轴承外观缺陷检查标准(附图)
- 格式:docx
- 大小:7.16 MB
- 文档页数:21
前言本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要9本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
滚动轴承钢球1范围本标准规定了钢球的尺寸、技术要求、标志、测量及检验方法、检验规则、包装及贮存。
本标准适用于滚动轴承配套用钢球和商品高碳铬轴承钢钢球。
D一般用于标注球尺寸的直径值。
w3.2 球单一直径 single ball diameter与球实际表面相切的两平行平面间的距离。
Dws3.3 球平均直径 mean ball diameter球的最大与最小单一直径的算术平均值。
Dwm3.4 球直径变动量 variation ball diameterV球的最大与最小单一直径之差。
Dws3.5 表面不平度和形状参数 Surface irregularities and form parameters偏离理想球面的各种偏差,它们沿整个球表面分布并重复出现。
注1:这些偏差起因于:球形误差;波纹度;表面粗糙度。
注2:本标准未规定表面缺陷(及其大小),其定义如下:表面缺陷:是指在加工、贮藏、转运或使用过程中,无意或偶然生成的实际表面的单元体、不规则体或成组的单元体、不规则体。
这类单元体或不规则体与构成表面的粗糙度的那些单注:球等级用字母G和数字不定来识别。
3.10规值ball gaugeS 球批平均直径与球公称直径之间的差量,此量为一已定系列中的一个量。
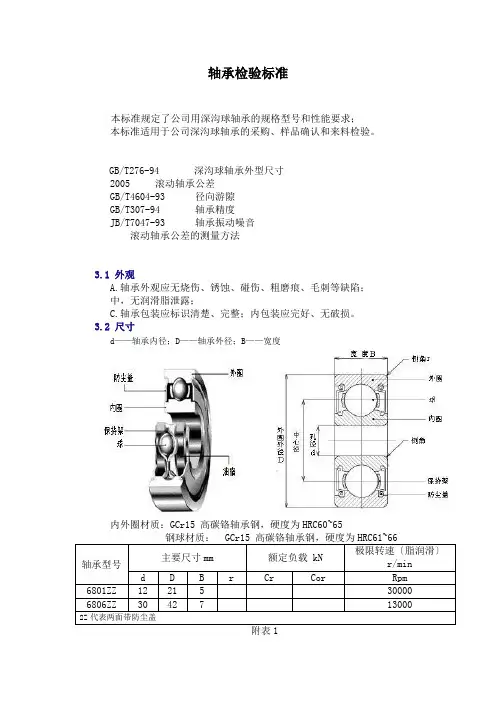
轴承检验标准本标准规定了公司用深沟球轴承的规格型号和性能要求;本标准适用于公司深沟球轴承的采购、样品确认和来料检验。
GB/T276-94 深沟球轴承外型尺寸2005 滚动轴承公差GB/T4604-93 径向游隙GB/T307-94 轴承精度JB/T7047-93 轴承振动噪音滚动轴承公差的测量方法3.1 外观A.轴承外观应无烧伤、锈蚀、碰伤、粗磨痕、毛刺等缺陷;中,无润滑脂泄露;C.轴承包装应标识清楚、完整;内包装应完好、无破损。
3.2 尺寸d——轴承内径;D——轴承外径;B——宽度内外圈材质:GCr15 高碳铬轴承钢,硬度为HRC60~65钢球材质: GCr15 高碳铬轴承钢,硬度为HRC61~66轴承型号主要尺寸mm 额定负载 kN极限转速〔脂润滑〕r/mind D B r Cr Cor Rpm6801ZZ 12 21 5 30000 6806ZZ 30 42 7 13000 2Z代表两面带防尘盖附表13.3 轴承的制造精度轴承的尺寸精度按GB/T307-940级〔普通级〕,公差值如表:单位:mm保持架和防尘盖轴承用金属冲压波形保持架;防尘盖用双面金属防尘盖〔2ZZ型〕轴承的润滑3.5.1 轴承的润滑剂是由生产厂商在出厂前封装,要求工作温度在3.5.2 润滑脂具有很好的黏附性、耐磨性、耐温性、防锈性和润滑性,能够提高高温抗氧化性,延缓老化,能溶解积碳,防止金属磨屑和油污的结聚,提高机械的耐磨、耐压和耐腐蚀性。
.3 注脂量深沟球内径小于15mm以下的型号为20%-25%,内径大于17mm为25%-30%。
〔注:除去保持架、滚子,内圈与外圈之间的空间所占%〕。
3.6 使用寿命轴承正确安装后,电机在常温常压下运行20000小时无故障,在高温环境下80℃~90℃,相对湿度80%,运行200小时后,轴承的润滑脂无泄漏挥发。
振动及噪音需供方提供相关检验报告同时用以下方法判定:手感法:正常轴承的内外座圈与滚动体的间隙为0.005~0.010毫米。
实用文档之"前言"本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要求;——增加了第6章“标志”、第7章“测量及检验方法”、第8章“检验规则”、第9章“包装及贮存”。
