金属磨损自修复技术与 常规金属抗磨减磨及修复技术的主要区别
- 格式:ppt
- 大小:836.00 KB
- 文档页数:30

浅谈魔盾金属自修复技术在汽车维修中的应用汽车问世100多年来,给人们生产和生活带来很多方便,与此同时,汽车维修也给人们带来了具大的烦脑。
传统的汽车发动机大修,对恢复汽车技术性能曾经发挥过重大作用,但也有工艺复杂,大修周期长,耗费工时多,修理费用高,修理质量低等明显弊病。
随着国内经济的快速发展,以及一些发达国家先进技术的引进,使我国机器设备工业得以迅速发展,一种能在不解体情况下对发动机总成实施修复的“金属陶瓷自修复技术”在汽车、船舶、机器设备维修中已推广应用,魔盾发动机金属陶瓷抗磨修复系列产品正是这个技术领域应用的皎皎者。
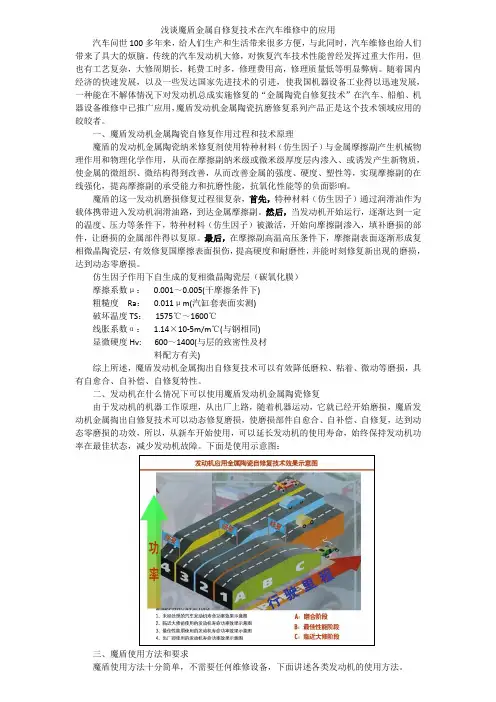
一、魔盾发动机金属陶瓷自修复作用过程和技术原理魔盾的发动机金属陶瓷纳米修复剂使用特种材料(仿生因子)与金属摩擦副产生机械物理作用和物理化学作用,从而在摩擦副纳米级或微米级厚度层内渗入、或诱发产生新物质,使金属的微组织、微结构得到改善,从而改善金属的强度、硬度、塑性等,实现摩擦副的在线强化,提高摩擦副的承受能力和抗磨性能,抗氧化性能等的负面影响。
魔盾的这一发动机磨损修复过程很复杂,首先,特种材料(仿生因子)通过润滑油作为载体携带进入发动机润滑油路,到达金属摩擦副。
然后,当发动机开始运行,逐渐达到一定的温度、压力等条件下,特种材料(仿生因子)被激活,开始向摩擦副渗入,填补磨损的部件,让磨损的金属部件得以复原。
最后,在摩擦副高温高压条件下,摩擦副表面逐渐形成复相微晶陶瓷层,有效修复国摩擦表面损伤,提高硬度和耐磨性,并能时刻修复新出现的磨损,达到动态零磨损。
仿生因子作用下自生成的复相微晶陶瓷层(碳氧化膜)摩擦系数μ:0.001~0.005(干摩擦条件下)粗糙度Ra:0.011μm(汽缸套表面实测)破坏温度TS:1575℃~1600℃线胀系数α: 1.14×10-5m/m℃(与钢相同)显微硬度Hv: 600~1400(与层的致密性及材料配方有关)综上所述,魔盾发动机金属掏出自修复技术可以有效降低磨粒、粘着、微动等磨损,具有自愈合、自补偿、自修复特性。
汽车发动机维修中金属磨损自修复技术的应用分析张加芹发表时间:2020-06-10T13:27:29.460Z 来源:《基层建设》2020年第5期作者:张加芹[导读] 摘要:随着科学技术的发展,我国的金属磨损自修复技术有了很大进展,并在汽车发动机的维修中得到了广泛的应用。
济南鑫润达通汽车修理有限公司山东省济南市 250000摘要:随着科学技术的发展,我国的金属磨损自修复技术有了很大进展,并在汽车发动机的维修中得到了广泛的应用。
金属磨损自修复技术的提出、应用,改变了既往的经验维修问题,整体上具备的创新价值较为突出。
文章就此展开讨论,并提出合理化建议关键词:汽车;发动机;维修;修复;技术引言社会经济的繁荣与发展,推动了科技的高效发展。
在改革开放的背景下,国民经济的发展得以加快,汽车行业在科技的推动下实现了快速发展,促使发动机制造业得以壮大。
我国一些汽车发动机制造企业的能力不足,进而生产的发动机耐用度与其他国家抗衡。
