工件定位基本原理
- 格式:ppt
- 大小:556.00 KB
- 文档页数:21

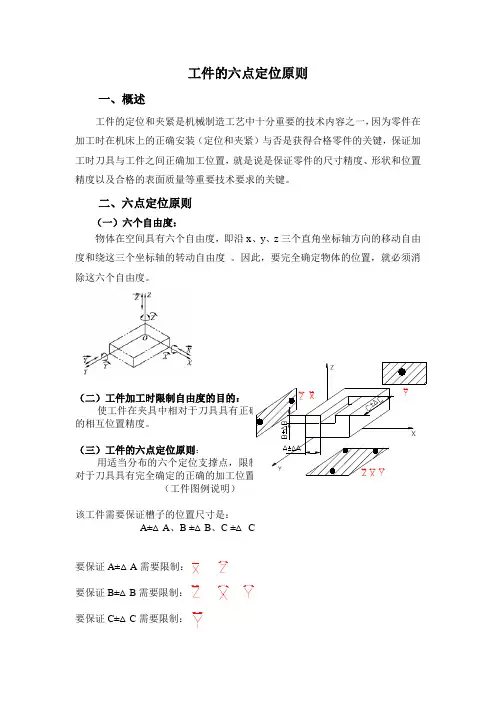
工件的六点定位原则一、概述工件的定位和夹紧是机械制造工艺中十分重要的技术内容之一,因为零件在加工时在机床上的正确安装(定位和夹紧)与否是获得合格零件的关键,保证加工时刀具与工件之间正确加工位置,就是说是保证零件的尺寸精度、形状和位置精度以及合格的表面质量等重要技术要求的关键。
二、六点定位原则(一)六个自由度:物体在空间具有六个自由度,即沿x、y、z三个直角坐标轴方向的移动自由度和绕这三个坐标轴的转动自由度。
因此,要完全确定物体的位置,就必须消除这六个自由度。
(二)工件加工时限制自由度的目的:的相互位置精度。
(三)工件的六点定位原则:(工件图例说明)该工件需要保证槽子的位置尺寸是:A±△A、B ±△B、C ±△ C要保证A±△A要保证B±△B要保证C±△C(四)定位支承点的合理分布:如果定位支承点如图分布,将有以下自由没法限制,即为:使工件产生绕Y轴和Z轴的旋转而无法保证A±△A、B ±△B的加工精度定位支承点像这样在同一条直线上,是绝对不允许的,属不合理分布。
二、六点定位原则的应用(一)分析模型的建立1、建立三位坐标系2、设立分析平面一个大平面(三点):限制一个移动和两个转动一个狭长平面(两点):限制一个移动和一个转动一个小平面(一点):限制一个移动(如图)(二)投影(1)对工件与夹具定位元件的接触面按其特点分别往三个坐标平面上投影。
(2(3(三)定位分析1、套类工件在芯轴上的定位:投影结果:1)XOY面限制了2)YOZ面限制了(2)圆柱形工件在V型贴上定位:1)圆柱在两个短V型铁上定位限制了:2)思考:A)圆柱体在长、短V型铁上定位。
B)圆柱体在车床上两顶尖安装时的定位。
