造纸机烘缸的强度计算
- 格式:pdf
- 大小:92.19 KB
- 文档页数:3
锻造操作机钳口夹紧力和夹紧缸能力的计算锻造操作机钳口夹紧力和夹紧缸能力是评估机器性能的重要指
标之一。
在进行这些计算时,需要考虑多种因素,包括锻造件的尺寸和形状、材料的硬度和强度等。
下面是一些基本的计算方法:
1. 锻造件的尺寸和形状:这个因素对夹紧力和夹紧缸能力的计算影响很大。
通常,锻造件越大、越重,需要的夹紧力和夹紧缸能力就越大。
同时,锻造件的形状也会影响到夹紧力和夹紧缸能力的计算,因为不同形状的件需要不同的夹紧力和夹紧缸能力。
2. 材料的硬度和强度:锻造材料的硬度和强度也是影响夹紧力和夹紧缸能力计算的重要因素。
通常,硬度越大、强度越高的材料需要的夹紧力和夹紧缸能力就越大。
3. 夹紧方式:夹紧方式也会影响到夹紧力和夹紧缸能力的计算。
例如,如果采用的是机械夹紧方式,那么需要考虑机械结构的刚度和强度,以及夹紧面的面积等因素。
在进行夹紧力和夹紧缸能力的计算时,可以采用以下公式:
夹紧力=锻造件重量*加速度
夹紧缸能力=夹紧力/单个夹紧缸的有效面积
其中,加速度取决于锻造机器的设计和实际使用情况,有效面积则是指夹紧缸的有效面积,需要根据具体的夹紧缸结构计算得出。
通过上述计算方法,可以得出锻造操作机钳口夹紧力和夹紧缸能力的需求值,从而选择合适的夹紧设备,确保锻造过程的正常进行。
- 1 -。
造纸烘缸检验与难点分析【摘要】造纸业是富阳市的支柱产业之一,介绍了富阳市烘缸检验的背景,检验的依据,检验工作开展情况,检验的意义以及检验中发现的问题与难点。
【关键词】富阳造纸烘缸检验1 烘缸检验的背景造纸业是富阳市的一个支柱产业,造纸企业约400家,造纸烘缸约4000余台。
椐《杭州日报(2009年9月9日)》报道,截至2008年,富阳造纸业产量达620万吨,销售收入达202.8亿元,利税15.2亿元,直接从业人员3.8万人。
烘缸是造纸行业的主要生产设备,一条纸机生产线由几台甚至五十多台烘缸排列组成。
烘缸与烘缸之间的空间较小,烘缸端盖外有封板,大部分企业将整条纸机生产线封闭起来,一般为连续生产,使烘缸难以及时进行定期检验、检修。
富阳市绝大部分造纸烘缸的材料为铸铁,主要由筒体与两端盖组成。
铸铁材料材质主要是HT200、HT250、HT300,烘缸直径主要有φ1500mm、φ1800mm、φ2500mm、φ3000mm、φ3600mm等。
烘缸设计压力一般为0.3MPa、0.5MPa,工作介质为水蒸汽、冷凝水,为I类压力容器。
2006年之前,富阳市大部分烘缸未经检验、未办理使用登记手续,大部分烘缸无出厂技术资料、无铭牌,烘缸泄漏、爆炸事故时有发生。
2 烘缸检验的依据针对杭州市造纸烘缸普遍存在的问题、结构和材料特点、实际使用工况,根据省、市质量技术监督局对烘缸、染缸等五类特种设备的整治要求,杭州市特种设备检测院根据《压力容器安全技术监察规程》、《压力容器定期检验规则》、《造纸机械用灰铸铁烘缸设计规定》、《灰铸铁件》等规范、标准,制订了《在用造纸机械用铸铁烘缸定期检验方案》,以院文件“杭特检【2006】33号”签发,并报省、市质量技术监督局特监处备案[1-4]。