但不论哪个国家生产的发动机,都会或多或少的出现使用故障,及时的解决发动机故障,是行车首要任务,也是保障行车安全的重要环节。
为能够保证汽车正常行使,需要全面了解发动机故障的应对解决措施。
1汽车发动机磨损机理分析处于运行状态下的汽车发动机,其气缸内的活塞高速往复式运转,气缸容易磨损。
研究发现,气缸内活塞位置是影响气缸磨损量的重要因素。
活塞位于上止点8.0°~12.0°曲轴转角位置时,对气缸所造成的磨损最为严重,且在磨损作用下呈锥形变化。
而且,气缸壁纵向所承受的磨损量要少于横向,这也是气缸失圆形成的主要原因。
2汽车发动机故障的原因2.1汽车发动机启停故障从一定程度上看,汽车发动机在运行的过程当中,很容易受到自身重力的影响,这样就会让汽车在行驶的过程中,产生较大的负荷。
汽车发动机各项性能对应的就会提升一定的负担。
进而就会对汽车发动机的要求提出更为苛刻的要求。
因此,这个时候,一旦发现汽车发动机出现异常的情况,就需要及时的制定有效的措施,保证汽车的有效运行。
立磨本体磨损修复技术如何选择?关键词:立磨本体磨损,立磨本体磨损修复,立磨本体修复技术立磨集破碎、干燥、粉磨、分级输送于一体,是一种理想的大型粉磨设备,广泛应用于水泥、电力、冶金、化工、非金属矿等行业。
立磨磨辊本体和耐磨衬板在使用过程中,如果出现配合间隙将会使本体与衬板之间磨损加剧,加之热风和水泥颗粒对配合面的不断冲刷,导致沟槽的产生,致使本体与衬板之间发生冲击碰撞,严重时使得衬板产生裂纹甚至断裂,机器损坏,特别是减速机的损坏,造成恶性事件。
我们常用的立磨本体磨损修复技术有很多,修复效果也不尽相同,我们应该如何选择呢?(1)添加垫片:立磨本体磨损后通常会采用添加金属垫的方式来解决配合间隙问题,当辊体表面磨损尺寸不均匀或存在凹凸面时,添加垫片反而会增加配合间隙而加剧磨损,同时由于存在点接触现象,添加的垫片会在短时间内损耗而使得辊皮的预紧力失效松动后产生局部断裂问题。
(2)更换新部件:对于立磨本体磨损来说,由于结构特点采用更换的方式不仅成本高,且设备制造商和企业一般没有备品备件,维修周期过长,会增加企业的维修成本。
(3)索雷碳纳米聚合物材料修复技术:该技术也是我们比较常用的立磨本体磨损修复技术,其修复材料是一种由金属粉末、陶瓷材料、碳纳米管、石墨烯新材料等组成的高性能聚合物材料,该材料具有良好的抗磨损性能、热膨胀性能、粘结性能、抗压强度、抗热环境性能、防化学腐蚀性能,在立磨本体磨损修复方面取得了良好的应用效果。
通过上述对比可以看出,对于立磨本体磨损修复来说,比起添加垫片、更换新部件等修复技术来说,索雷技术更为安全可靠,接下来我们欣赏一下该技术在立磨本体磨损修复方面的应用案例。
某企业在遇到立磨本体磨损问题时,是采用索雷技术修复的,先对磨损部位进行表面处理,然后将材料涂抹至待修复部位,等材料固化后即可完成修复。
无需大量繁琐的修复步骤以及工具,不仅可以降低工人劳动强度,还可以大幅缩短企业停机停产时间,降低损失。
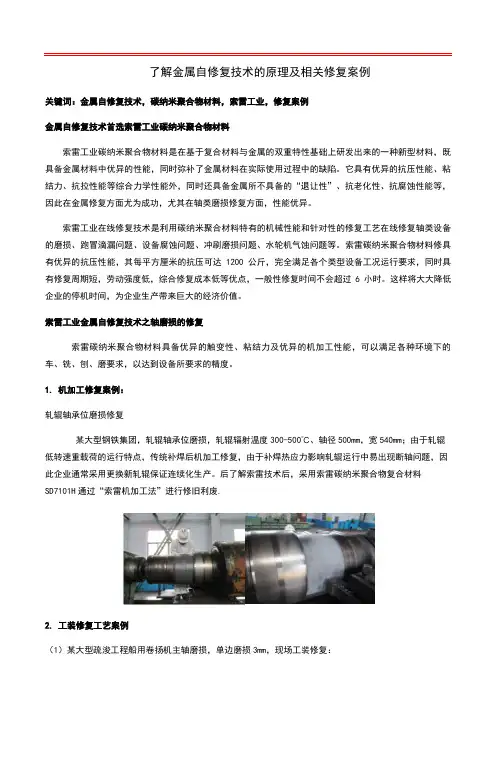