——增加了附录C“成品钢球压碎载荷值”。
本标准代替GB/T308—1989《滚动轴承钢球》本标准与GB/T308—1989相比,主要变化如下:——增加了表面不平度和形状参数、波纹度的术语和定义(见3.5和3.5.2);——修改了表面粗糙度的定义,并且压缩了表面粗糙度R a的数值(见3.5.3和表3)——增加了优先采用的球公称直径表中的尺寸规格(见表1);——增加了G24级的公差级别(见5.3、表3、表4);——取消了各公差等级钢球所适用的尺寸范围表(1989年版的表4)——修改了钢球硬度值(1989年版的5.4,本版的5.2、表2);——增加了钢球残磁限值的规定(见5.6、7.5);——增加了钢球裂纹的检查方法(见7.7);——修改了钢球表面粗糙度的测量方法(1989年版的6.2.3,本版的7.3);——修改了检测规则的内容(1989年的第7章,本版的第8章);——将“标志”内容单独作为一章(1989年版的8.1,本版的第6章);——修改了球形误差测量的附录(见附录B);——增加了“成品钢球压碎载荷值”(见附录C)本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
轴承质量鉴定标准与方法主要包括以下几个方面:
1. 外观检查:检查轴承表面是否有明显的划痕、氧化、锈蚀等缺陷,以及是否有变形、变色等问题。
2. 尺寸测量:测量轴承的外径、内径、宽度等尺寸,与标准尺寸进行比对,判断是否符合要求。
3. 转动灵活度检查:手动转动轴承,观察是否转动灵活,是否有卡滞、异响等现象。
4. 噪音检测:使用专业的噪音检测仪器,对轴承进行噪音测试,判断是否存在异常噪音。
5. 润滑状态检查:检查轴承的润滑状态,包括润滑油的清洁度、黏度等指标,以及是否存在润滑不良的情况。
6. 轴承负荷能力测试:通过加载一定的负荷,测试轴承的承载能力,判断是否符合设计要求。
7. 寿命测试:通过模拟实际使用条件,对轴承进行寿命测试,判断其使用寿命是否符合要求。
轴承质量鉴定标准与方法可以根据不同的轴承类型和应用领域进行具体的调整和细化,以确保轴承的质量符合要求。
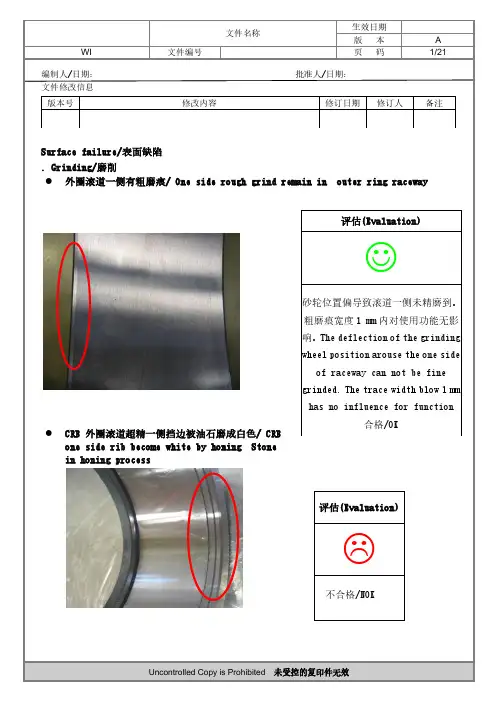
⚫CRB 外圈滚道超精一侧挡边被油石磨成白色one side rib become white by honing Stone in honing process
⚫内倒角磕碰伤/ Insider Corner dent
⚫套圈外径支撑划伤(有深度)/ Trace in the outer side surface(Depth) ⚫滚道中挡边支撑划伤(有深度)/ Scratch in middle rib (Depth)
⚫外圈外径表面有磨削烧伤及裂纹/ Grinding crack and burning in OD surface
⚫外圈外径面生锈/ Rust on the outer surface
⚫内圈滚道表面长划伤/ Long scratch on the raceway
⚫外圈外径表面有深磕伤/ Deep dent on the outer diameter
⚫内圈滚道有磕伤/ CRB Raceway dent
⚫外圈滚道有长划伤/ Long scratch on the raceway ⚫内圈滚道有长划伤/ Long scratch on the raceway
☺
⚫多处测量痕迹(有深度,能感觉) / Too many measuring marks(Depth, can feeling)
☺☺☺
☺⚫外径分段支撑座痕迹Subsection shoe marks on the OD
☺
⚫TRB内圈挡边有圆周划伤/ Circle scratch on the rib side face
