浅析油质劣化与泵站机组安全运行
- 格式:pdf
- 大小:126.82 KB
- 文档页数:1
浅析油质劣化与泵站机组安全运行
田宝国阎风寨高天美
(天津市3t--河管理处)
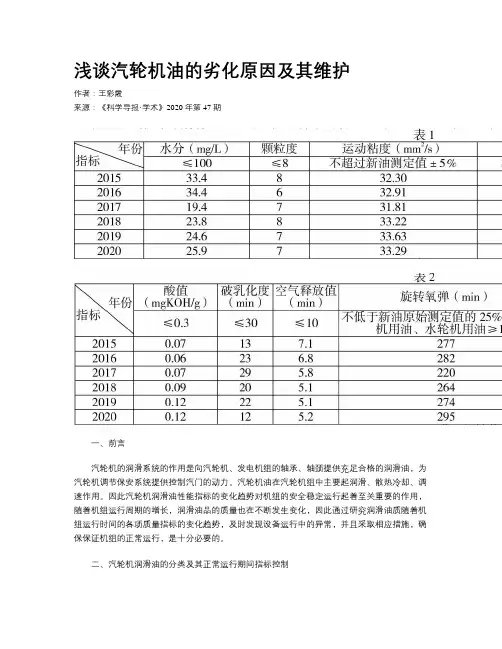
[摘 要]本文介绍了透平油在大型输水泵站机组运行中的重要性,重点分析了油质劣化的原因、危害、控制及管理。
[关键词]水泵机组透平油 油质劣化
中图分类号:TK414.2+11 文献标识码:A 文章编号:1009 914X(2010)07—0185 O1
天津市 f滦潮白河泵站油系统是由管网联接的用油设备、贮油设备及控
制阀件等构成,为水泵机组各轴承提供足够的高质量润滑油和向调节装置提供
压力油及为辅助设备供油。油质性能的优劣直接影响机组能否安全运行。 如果油质劣化会造成油系统腐蚀,对机组各部件产生锈蚀,同时,油液也将失去 润滑、冷却作用,甚至使泵组调节系统失灵,严重影响机组的安全运行。 l油质性能降低对机组的危害及原因 1.1危害 泵站油系统是以透平油为.[作介质。油在运行或存储过程中,由于种种 原因,发生物理或化学变化,也就是油质劣化。油质劣化后给机组带来的危害 是严重的。主要表现在以下 L方面: 1,l,l油中含有水分(游离水和溶解水)和高浓度的金属微粒 除了使机 组调节系统的滑阀及铜套等部件严重锈蚀,造成滑阀卡涩,降低水泵调节系统 的灵敏度。同时,也破坏了机组轴承处的油膜,使润滑性能降低、划伤轴承 及轴瓦表面等现象,造成轴承和轴径的磨损。 1.1.2水泵机组运行不良(过负荷、冷却水中断或设备中油膜被破坏) 则造成油温升高。而油温升高导致润滑油被稀释,降低润滑性能。增大轴径 与导轴瓦的摩擦系数,使温度再度升高,如此下去,会发生严重的轴瓦烧熔事 故。从而,造成重大的经济损失。 1.1.3乳化的透平油沉积于机组油槽中,加速油液的氧化,使酸值升高, 产生较多的氧化沉积物,妨碍油液的循环,使机组油槽油杯的油路阻塞,油槽油 位信号装置出现误报现象,造成油槽油位偏低或无油。机组运行时,必然引起 机组导轴瓦缺油,而产生高温导致烧瓦事故。 1 2原因 水分和金属微粒对油液造成污染而引起油质劣化,同时,由于空气的混入, 也加速了油液的氧化。其中水分是引起油质劣化的主要原因。 1.2.1 油在运行或存储过程中,随着空气湿度和油温度的变化,会在低 温油表面冷却而凝结出水 设备安装、检修得不好,连接处不严密的漏水 冷 却器渗、漏水是导致油系统内有水的主要原因。水使油乳化,促使油的氧 化,增加油液的酸价和腐蚀性。从而降低了油质性能。 1.2.2油系统内的金属微粒等同态污染物,主要是由外界侵入和内部生 成两部分组成,污物与杂质的产生源于机组安装或检修时各间隙的不合理及设 备清洗不干净,使污物、杂质混入透平油中,造成油液的污染,使油劣化变 质。 研究资料表明,当油中仅有水或金属微粒存在时,对油液的氧化变质影响 并不明显。然而,当水、金属微粒与污物共存时,通过金属微粒的催化作用, 加速油液的氧化变质,降低油液的使用寿命,使透平油的性能降低。所以,控 制油液中的水分和金属微粒在规定范围内,油液的使用寿命可延长3—5倍。 1.2.3 油温度升高,吸氧速度加快,油的劣化也加快。试验得知:透平 科学论坛 啊I 油在正常情况下,油温307C时,氧化很少;507C时开始氧化;807C以上每增加 1 07C氧化速度就增加一倍。 1.2.4 油系统装置中的油泵吸入空气及在水泵机组进行叶片调节时调
节速度过快,这时油流动速度较快。这时,因油的冲击带入空气而产生泡沫,
泡沫使油、气接触面增加,从而也加速了透平油的氧化,产生有机酸、胶
质、油泥等造成油液污染。
2油液的控制与管理
泵站油系统油液劣化是影响机组安全经济运行的主要因素。对油液劣化
的控制与管理工作,应认真贯彻于安装、检修、运行三个环节中,并加强全
过程的管理,任意一个环节失控都会造成油液的污染,加速油液的氧化。油液
劣化后给机组运行带来的后果是严重的,为保证水泵机组的安全、经济运行
及油液的质量,防止和消除油系统进水、污染物等,防止油液劣化是非常重要
的。因此,主要应注意以下几个方面:
(1)购进的透平油,必须符合国家标准规定的各项技术指标,尤其是抗乳化