了解金属自修复技术的原理及相关修复案例关键词:金属自修复技术,碳纳米聚合物材料,索雷工业,修复案例金属自修复技术首选索雷工业碳纳米聚合物材料索雷工业碳纳米聚合物材料是在基于复合材料与金属的双重特性基础上研发出来的一种新型材料,既具备金属材料中优异的性能,同时弥补了金属材料在实际使用过程中的缺陷。
它具有优异的抗压性能、粘结力、抗拉性能等综合力学性能外,同时还具备金属所不具备的“退让性”、抗老化性、抗腐蚀性能等,因此在金属修复方面尤为成功,尤其在轴类磨损修复方面,性能优异。
索雷工业在线修复技术是利用碳纳米聚合材料特有的机械性能和针对性的修复工艺在线修复轴类设备的磨损、跑冒滴漏问题、设备腐蚀问题、冲刷磨损问题、水轮机气蚀问题等。
索雷碳纳米聚合物材料修具有优异的抗压性能,其每平方厘米的抗压可达1200公斤,完全满足各个类型设备工况运行要求,同时具有修复周期短,劳动强度低,综合修复成本低等优点,一般性修复时间不会超过6小时。
这样将大大降低企业的停机时间,为企业生产带来巨大的经济价值。
索雷工业金属自修复技术之轴磨损的修复索雷碳纳米聚合物材料具备优异的触变性、粘结力及优异的机加工性能,可以满足各种环境下的车、铣、刨、磨要求,以达到设备所要求的精度。
1. 机加工修复案例:轧辊轴承位磨损修复某大型钢铁集团,轧辊轴承位磨损,轧辊辐射温度300-500℃、轴径500mm,宽540mm;由于轧辊低转速重载荷的运行特点,传统补焊后机加工修复,由于补焊热应力影响轧辊运行中易出现断轴问题,因此企业通常采用更换新轧辊保证连续化生产。
后了解索雷技术后,采用索雷碳纳米聚合物复合材料SD7101H通过“索雷机加工法”进行修旧利废.2. 工装修复工艺案例(1)某大型疏浚工程船用卷扬机主轴磨损,单边磨损3mm,现场工装修复:(2)750KW电机轴轴承位修复:(2)水泥企业辊压机轴磨损修复现场:(3)莱歇立磨现场修复:3. 刮研修复工艺水力发电机组主轴磨损修复某大型水电集团,由中日合资哈电集团生产的灯泡式贯流机组主轴密封漏水严重,原因GFO盘根与机组主轴填料轴套磨损,轴转速:125r/min,轴颈900mm,磨损尺寸40mm*1.5mm(宽*深),2条沟槽。
1 腐蚀磨损概述1.1 腐蚀磨损定义和分类腐蚀磨损(Corrosion Wear )——指“摩擦副对偶表面在相对滑动过程中,表面材料与周围介质发生化学或电化学反应,并伴随机械作用而引起的材料损失现象 ” ,实际工况中,腐蚀磨损往往受限于材料因素(材料的成分、组织、力学性能、物化性能等)、电化学因素(腐蚀介质的种类、浓度、pH 值等)、力学因素(载荷、速度等)和环境因素(温度及压力等)等的影响。
腐蚀磨损行为与纯腐蚀行为和纯磨损行为均有很大差异。
根据腐蚀介质的不同,腐蚀磨损可分为化学腐蚀磨损和电化学腐蚀磨损两大类。
(1)化学腐蚀磨损—在气体介质中的腐蚀磨损实际上以氧化磨损为主,主要是金属表面与气体介质发生氧化反应,在表面生成氧化膜,随后在磨料或微凸体作用下被去除的过程。
根据膜的机械性质不同,氧化磨损模型主要有脆性氧化膜和氧化磨损模型和韧性氧化膜的氧化磨损两类。
金属表面发生氧化生成的脆性氧化膜的物理机械性能与基体差别很大,生长到一定厚度时很容易被外部机械作用去除而暴露出金属基体,随后在新鲜集体上有开始新的氧化。