3 检验工作概述在杭州市质量技术监督局、富阳市质量技术监督局的大力推动和富阳各街道乡镇安全管理部门的大力协助下,2006年7月至9月,杭州市特种设备检测院调动了大量的人力物力,协助安全监察机构对富阳市各街道、乡镇所有的造纸企业进行了全面的摸底普查,同时于2006年7月开始全面的整治检验工作。

第七章设备选型计算1.1 纸机的选择1.1.1本设计选择纸机(2台)1.1.1.1 净纸宽:5280mm1.1.1.2 工作车速:500m/min1.1.1.3 轨距:6.5m1.1.1.4 流浆箱:窄流道敛聚式飘片流浆箱1.1.1.5 长网部:网案长17m1.1.1.6 烘干部:烘缸φ1500,50个(含2个冷缸),烘毯缸7个1.1.1.7 传动:可控硅多电机分部传动,电机总功率为890.0kw1.1.1.8 外形尺寸:83000×13000×11200mm1.1.2 纸机生产能力校核1.1.2.1 纸机实际生产能力计算纸机的实际生产能力可按下式计算:G=0.06UBn qk1k2k3/1000式中:G—纸机生产能力、本设计为175T/DU—纸机车速Bm—抄宽5320mm 纸页定量q=45g/m²k1—纸机每昼夜平均运转时数为22.5h抄造率K2=97% 成品率K3=96%∴U=1000×150/(0.06×5.32×45×22.5×0.96×0.97)=498.4142m/min所以本设计取车速500m/min1.1.3 网案校核对于定型纸机,网案长度一定,要想达某一产纸量,网案能力是否够达到,需进行校核。
K=G/(L.Bn)K-网案单位有效面积产纸量(网案出力)G-纸机每小时实际产量(kg/h)G=Q/(K1K2)Q-成品纸量:6666.6667K1-抄造率97%K2-成品率96%∴G=6666.6667/(0.97×0.96)=7390.1637kg/hBn-网案有效宽度mBn=Bm/(1-∑)=5.32/(1-4%)=5.5417m∑--纸页横向收缩率K=G/(L.Bn)=7390.1637/(17×5.5417)=78kg/m²网案出力主要取决于车速,纸张品种,纸料性质,车速越高网部形成脱水段脱水元件所产生抽吸作用越大,网部脱水效率就越高,网案单位有效面积就大。
2850三叠网多缸造纸机技术说明山东昌华造纸机械有限公司地址:山东省聊城市凤凰工业园邮编:252000电话: 传真:根据用户的基本条件和对产品的质量、产量等总体要求,我们在同类机型设计经验的基础上,通过设计计算确定了该纸机装备工艺流程,并对主要技术参数、基本结构配置及供货内容做详细描述。
纸机装备工艺流程:敞开式流浆箱—三叠网—第一道双毯盲孔大辊压榨①1250/1250mm—第二道双毛毯大辊压榨①1250/1250mm—烘缸①1800mm2只,分组排列为8+8+施胶机+8—四辊压光机一水平圆筒卷纸机。
纸页在压榨为吹风引纸。
1. 一般数据:1 一般数据1.1 技术特征产品品种:抄造定量:2100 〜240g/m净纸宽度:2850mm轨距:4000mm工作车速:180 〜200m/min设计车速:250m/min公称能力:120t/d传动型式:交流变频分部传动装机容量:938kW外形尺寸:64000 mim< 11000m/ 5800m(长x宽x高)浆料配比:100 %废纸浆1.2 设计宽度流浆箱唇口宽度:3150mm网宽: 3250mm卷纸宽度: 2900mm成纸宽度:2850mm1.4 机械设计车速250m/min 1.5 网、毛毯、干网牵引力:长网部成型网压榨部毛毯烘干部干网6kN/m 2.5 3kN/m4.5kN/m1.6 轴承设计使用寿命:各种大型轴承的设计使用寿命80000〜100000个工作小时.1.7 造纸机材料的技术要求:铸造件、不锈钢件、钢板焊接件以及包覆不锈钢件,铸铜、铸铝件。