性能及酸值必须达到规定指标。
(2)水泵机组的检修既是运行管理工作的关键,又是安全运行的基础。提
高水泵机组安装和检修质量,严格控制各项技术标准,用完善的检修工艺,保证
机组的各项指标符合规定要求;减少对油系统的污染源的产生。目前,泵站采
用运行与检修分离的体制,应搞好机组安装或检修的施工监理工作,也是控制
油系统不被污染的关键。因为,机组油系统不清洁对机组运行的危害要经过
一
段时间的运行才能反映出来,所以,只有在机组安装与检修的全过程加强管
理,才能使系统内的污染物含量降低到允许污染的耐受程度之内。
(3)强化机组的运行管理。水泵机组在运行过程中,轴承与轴颈虽经油润
滑,但还有摩擦存在而产生热量,使油温升高。油冷却器把这些热量吸收并带
走,使润滑油冷却,防止油温升高。为了把油温控制在允许温度范围内,必须
提高机组技术供水系统的可靠性,调整好油冷却器的供水压力,以得到合理的
供水量:定期对油冷却器管道检查、清洗、试压、防止淤积堵塞:提高运行
人员管理水平,严格遵守“运行规程”和“安全工作规程”。
(4)加强油系统油液净化管理工作。油在长期运行或存储过程中,油的性
质改变是不可避免的。因此,定期对油系统内的润滑油、压力油进行污染程
度的取样检测,根据监测结果及时对水泵机组上、下导轴承的润滑油进行更
换;随时投入油净化装置(压力过滤、真空分离)的运行,对油系统中的油液进
行油水分离和杂质过滤,使油液质量达到规定指标。从而预防机组轴径锈蚀
和轴瓦划伤,使调节系统稳定,油液使用寿命延长。
控制透平油性能,防止油液污染物的产生,延长油液的使用寿命,节能降耗
减少运行成本,以保证机组安全、经济运行。因此,加强油系统油液污染的
控制与管理,是泵站机组运行管理中的一项重要工作内容。
l有影响,而对OP50工序的同轴度没有影响。由于flirt:if件的尺寸90.6±0.
1X实际加工后的表现是超出了iO.1限定的尺寸范围,是尺寸的不稳定,也就
是Maposs探测器探测的位置数据不稳定,发出的数据与实际的位置不符,或者
电脑计算功能不稳定。但是由于砂轮的修形尺寸在轴向上表现的差值极小,
而砂轮修形的程序也是数控的,因此我觉得电脑计算功能的不稳定应该可以排
除。(当然这个判断还要专业工程师做出)Maposs探测器探测的位置数据不稳
定便成了我们要消除的主要项。如下图所示
图示的是Maposs探测器总图,图中3号件是探测工件端面的探头,l3号件
是探头组件运行的直线导轨,l5号件是安装固定板,l0号是驱动气缸,l2号件
是连杆,前面的描述可知探测器的探测位置不稳定事实是探头的检测位置不固
定,说明探头每次的探测位置都在变动。经过现场的检查发现op60的两台磨
床Maposs探测器的实际状态足不一样的,“OP60A”l5号件安装固定板活
动,而“OP60B”
探头的直线导轨l3有很大的间隙,导致探头侧向有很大的活动量。在这
里对于Maposs探测器整体要求是各运行件间的间隙不要超出要求,要保证探
头运行时不出现侧向间隙,同时汽缸运行至两头时要尽量减少冲击,这里要检
查连杆与导向销轴之问的间隙以及连杆中导向销槽的磨损情况。
3解决措施
(1)调整OP40镗孔工序两端的动力头同轴度至机床的检验要求。
(2)调整修理Maposs探测器至说明书的要求,或者工艺要求。
目前OP60A的固定板活动现象已被解决,而OP60B已经更换了直线导轨,
测头活动的现象已经得到解决,同时对这两道工序制定的100%检测临时工艺,
由于上述措施的实施,已经撤掉。
结语
上述问题的解决证明我的分析是正确的,说明OP40工序两端动力头的同
轴度和Maposs探测器的支撑固定、探测位置的稳定是重要因素,两者有一个
存在都会影响到OP50的同轴度和OP60长度尺寸的稳定性,而OP40工雇两端
动力头的同轴度是根本原因、是关键要重点关注。同时对这两项原因需要
我们制定定期检查调整的预防维护措施,以确保对其长期稳定的控制。
参考文献
[1]差速器壳体磨床说明书一INSTRUCTION MANUAL DIFF..HOUSING OP50
TOYODA GL5A一32 II RC 6398 M/C
[2]差速器壳体OP40 OP50、OP60工艺卡
科技博览I 185