平板裂缝天线结构设计
- 格式:pdf
- 大小:239.23 KB
- 文档页数:3
平板裂缝天线结构设计洪 涛(中国电子科技集团第38研究所,安徽合肥230031)
StructureDesignofthePlateSlotArrayAntennaHONGTao(No.38ResearchInstituteofChinaElectronicTechnologyGroupCorporation,Hefei230031,China)
摘要:针对平板裂缝天线的特点,介绍了该天线的结构设计思路,特别强调了应考虑结构设计的可制造性.通过设计实例,验证了Pro/E三维软件非常适合于作为平板裂缝天线的设计平台,有效地提高了设计效率和设计质量.关键词:平板裂缝天线;结构设计;可制造性;Pro/E中图分类号:TN821文献标识码:B文章编号:1001-2257(2009)08-0076-02收稿日期:2009-02-27Abstract:Inviewofthefeatureoftheplateslotted-arrayantenna,thepaperintroducesthestructuraldesignoftheantenna,especiallydiscus2sesthequestionthatmustbeconsideredinthemanufacturingofthestructuraldesign.UsingthePro/Esoftware,theplateslotted-arrayantennacanbedesignedeasilyandfinely.Keywords:plateslot-arrayantenna;structur2aldesign;manufacturing;Pro/E0 引言在雷达和微波通信系统中,平板裂缝天线获得了越来越广泛的应用.它具有效率高、天线增益高、副瓣低、体积小、重量轻、结构紧凑和薄壁高精度等特点.平板裂缝天线加工的工艺性和电性能好坏,与天线的结构设计有着密不可分的联系.因此提出了应用Pro/E软件,一体化设计该天线的方法.1 结构设计某型雷达平板裂缝天线由12根宽边带辐射缝的辐射线源、馈电波导、功分网络和阶梯变换波导组成.辐射线源之间的公共壁厚1.5mm,开有辐射缝的波导壁厚1mm.根据雷达的使用要求,该天线外形要尽可能小,重量尽可能轻,强度和刚度满足机载环境要求.根据电讯的要求,辐射缝、耦合缝和波导口径的精度要求高,天线辐射面的平面度均方根误差要小于0.2mm.
平板裂缝天线结构上的显著特点是多层、空腔和薄壁,结构紧凑复杂,精度要求高.其结构设计首先是根据天线的工作状态和结构机械性能要求,结构可靠性要求,外形大小和设备组成,确定高度集成的一体化设计思想.其次,综合考虑精度、强度、刚度、可制造性和经济性的要求,选择满足要求的合适材料和准备采用的制造方法.然后根据前面的考虑,
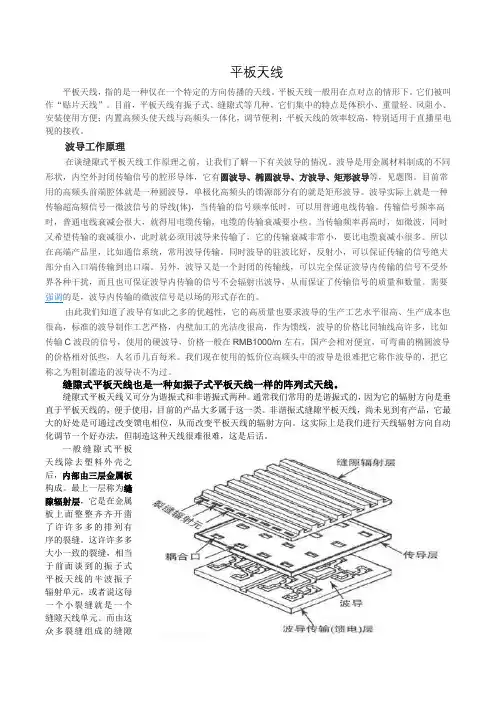
将天线从结构上分解成合适数量的零件.最后,用Pro/E作为设计平台,进行工程设计.根据系统设计思路,在某型雷达平板裂缝天线的结构设计中,将天线分成5个薄壁、腔体零件,再焊接成形.天线的外形尺寸为400mm×200mm×50mm,如图1所示.