1.8 造纸机厂房布置形式:单层布置2. 造纸机主要结构简述:2.1 流浆箱3 台2.1.1 开启式流浆箱:方锥管进浆,有机玻璃三级阶梯扩散器, 双匀浆辊, 上唇板可上下调节, 唇口开度及局部微调, 具有前墙溢流装置, 箱内装有喷雾管以保持箱内四壁干净清除泡沫, 不粘附细小纤维等, 方锥管用不锈钢板焊接, 匀浆辊用不锈钢管制作, 与浆料接触处经精细抛光,方锥管、匀浆辊和流浆箱箱体内壁经棉团检查应不挂棉纤维。
纸机压榨部有关压榨辊线压力与油缸压力的计算
张汝明
【期刊名称】《天津造纸》
【年(卷),期】1993(015)002
【摘要】压榨辊的加压与抬辊机构的作用是使压榨压区形成所要求的线压和在必要时使组成压区的一对压榨辊相互脱开,利用液压缸来实现压榨辊的加压抬辊机构是常用的一种型式。
在这种机构中,压区的线压力与油缸的油压构成一个斜截式线性方程,在普通双辊压榨机构中,由于压榨上辊的辊重形成线压具有一个正的截距,当用在下方的辊筒来加压时,还需要更大的压力来首先克服其自重的作用,线在力有一个负的截距。
方程的斜率是由压榨工作面宽度、压榨辊偏心距和油缸直径等因素决定。
【总页数】4页(P26-28,18)
【作者】张汝明
【作者单位】无
【正文语种】中文
【中图分类】TS734
【相关文献】
1.纸机压榨部水分检测和控制的新发展EnviroScanTM压榨后水分检测系统
2.新纸机压榨部采用靴型压榨--LWC改造项目国际新技术消化吸收
3.自动板框过滤机
过滤压力与压榨压力不同时压榨过程分析4.纸机压榨部的振动监测与压榨辊轴承的预知性维护5.纸机普通压榨的压榨辊中高及其计算
因版权原因,仅展示原文概要,查看原文内容请购买。
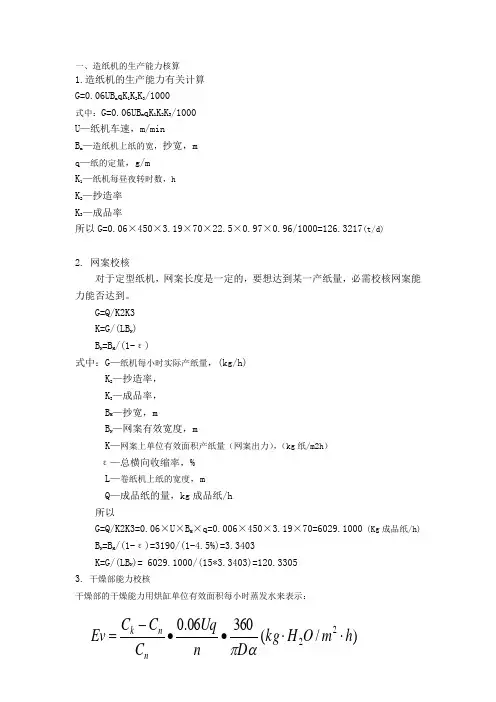
一、造纸机的生产能力核算1.造纸机的生产能力有关计算 G=0.06UB m qK 1K 2K 3/1000式中:G=0.06UB m qK 1K 2K 3/1000U —纸机车速,m/min B m —造纸机上纸的宽,抄宽,m q —纸的定量,g/m K 1—纸机每昼夜转时数,h K 2—抄造率 K 3—成品率所以G=0.06×450×3.19×70×22.5×0.97×0.96/1000=126.3217(t/d)2. 网案校核对于定型纸机,网案长度是一定的,要想达到某一产纸量,必需校核网案能力能否达到。
G=Q/K2K3 K=G/(LB N ) B N =B M /(1-ε)式中:G —纸机每小时实际产纸量,(kg/h)K 2—抄造率, K 3—成品率, B M —抄宽,m B N —网案有效宽度,mK —网案上单位有效面积产纸量(网案出力),(kg 纸/m2h ) ε—总横向收缩率,% L —卷纸机上纸的宽度,m Q —成品纸的量,kg 成品纸/h 所以G=Q/K2K3=0.06×U ×B M ×q=0.006×450×3.19×70=6029.1000 (Kg 成品纸/h) B N =B M /(1-ε)=3190/(1-4.5%)=3.3403K=G/(LB N )= 6029.1000/(15*3.3403)=120.3305 3. 