3 高能束流加工技术
- 格式:pdf
- 大小:1.30 MB
- 文档页数:54
瞄准航空制造需求聚焦高能束流加工——走进高能束流加工技术国家级重点实验室佚名【期刊名称】《《航空制造技术》》【年(卷),期】2019(062)014【总页数】2页(P88-89)【正文语种】中文重要进展与课题任务(1)开展激光双光束焊接技术研究,突破了双光束激光焊接焊缝成形与缺陷控制、焊接过程稳定性与质量一致性控制、大尺寸复杂壁板结构应力变形控制等关键技术,保证了壁板内纵横交错的长桁、隔框的“净尺寸”连接,焊后变形量小于0.5mm,在国内首次实现了双光束焊接技术在飞机机体结构上的应用。
此技术的突破与应用,不仅增加了有效接合率,提高了结构强度,而且结构减重可达16%。
技术达到国际先进水平。
(2)在国内率先研发了电子束熔丝成形技术,建立了电子束熔丝增材制造技术成形功率、速度等关键成形参数与堆积形貌特征参量之间关系的数学模型;开发出具有自主知识产权的电子束增材制造近净成形工艺装备样机,最大稳定成形速度5kg/h。
根据强韧化理论研究成果,开发了900MPa、930MPa、960MPa、1000MPa、1050MPa、1100MPa 系列强度级别合金的性能调控技术体系,实现了钛合金结构力学性能调控。
(3)高质量高效率超短脉冲激光制孔技术研究。
该项技术主要针对我国现代高性能航空发动机对高质量、高效率气膜冷却小孔加工技术的迫切需求,尤其是热障涂层在发动机热端部件应用中先涂层后制孔的发展趋势,结合窄脉冲激光器,尤其是皮秒、飞秒等超短脉冲激光器技术的最新成果,开展高质量高效率超短脉冲激光制孔技术研究。
通过研究实现了纳秒脉冲激光高质量加工涡轮叶片气膜孔;实现了超短脉冲激光在表面制备热障涂层的高温合金材料上加工小孔无热致缺陷;突破了薄壁结构大倾角(>80°)和大长径比(>20)空间分布密集小孔加工技术。
研究成果为叶片气膜孔激光高质量加工提供了新的技术途径。
近年来,实验室共承担国家任务、国防任务等各类课题135 项。
实训成绩批阅教师日期高能束流焊接方法学习要点总结课程名称焊接设备维修实训专业年级焊接1311学号2013118526113学生姓名张华荣指导教师李飞2016年4月13日高能束流焊接方法学习要点总结一.高能束流焊接方法基本概念:高能束流焊接是指以激光束、电子束、等离子体为热源,对金属、非金属材料进行焊接的精细加工工艺。
注:(1)高能束流焊接的功率密度(Power Density)达到105W/cm2以上。
(2)高能束流是由单一的电子、光子、电子和离子,或者二种以上的粒子组合而成。
(一)电子束焊焊接方法基本概念:电子束焊是利用会聚的高速电子轰击工作件接缝处所产生的热能,使金属熔合的一种焊接方法。
(二)激光焊焊接方法基本概念:利用高能量密度的激光束作为热源的一种高效而且精密的焊接方法。
它是以聚焦的激光束作为能源轰击焊件所产生的热量而进行焊接的。
聚焦的激光束是指:利用大功率相干单色光子流聚焦而成的激光束。
(三)激光切割基本概念:激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。
(四)等离子弧焊焊焊接方法基本概念:等离子弧焊是以等离子弧为热源的一种高能速流焊接方法。
二.基本原理和分类(一)获得高能束流的基本原理:1.高功率密度激光束的获取激光器通过谐振腔的方向选择、频率选择以及谐振腔和工作物质共同形成的反馈放大作用,使输出的激光具有良好的方向性、单色性以及很高的亮度。
2.高功率密度电子束的获取阴极用以发射电子,阳极相对阴极施加高电压以加速电子,控制极用来控制电子束流的强度,聚焦线圈对电子束进行会聚,偏转线圈可使束流产生偏转以满足加工的需要。