图1 平板裂缝天线2 可制造性平板裂缝天线结构复杂,目前国内通常以数控铣薄壁加工零件,装配后采用盐浴焊、真空钎焊整体焊接成形.针对某型雷达平板裂缝天线外形尺寸比・67・1机械与电子22009(8
)较小,采用了高速切削加工技术加工平板裂缝天线的薄壁、腔体类零件,用定位销和工装装配定位夹紧后,真空钎焊整体焊接成形.2.1 材料的可加工性波导器件传统上用铜材和铝材加工制作,近年来随着技术的发展,也出现了用碳纤维复合材料制作的波导.机载雷达有一个非常重要的指标要求,就是天线体积小、重量轻,可用碳纤维复合材料和铝材制作平板裂缝天线.碳纤维复合材料的比强度、比刚度、热膨胀系数和抗疲劳能力等均优于铝合金.但是平板裂缝天线的结构非常复杂,精度要求很高,波导口径的精度一般为±0.03mm,用碳纤维复合材料制造技术难度大,工艺技术复杂,经济成本很高.由于LF21,LD31铝合金材料的固相线温度比其它铝合金高,比较适合高温的真空钎焊.LD31铝合金加工性能、抗腐蚀性能和导电性好,力学性能良好,热处理强化后,抗拉强度可由130MPa提高到220MPa,屈服强度由50MPa增至150MPa[1].LF21铝合金加工性能、抗腐蚀性能和导电性好,不能热处理强化,有较高的疲劳强度,热轧状态下最小抗拉强度为110MPa.从工艺技术的难易程度、强度指标、重量指标和经济性等方面考虑,选用铝合金材料制造天线,工艺相对简单,经济性优于碳纤维复合材料.由于我所长期使用LF21铝合金材料从事生产加工和真空钎焊,积累了丰富的生产经验,再加上该型雷达天线尺寸不大,铝质天线的重量约600g,选用LF21铝合金完全满足强度要求.2.2 加工效率和精度控制某型雷达平板裂缝天线从结构上分成5层,每1层为1个薄壁、腔体零件.这些薄壁、腔体零件均采用厚铝板,用高速切削加工技术加工.高速切削加工的优点是:效率高、精度高、表面质量高及加工引起的变形较小.这些优点决定了它非常适合于加工薄壁、腔体类零件[2].这样加工出来的零件,波导口径精度高,表面质量好,平面度高.真空钎焊是为适应现代工业的需要而发展起的一种较新的钎焊方法,近年来,在各种微波器件中已逐渐开始应用.真空钎焊同盐浴钎焊相比,具有以下优点:无毒和无污染;接头具有优良的机械性能和抗腐蚀性能;在真空中加热,没有氧化问题;精度高;加热均匀,变形量小,可以做到焊后不修整.
在确定了制造零件材料、加工技术和天线的焊接方法后,为便于切削加工,提高焊接质量和保证天线精度,零件结构设计时,还应考虑以下几个问题:
a.天线分层形成零件时,要考虑真空钎焊的特点.天线焊接时,要水平放置,从上到下共5层.真空钎焊时,每层之间的焊接面放置焊片,焊接面要与地面水平,这样形成的焊缝质量才高.所以,在考虑天线分层形成零件时,要保证每层之间的分界面必须在一个水平面上.
b.天线分层形成零件时,要考虑高速切削加工的特点.阶梯变换波导内腔内的台阶要与波导腔一起加工,加工好后,与盖板焊接在一起,形成阶梯变换波导.某型雷达系统由于整机安装的需要,要求天线的输出法兰面与辐射面平行.波导从水平状态转变为垂直状态的过渡处,有一个45°倾角,这个倾角要与波导腔一起加工.设计零件时,这样做可以使零件便于切削加工,焊接面保证在一个水平面上,焊缝质量好.
c.零件设计时,要考虑真空钎焊加热过程中对天线精度的影响.为增强天线整体的强度和刚度,在第2层(从下往上数)辐射线源的盖板上有功分网络的支撑.为减轻重量,这个支撑的截面形状是个槽形,与第3层带有功分网络腔体的盖板就组成了个封闭腔.天线焊接时,封闭腔内的气体无法抽出.加热时,气体膨胀,影响焊接后的天线精度.所以,设计该零件时,要在槽形支撑的壁上开几处2~3mm宽的缺口.零件组装成天线准备焊接时,要保证天线内没有完全封闭的腔体.