干燥部能力校核干燥部的干燥能力用烘缸单位有效面积每小时蒸发水来表示:)/(36006.022h m O H kg Uq C C Ev n k ⋅⋅∙∙-=式中:C—干燥部出口纸页干度,%k—干燥部入口纸页干度,%CnD—烘缸直径,mα—烘缸包角,q—纸页定量,(g/m2)U—纸机车速,(m/min)n—烘缸个数,本设计D=1.219m,n=18E v=(92-42)×0.06×70×450×360/(42×18×3.14×1.219×235)=50.0278 kg·H20/m2h???纸机的选择本设计选用一台4760mm型叠网纸机.抄宽:4760mm车速:750m/min轨距:5920mm流浆箱:阶梯扩散器流浆箱长网部:网案长15m,聚脂网,悬臂换网脱水元件:案板8组,全部为陶瓷面真空箱:湿真空箱5个,干真空箱6个,全部为陶瓷面;真空伏辊:真空式,锡青铜,表面包胶压榨部:采用倾斜三辊二压区复合压榨干燥部:单排布置烘缸,通气方式为热泵式三段供汽系统本设计选用维美德西安造纸机械有限公司为武汉晨鸣汉阳纸业公司制造了一台年产13万吨的高档印刷纸机。
NBKP:Needle Bleaching Kraft Pulp 针叶木漂白牛皮浆(长纤)。 通常情况下,长纤就像骨架一样负责提供纸张的物理性能。 LBKP:Loaf Bleaching Kraft Pulp 阔叶木漂白牛皮浆(短纤)。 在卫生纸中,短纤提供纸张手感方面的需要。 Broke:损纸,指在抄造过程中由于各种异常情况而产生的浆料再次 成形。 用浆率:指每抄造1吨绝干的原纸时所用的绝干浆的量。一般而言, 文化用纸的用浆率小于1,卫生纸的用浆率大于1。 用浆率=抄造这些原纸所用的浆料/纸机初卷的原纸产量。 基重: 指每平方米面积上纸张质量,单位g/m2。 起皱:为生纸所特有的。定义:使纸面产生弯曲或皱纹的过程 原理:纸与刮刀之间的冲击力使纸爆裂或解键,二维结构变成三维结构,由于起皱率的存在,使得烘缸速度同初卷速存在差异。 起皱率=(烘缸速度-初卷速度)/初卷速度×100% 烘缸基重:纸匹烘缸上单位面积上的纸张的质量,单位g/m2。 初卷基重:纸匹烘缸上单位面积上的纸张的质量,单位g/m2。同样是由于起皱率的存在,使得烘缸基重小于初卷基重。 烘缸基重=初卷基重×(1-起皱率) 幅宽:指纸匹的宽度,单位m。 车速:指烘缸或者初卷棍的运转速度,单位m/min。 产量:指纸机在规定的时间内所生产出来的原纸的质量。 产量(T)=车速(m/min)×时间(min)×幅宽(m)×基重(g/m2) ÷1000000 注意:在计算时,如果车速用烘缸车速,则基重要采用烘缸基重;如果车速用初卷基重,则基重要用初卷基重。 初卷:用初卷辊将从烘缸出来的原纸卷起来成一定直径的纸卷。关键 复卷:初卷下来的纸卷由于幅宽、直径、层数等参数不能够达到客户 的需要,所以在复卷机的作用下将初卷纸卷经过解卷、分切、再卷等 步骤制成符合客户需求的纸卷。关键参数:幅宽、卷径、层数、修边。
造纸铸铁烘缸定期检验摘要:通过分析造纸铸铁烘缸的材料特点、结构形状、和使用工况,明确薄弱部位,结合缺陷特点,采用针对性的检测手段,能够有效地评估烘缸的安全状况,保障烘缸的安全使用。