3.高能束流的聚焦(1)激光束的聚集目前在激光焊中常用的聚集系统有三种:透镜聚集、反射镜聚集和改进型的。
(2)电子束的聚集电子束聚集是依据于电场和磁场对电子的作用。
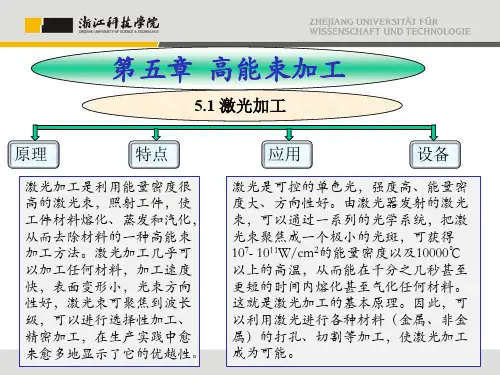
高能束流焊接方法〔一〕激光焊1. 高能焊概念:高能焊接是指以激光束、电子束、等离子体为热源,对金属、非金属材料进行焊接的精细加工工艺。
高能束流焊接的功率密度〔Power Density〕到达105W/cm2以上。
2.高能束流是由单一的电子、光子、电子和离子,或者二种以上的粒子组合而成。
3.激光焊概念:激光焊是高能焊的一种。
是利用高能量密度的激光束作为热源的一种高效而且精密的焊接方法。
它是以聚焦的激光束作为能源轰击焊件所产生的热量而进行焊接的,聚焦的激光束是指:利用大功率相干单色光子流聚焦而成的激光束。
3.激光焊特点:〔1〕功率密度高。
由于激光束的频谱宽度窄,经过会聚后的光斑直径可以小到,功率密度可以到达109W/cm2,可以焊接0.1~ 50mm厚的工件。
〔2〕脉冲激光焊加热时间短、焊点小、热影响区小。
〔3〕激光焊与电子束焊有许多相似之处,但它不需要真空室,不产生X射线,更适合生产中推广应用。
激光焊接已成为高能束焊接技术发展的主流。
缺点是激光焊接一些高反射率的金属还比较困难,另外设备投资大。
〔4〕激光能够反射、透射、能够在空间传播相当长的距离而衰减很小,激光焊能够远距离焊接,或者对难以接近的部位进行焊接,能够透过玻璃等其他透明物体进行焊接。
〔5〕激光不受电磁场的影响。
〔6〕激光的电光转换效率低〔约为0.1 % ~ 0.3 %〕。
工件的加工和组装精度要求高,夹具要求精密,因此焊接成本高。
〔7〕一台激光器可供多个工作台进行不同的工作,既可以用于焊接,又可以用于切割、合金化和热处理,一机多用。
4激光焊接的优点激光焊接具有以下优点:能量密度高,可聚焦,深穿透,高效率,高精度,适应性强等。
5激光焊设备组成激光焊接设备由以下设备组成:工作平台,激光器,光束检测系统,焊接过程检测系统,导光聚焦系统,电脑控制系统6激光器的组成激光器一般由以下这些部件组成:〔1〕激光工作物质:必须是一个具有假设干能级的粒子系统并且具备压稳态能级,使粒子数反转和受激辐射成为可能。
高能束流焊接技术的最新进展高能束流焊接的功率密度(Power Density)达到105W/cm2以上。
束流由单一的电子、光子、电子和离子或二种以上的粒子组合而成。
属于高功率密度的热源有:等离子弧、电子束、激光束及复合热源激光束+Arc(TIG、MIG、Plasma)。
当前高能束流焊接被关注的主要领域是:①高能束流设备的大型化—功率大型化及可加工零件(乃至零件集成)的大型化。
②新型设备的研制,诸如,脉冲工作方式以及短波长激光器等。
③设备的智能化以及加工的柔性化。
④束流品质的提高及诊断。
⑤束流、工件、工艺介质相互作用机制的研究。
⑥束流的复合。
⑦新材料的焊接。
⑧应用领域的扩展。
1、激光焊接的最新进展1.1 新型激光器(1)直流板条式(DC Slab)CO2激光器、(2)二极管泵浦的YAG激光器、(3)CO激光器、(4)半导体激光器、(5)准分子激光器。
1.2 激光器功率的大型化、脉冲方式以及高质量的光束模式以美国PRC公司为例,几年前,用于切割的CO2激光器功率主要是1500~2000W,而近期的主导产品是4000~6000W,6000W可切割的不锈钢厚度、碳钢厚度分别为35 mm和40 mm.1.3 设备的智能化及加工的柔性化尤其是对YAG激光,由于可用光纤传输,给加工带来了极大的方便。
