。特别注意不接受有针孔、烂洞。特殊工艺操作说明: 注意各色拼接注意配色。后领贴织带缝处不可有毛边,车前要先缩水,印绣花大货生产事项说明: 绣花不可跳针段纱及浮线。缝制工艺标准要求说明:针距:3CM至少12-14针、用9号进口圆头针车缝。线步要调试好不可过紧或起珠抛线。各部位子口四线锁要均匀一致,吃势均匀不可大小弯曲以免影响外观及尺寸,注意上下片要叠起不可大小边以免爆口。各部位锁边要饱满不可空边,切断线现象。所有裁片必须验片将次片挑出。所有裁片对号拼接,以免色差的现象。丈巾、丈巾绳、捆条芯生产前必须进行泡水缩水,织带必须先蒸气缩水,以免因缩率不同造成溶皱绣、印花裁片必须在生产前验片,严格执行样衣、工艺单标准,成品精细美观。不可有脱色脱胶粘色、跳针断线等现象。龟背锁四线要圆,贴车龟背要圆顺,主唛车于后领骨中,压两端0.1cm边线尺码唛对折车于主唛侧边,不可有高低歪斜,线步不可起珠于外面,回针线不可起团。领面烫布衬,领分中贴车仿真皮,皮、主唛、单标必须是三合一对齐。合领暗线缝位控制在0.8cm之内,要顺直,领高按实样板,上领弧形要圆顺不可有吃针起皱,要平服,内缝控制在0.4cm子口,注意内外领不可松紧起扭,前领内外层不可松紧。领顶压线不可藏子口。领脚压0.6cm线宽窄要一致,不可露子口,织带不起皱,不可太紧。各部位锁四线用顺色线,缝位宽窄要一致,特别注意用锁边线要跟于缝位用线,缝位上上端顺色线,切记不可用错。左胸前皮标,0.1边线不可大小,皮标要方正,车标位按订位版,必须高度重视。四线上袖子不可有吃针,起皱,前后过肩条要对准,袖笼要平服,暗线不可有跳针浮线,袖口罗纹合缝开骨定子口,装袖口内侧缝要对准,不可起扭,要平服。袖中插色宽窄要一致边线不可毛边。四线锁侧缝夹点要对准,不可松线毛边跳针,