烘缸是造纸行业最主要的设备之一,作用是烘干湿纸浆。
由于灰铸铁热容大、保温性能好、耐磨性好,因此造纸烘缸普遍采用灰铸铁材料。
灰铸铁在铸造过程中易产生铸造缺陷,内部铸造组织疏松,晶粒较粗,又有大量的片状石墨,属于脆性材料,给检验工作带来一定的困难。
1.烘缸基本工况与应力分析烘缸的结构如图1所示,由烘缸缸体、缸盖、人孔(或检查孔)等组成。
烘缸工作时内部通入水蒸汽进行加热,工作温度165 ℃左右,工作压力0.3~0.6 MPa,由于缸壁较厚,烘缸的自重较大。
烘缸工作时高速旋转,从缸体的受载分析可知,缸壁应力主要由4部分组成:①内压产生的薄膜应力;②缸体转动缸壁离心力引起的薄膜应力;③缸体转动转矩引起的应力;④自重的扭矩应力。
图1 烘缸结构图2.检验前企业的准备工作2.1设备必须停机,用盲板或其他可靠方法隔断蒸汽来源,必须切断与烘缸有关的电源,并设置明显标志,采取有效措施,保证烘缸在检验期间不发生转动。
拆除妨碍检验工作的导布、传动侧缸吸管等物件卸掉排气、排水螺栓,清除烘缸内部冷凝水,拆除蒸汽入口与烘缸的连接面,必要时打开人孔或手孔,清理烘缸内部,并进行通风。
准备好安全照明设备此外,还应遵照《检规》的要求做好准备工作。
对检验员认为有必要清理的部位进行清理3.烘缸定期检验的重点3.1 技术资料的审查审查是否有压力容器质量证明书、竣工图,产品监督检验报告;烘缸本体上是否有相对应的产品铭牌;其设计、制造标准是否符合上文所述的标准及《固容规》;烘缸是否由有资质安装单位安装等等。
缸体和缸盖的材质应符合GB/T 9439-1988 的规定。
a)设计压力为0.3 MPa 时,不低于HT200;b)设计压力为0.5 MPa 时,不低于HT250;c)设计压力为0.8 MPa 时,不低于HT300。
造纸机烘缸表面温度最佳分布和最优控制的报告,800字
本报告将讨论关于造纸机烘缸表面温度最佳分布和最优控制的问题。
烘缸是以热量回收的方式进行纸张处理的一个关键部件,因此控制烘缸表面温度是非常重要的,这可以帮助造纸厂实现更高的生产效率。
由于烘缸表面温度影响着纸张质量,因此确定最佳温度分布和最佳控制方案,对质量控制非常重要。
首先,为了确定烘缸表面温度的最佳分布,我们需要考虑以下几个因素:温度的变化率,表面温度的平均值,温度的整体差异度等。
另外,烘缸温度的变化速率也有很大的影响,必须在烘缸较长的时间内维持。
其次,最佳控制方案的确定也是相当重要的,通常可以通过手动控制、自动控制或者混合控制实现温度控制。
手动控制可以按照预先设定的温度来达到最佳分布效果;而自动控制则能够根据实时温度和实时需求来调整温度;混合控制则是将二者结合使用。
最后,在实施控制方案之前,应该把烘缸的参数收集并进行计算,以期能够根据烘缸的特性决定最佳的温度调节方案。
综上所述,要获取最佳温度分布和最优控制方案,我们需要考虑烘缸参数、温度变化率和控制方案之间的关系,以确定最佳的温度分布和控制方案。
第25卷第4期 2007年8月 轻I枧械
LightIndustryMachinery
Vo1.25 NO.4
Aug.2007
[研究・设计] 计算枫辅助 程在造纸枫
缠设计中 廑厕
张炜,王循明,祝勇仁 (浙江机电职业技术学院机械工程系,浙江杭州 310053)
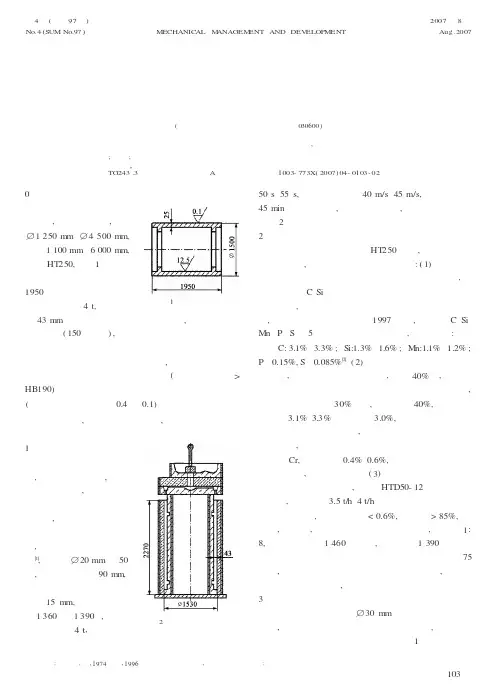