其主要特点是:①一机多用。
②采用一台激光机可进行多工位(可达6个)加工。
③光纤长度最长可达60m.④开放式的控制接口。
⑤具有远距离诊断功能。
1.4 束流的复合最主要的是激光-电弧复合。
深熔焊接时,熔池上方产生等离子体,复合加工时,激光产生的等离子体有利于电弧的稳定;复合加工可提高加工效率;可提高焊接性差的材料诸如铝合金、双相钢等的焊接性;可增加焊接的稳定性和可靠性;通常,激光加丝焊是很敏感的,通过与电弧的复合,则变的容易而可靠。
激光-电弧复合主要是激光与TIG、Plasma以及GMA.通过激光与电弧的相互影响,可克服每一种方法自身的不足,进而产生良好的复合效应。
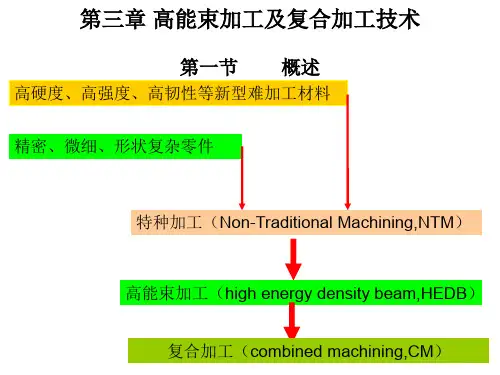
高能束加工及其前景张炳生中恒数控设备制造有限公司高能束加工的概念高能束加工出现于上世纪60 ~70 年代,以解决复杂形状、薄壁、小孔、窄缝等特殊加工问题以及高强度、高硬度、高韧性和高脆性材料的加工。
利用以光量子、电子、等离子体为能量载体的高能量密度束流对材料和构件进行加工,将光、电、磁、水等物理能及化学能或其组合直接施加在工件被加工的部位上,从而使材料被去除、累加、变形或改变性能。
高能束加工去除材料的机理主要不是依靠机械能,工件和工具都不承受明显的切削力,从而使得工件的加工变形和加工应力小,整体发热少、热变形小,易于获得好的加工质量。
在机械制造领域,应用比较广泛而有发展前景的高能束加工主要有两种:激光加工和离子束加工。
图1 LaserTec 80 系列激光加工机床的外观激光是一种受激辐射而得到的加强光。
由于其强度高、亮度大,波长频率确定、单色性好,相干性好、相干长度长,方向性好、几乎是一束平行光,聚焦后能够将能量集中在一点。
当激光束照射到工件表面时,光能被吸收,转化成热能,使照射斑点处温度迅速升高、熔化、气化而形成小坑,由于热扩散,使斑点周围金属熔化,小坑内金属蒸气迅速膨胀,产生微型爆炸,将熔融物高速喷出并产生一个方向性很强的反冲击波,于是在被加工表面上打出一个锥孔。
将激光束聚焦于工件的不同深度就形成不同的激光加工工艺,如热处理、标记和纹理等表面加工、焊接、切割、打孔和铣削等。
离子束加工是在真空条件下,先由电子枪产生电子束,再引入已抽成真空且充满隋性气体(氩气)的电离室中,使隋性气体离子化,由负极引出阳离子,又经加速、集束等步骤,将获得具有一定速度的离子投射到材料表面(或被导入的高硬度金属粉末)上,产生溅射效应和注入效应。
由于离子带正电荷,其质量比电子大数千到数万倍,所以离子束比电子束具有更大的撞击动能,产生非常高的温度效应(30 000?K)。
因此,离子束加工的实质是靠微观撞击能量来实现的。
激光加工设备和工艺激光加工包括激光板材切割、复杂零件的打孔和铣削。
激光切割样品-案图
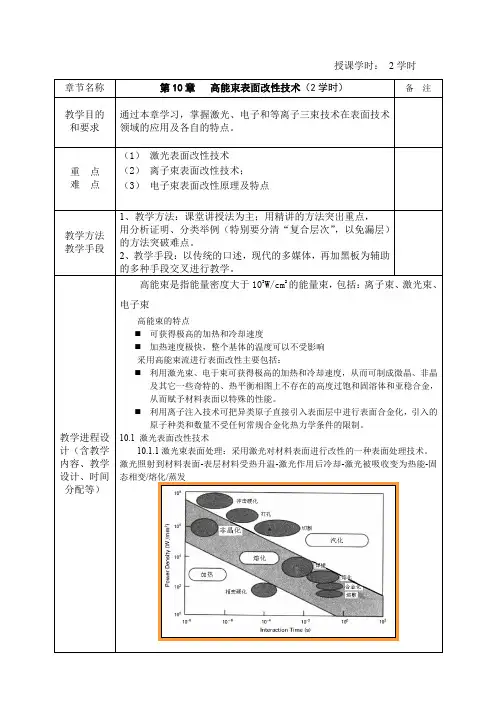
电子束热加工原理图
真空电子束焊接
利用定向高速运动的电子束流
撞击工件使动能转化为热能而
使工件熔化,形成焊缝。
电子束光刻系统(E-Beam Lithiograpghy)
采用高亮度和高稳定性的TFE电子枪(thermal field emisssion) 出色的电子束偏转控制技术
采用场尺寸调制技术,电子束定位分辨率可达0.0012nm
采用轴对称图形书写技术,图形偏角分辨率可达0.01mrad
广泛应用于半导体制造领域
的原理还可以加工出弯曲孔和斜孔。
电子束打孔在多种精度要求过高的工
下图是加工成形的毛细管:。