韧性膜比基体要软,受外部机械作用时,可能只有部分氧化膜被去除,随后氧化过程有开始在氧化膜上进行,因此韧性膜的腐蚀磨损较脆性膜要轻微。
(2)电化学腐蚀磨损—电化学腐蚀磨损由于涉及的因素较多,是一个比氧化磨损更为复杂的过程,根据电化学腐蚀磨损过程中材料被去除的特点,人们提出了机械去除模型和腐蚀去除模型。
图1 脆性膜的氧化磨损示意图 图2 韧性膜的氧化磨损示意图3 均匀腐蚀条件下的腐蚀磨损模型图4 相界面腐蚀的腐蚀磨损模型在磨料作用下,材料表面膜局部被去除破坏,但随即又重新形成新的表面膜。
而磨料是均匀作用在真个材料表面上,当任意一块表面被磨料破坏了表面膜而裸露出金属基体时,此处的腐蚀速度比有表面膜覆盖的地方快得多,因此,在整个过程中,腐蚀磨损比纯磨损对材料的破坏严重得多。
图4是具有碳化物多相结构的高铬铸铁发生晶间腐蚀的腐蚀磨损模型,由于碳化物的电极电位大大高于基体金属的电极电位,因此在碳化物相组织和基体相之间将发生晶间腐蚀,之后材料在磨料或硬质点机械作用下发生断裂。
(机电设备诊断与维修技术)机械零件修复技术失效的机械零件大部分都可以修复,尤其是磨损失效的零件,可以采用堆焊、热喷涂和喷焊、电刷镀等表面技术,不仅使修复后的机械零件满足使用的技术要求,而且还能提高零件的某些性能,如耐磨性、耐腐蚀性等。
对于机械设备的基础件,如机身、机架等大型铸件产生裂纹,可针对性地采用金属扣合技术进行修复。
焊接修复技术焊接技术用于修复零件使其恢复尺寸与形状或修复裂纹与断裂时称为补焊;用于恢复零件尺寸、形状,并赋予零件表面以某些特殊性能的熔敷金属时称为堆焊。
补焊和堆焊在机械零件的修复技术方法中占有重要的地位,其突出的优点是:结合强度高,可修复磨损失效零件;可以焊补裂纹与断裂、局部损伤;可以用于校正形状。
由于焊修质量高、效率高、设备成本低、便于现场抢修等特点,应用十分广泛。
但由于补焊和堆焊时对零件的局部不均匀的加热使零件产生内应力和变形,所以一般不宜于修复较高精度、细长和薄壳类零件。
焊接时产生的气孔、夹渣等对焊缝强度和密封性都有影响,焊接时产生裂纹也是焊接中需注意的重点。
此外,焊接还要受到零件焊接性的影响。
所以,焊接的应用也受到一定的影响。
随着焊接技术的发展和采取相应的工艺措施,它的缺点大部分可以克服。
补焊1.钢制零件的补焊机械零件补焊比钢结构焊接困难。
由于机械零件多为承载件,除对其材料有物理性能和化学成分要求外,还有尺寸精度和形位精度要求。
在焊修时,还要考虑材料的焊接性以及焊后的加工性要求。
加之零件损伤多是局部损伤,焊修时要保持未损伤部位的精度和物理、化学性能,焊修后的部位要保持设计规定的精度和材料性能。
由于电弧焊能量集中、效率高,能减少对母材组织的影响和零件的热变形,涂药焊条品种多,容易使焊缝性能与母材接近,所以是目前应用最广泛的方法。
为了保证焊修质量,焊接工艺措施要合理。
(1)低碳钢零件低碳钢零件,由于可焊性良好,补焊时一般不需要采取特殊的工艺措施。
(2)中、高碳钢零件中、高碳钢零件,由于钢中含碳量的增高,焊接接头处容易产生焊缝内的热裂纹、热影响区内由于冷却速度快而产生低塑性淬硬组织引起的冷裂纹,焊缝根部主要由于氢的渗入而引起的氢致裂纹等。