摘 要:介绍了计算机辅助工程(CAE)的作用,结合实例,进行了造纸机烘缸的应力分析设计,同时利用ANSYS的程序 设计技术对烘缸的结构进行了优化,使结构承载特性更趋于合理,为造纸机烘缸的优化设计提供了经验。 关键词:应力分析;有限元;强度;评定 中图分类号:TS734;TP391.7 文献标志码:A 文章编号:1005—2895(2007)04—0016—04
0 引 言 在信息时代的今天,计算机技术应用已经渗透到 机械行业的每一个领域。计算机软、硬件的每一个进步 都极大地影响着机械行业的技术进展,其主要表现为 传统的计算机辅助设计(CAD)已逐步向计算机辅助 工程(CAE)的方向发展[1]。随着计算机能力的不断增 强和分析手段的日益多样化,设计者在结构设计阶段 就可以预见到诸如焊接过程中所产生的残余应力、设 备组装和运输过程中可能会出现的碰撞等问题,并在 设计阶段消除这些问题,分析设计和结构优化设计已 经逐渐为设计者所掌握。现代的机械结构设计正在逐 步摆脱传统观念的束缚,体现真正满足工艺要求的设 计理念,追求实效性、安全性和经济性的和谐统一。 1 国内研究与应用状况 随着我国科学技术现代化水平的提高,计算机辅 助工程技术也在我国蓬勃发展起来。科技界和政府的 主管部门已经认识到计算机辅助工程技术对提高我国 科技水平,增强我国企业的市场竞争能力乃至整个国 家的经济建设都具有重要意义。近年来,NASTRAN, ANSYS,ABAQUS,I—DEAS等大型通用有限元分析 软件已经引进我国,并拥有一批从事CAE技术研究和 应用的科技人员,我国的CAE技术研究开发和推广应 用在许多行业和领域已取得了一定的成绩。但从总体 来看,研究和应用的领域以及分布的行业和地区还很 有限,主要局限于少数具有较强经济实力的大型企业、 部分大学和研究机构。我国机械行业的CAE应用与发 达国家相比水平还比较低。大多数的机械企业对CAE 技术还处于初步的认同阶段,CAE技术在机械中的工 业化应用还有相当的难度。因此进行CAE在机械中的 应用研究工作,以提高机械产品的设计制造水平,分析 在役机械的安全性,从而逐步带动整个行业的发展具 有重要意义。 2应用实例 受某机电设计研究院委托对设计压力为0.8 MPa,外径 3 660 mm,跨距3 600 mm的大型造纸机 烘缸整体应力强度进行有限元分析。评定方法参照 QB/T 2556—2002((造纸机械用铸铁烘缸设计规定》和 JB4732—1995<<钢制压力容器一分析设计标准》,许用应 力按照GB150—1998中有关规定选取。 2.1理论分析与估算 2.1.1设计与结构参数 设计压力:0.8 MPa 设计温度:水蒸气饱和温度151 hC 工作介质:水蒸气 缸体内径:3 530 mm 缸体壁设计厚度:65 mm 主体材料:HT300(缸盖、缸体),E一150 GPa, 一 0.27,lD一7 800 kg/m。, t一300 MPa(拉),637 MPa(压) 结构尺寸:按委托方提供的烘缸总体设计尺寸 3 660×3 150 mm;烘缸总容积约7.0 m ;未加入工 作介质时烘缸总重46 600 kg。 2.1.2理论估算与校核 本烘缸外径大于2 000 mm,设计压力大于0.5 MPa,故缸盖采用对拉简体与两端缸盖连接结构,缸盖