⚫内圈滚道超精圆周划伤(有深度,能感觉)/ Circle scratch for honing raceway (Depth, can feeling)。
轴承检验标准轴承是机械设备中常见的零部件,其性能的稳定与否直接关系到整个机械设备的运行效果。
因此,对轴承的质量进行严格的检验是非常必要的。
下面将介绍轴承的检验标准及相关内容。
首先,轴承的外观检验是非常重要的一步。
外观检验主要包括轴承的表面有无裂纹、变形、生锈等情况。
在检验过程中,需要使用肉眼或放大镜仔细观察轴承表面的情况,确保轴承表面没有明显的缺陷。
其次,轴承的尺寸检验也是非常重要的一环。
尺寸检验主要包括外径、内径、宽度等尺寸的测量。
在进行尺寸检验时,需要使用专业的测量工具,如千分尺、游标卡尺等,确保轴承的尺寸符合标准要求。
除了外观和尺寸检验外,轴承的性能检验也是至关重要的一步。
性能检验主要包括轴承的旋转灵活性、噪音情况、温升情况等。
在进行性能检验时,需要通过专业的设备进行测试,确保轴承的性能符合标准要求。
此外,轴承的材料检验也是不可忽视的一环。
材料检验主要包括轴承材料的化学成分、金相组织等情况。
在进行材料检验时,需要使用化学分析仪器、金相显微镜等设备,确保轴承材料的质量符合标准要求。
最后,对于轴承的包装检验也是必不可少的一步。
包装检验主要包括轴承的包装是否完好、标识是否清晰等情况。
在进行包装检验时,需要对轴承的包装进行仔细检查,确保轴承在运输过程中不会受到损坏。
综上所述,轴承的检验标准涉及外观、尺寸、性能、材料、包装等多个方面,每个环节都至关重要。
只有严格按照标准进行检验,才能确保轴承的质量符合要求,从而保障机械设备的正常运行。
希望本文能对轴承的检验工作有所帮助。
轴承座检修标准
轴承座检修标准主要包括以下步骤:
1. 外观检查:轴承座表面应平整光滑,无裂纹、疤痕和气孔,不得有任何变形或凹凸不平的情况。
同时,要检查轴承座的孔洞是否正圆,孔壁是否平整,表面是否存在划痕。
螺纹孔应完整、清晰,螺纹不应损坏或磨损,螺纹孔的深浅应一致。
2. 尺寸检查:应测量轴承座两端中心距离,判断轴承座是否变形以及变形的程度和位置。
同时,要测量轴承座外径,检查外径是否符合规格,是否过大或过小。
此外,还要测量轴承座内径及孔径,判断其精度是否符合标准要求。
3. 表面性质检查:包括硬度检测、金相组织检测、磁粉探伤、染色探伤等方面。
硬度计可用于测量轴承座的硬度,检查硬度是否符合标准。
金相显微镜可用于观察轴承座的金相组织,判断表面的组织结构是否均匀,是否存在裂纹、气孔等缺陷。
4. 清洁:清洁轴承座应分为干清和湿清两个步骤。
首先,使用无灰纸或棉花清理轴承座表面,然后使用清洁剂将轴承座彻底清洗干净。
5. 安装轴承:在安装轴承时,应注意轴承与座的配合度,以及轴承是否顺畅。
6. 润滑:应使用标准的润滑油来润滑轴承座,并注意油的清洁度和更换周期。
通过按照这些标准进行轴承座检修,可以提高机械设备的稳定性和运行效率。
THB轴承外观质量接收标准(企业标准)1 范围本文规定了按GB/T307.1、GB/T307.3、GB/T307.4、JB/T10336制造的一般用途滚动轴承套圈和滚子外观质量要求。
本文适用于轴承外径参见表1的轴承套圈以及该尺寸段轴承装用的Ⅰ、Ⅱ、Ⅲ级滚子的最终检验。
本文不适用于滚针轴承和带冲压套圈的轴承及转盘轴承。
2 引用标准和文件GB/T307.1 滚动轴承向心轴承公差GB/T307.3 滚动轴承通用技术规则GB/T307.4 滚动轴承推力轴承公差JB/T10336 滚动轴承补充技术条件JB/T6639 滚动轴承骨架式橡胶密封圈技术条件3 术语和定义3.1 表面3.1.1 工作表面轴承套圈的滚道、引导滚子和保持架的挡边表面。
滚子外径和与套圈引导挡边接触的滚子端面。
3.1.2 配合表面轴承内圈内孔表面、外圈外圆柱面和端面。