为了保证定位精度和控制焊接过程中的变形,
将5个零件用定位销和工装装配定位夹紧.用真空钎焊的方法整体焊接成形后,除了铣去定位销和多余的材料外,辐射面不再加工.经测量,天线辐射面的平面度均方根误差小于0.2mm的指标要求.经电讯人员测试,天线电性能满足指标要求.
所以,设计的结构应便于高速切削和真空钎焊,
充分发挥这2种加工技术的优点,生产过程中再辅以必要的工装夹具,既可以保证平板裂缝天线的精度,又可提高加工效率.
3 计算机辅助设计及仿真运用Pro/E[3]三维设计软件设计平板裂缝天线,
・77・1机械与电子22009(8
)具有以下优点:
a.构建了结构设计人员和电讯设计人员共同交流的平台.由于平板裂缝天线的复杂性,电讯人员难以表述涉及电性能的天线内腔.对于结构的二维工程图,理解困难.天线的三维实体模型将结构的设计思想以最真实的模型在计算机上表现出来,双方易于交流.b.提高了设计效率.借助于Pro/E的系统参数,可以随时计算天线的质量、重心和惯性大小等,减少了人工计算时间.天线的三维实体模型可以直接导入ANSYS有限元分析软件,进行强度和刚度的分析,避免了重复建模的麻烦.c.提高了设计质量.由于构成平板裂缝天线的零件形状复杂、尺寸多,用三维建模,再生成二维工程图,提高了图纸的质量.在设计过程中需要更改时,只需更改三维模型,则二维工程图会随着变化,减少了人为改图时间,避免了人为错误.d.协助制造工程师自动生成零件加工刀具路径的NC程序,避免人为编程疏漏,节约了时间.4 结束语平板裂缝天线结构型式多种多样,针对具体天线的结构型式,结构设计的可制造性,是平板裂缝天线结构设计需要考虑的重要问题之一.通常,机载雷达系统要求使用的平板裂缝天线体积小、重量轻、强度和刚度高,充分运用Pro/E等计算机辅助设计和仿真技术,可以使平板裂缝天线设计更优化,对于设计效率和质量的提高,效果显著.
参考文献:
[1] 陈 敏,刘 捷.机载雷达平板裂缝天线的结构设计[J].现代雷达,2002,24(3):77-79.[2] 汪方宝,梁 宁,鞠金山.平板裂缝天线制造技术研究[J].电子机械工程,2004,20(4):41-44.[3] 钟建琳.Pro/Engineer2000i零件造型实用教程[M].北京:机械工业出版社,2001.
作者简介:洪 涛 (1972-),男,安徽青阳人,工程师,主要
从事雷达天馈系统结构设计工作.
一种膨胀型阻尼消声器的设计王乃民1,王兆强2,张传涛1,娄雅琼1(1.海洋石油工程股份有限公司,天津300452;2.兰州理工大学流体传动与控制学院,
甘肃兰州730050
)
DesignofaIntumescenceDampingExhaustMufflerWANGNai-min1,WANGZhao-qiang2,ZHANGChuan-tao1,LOUYa-qiong1(1.OffshoreOilEngineeringCo.,Ltd.,Tianjin300452,China;2.CollegeofFluidPowerandControlEngineering,
LanzhouUniversityofTechnology,Lanzhou730050,China)
摘要:介绍了以自行设计的气动打孔机为噪声源进行分析研究,采用加大阻尼和增大排气截面积来降低排气速度的方法,设计出膨胀型阻尼消声器.实验结果表明:采取上述降噪措施,噪声绝对值降低至20dB左右,满足了工程应用要求.关键词:气动系统;噪声;膨胀型阻尼消声器;设计收稿日期:2009-03-04中图分类号:TB535.2文献标识码:B
文章编号:1001-2257(2009)08-0078-03