3.1.3 其他表面套圈工作表面和配合表面以外的表面。
滚子工作表面以外的表面。
3.2 表面缺陷3.2.1 裂纹零件表面存在的缝隙(折叠除外)3.2.2 折叠热加工时金属没有熔接起来而形成的表面缝隙,具有裂纹的外观。
3.2.3 夹杂物金属在凝固过程夹杂的异物。
3.2.4 点子表面上不规则的小穴,通常为黑底。
3.2.5 腐蚀因化学侵蚀在表面上造成的带色的孔蚀和弧蚀。
3.2.6 黑皮在磨削工序中未被磨削的部分。
3.2.7 斑渍非孔蚀或弧坑的表面色斑。
3.2.8 拉毛在磨削工序中,因定位支承块摩擦而在圆周方向造成毛刺的环带,是对磨加工表面的明显破坏。
3.2.9 磨伤表面局部被磨产生的缺陷,与正常加工表面明显不同,且都有一定的深度。
3.2.10 磨削烧伤是指由于磨削时的瞬时高温使工件表层局部组织发生变化,并在工件表面的某些部分出现氧化变色的现象。
磨削烧伤会降低材料的耐磨性、耐腐蚀性和疲劳强度,烧伤严重时还会出现裂纹。
3.2.11 彗星痕指在超精和抛光过程中,由于个别较大金刚砂颗粒脱落或搪塞于工作表面的低凹处,随着超精压力及运转形成的彗星状痕迹。
前言本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要求;——增加了第6章“标志”、第7章“测量及检验方法”、第8章“检验规则”、第9章“包装及贮存”。
——增加了附录C“成品钢球压碎载荷值”。
本标准代替GB/T308—1989《滚动轴承钢球》本标准与GB/T308—1989相比,主要变化如下:——增加了表面不平度和形状参数、波纹度的术语和定义(见3.5和3.5.2);的数值(见3.5.3和表3)——修改了表面粗糙度的定义,并且压缩了表面粗糙度Ra——增加了优先采用的球公称直径表中的尺寸规格(见表1);——增加了G24级的公差级别(见5.3、表3、表4);——取消了各公差等级钢球所适用的尺寸范围表(1989年版的表4)——修改了钢球硬度值(1989年版的5.4,本版的5.2、表2);——增加了钢球残磁限值的规定(见5.6、7.5);——增加了钢球裂纹的检查方法(见7.7);——修改了钢球表面粗糙度的测量方法(1989年版的6.2.3,本版的7.3);——修改了检测规则的内容(1989年的第7章,本版的第8章);——将“标志”内容单独作为一章(1989年版的8.1,本版的第6章);——修改了球形误差测量的附录(见附录B);——增加了“成品钢球压碎载荷值”(见附录C)本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
轴承钢的质量要求及其缺陷中国冶金报1、对轴承钢的质量要求。
滚动轴承要在拉伸、压缩、弯形、剪切、交变等复杂应力状态和高应力值之下,高速、长时间地工作。
因此在生产过程中,轴承钢质量控制检验项目多,控制范围又窄,生产工艺严格、复杂,要求有一定的工装设备、检验手段和一定水平的反派人物技术。
为了保证轴承具有良好的性能和高的寿命,对轴承钢的质量要求如下:(1)化学成分:化学成分是轴承钢的最本质的因素。
钢的物理、化学、机械性能和金相组织都是由化学成分决定的,改变了化学成分,就改变了钢的基本性质。
因此,轴承钢的化学成分必须符合标准规定的允许范围。
(2)内部质量:可分为宏观质量和微观质量。
宏观质量:要求轴承钢材内部不允许有白点、缩孔、夹渣、民种金属、裂纹、过烧、皮下气泡等缺陷。
要求轴承钢材的内部偏析、疏松控制在一定范围内。
总之,轴承钢材的内部要致密,不允许有肉眼可见的缺陷割裂钢材的基体。
微观质量:要求轴承钢材内部组织要均匀,纯净度要高。
轴承钢材的内部组织是指碳化物带状、碳化物网状、碳化物液析及退火组织。
碳化物是轴承钢的主要成分之一,是客观存在的,如何使碳化物分布的均匀、分散、细小,是提高轴承钢质量的重要课题之一。
近年来轴承钢主要生产厂家采用了高温扩散处理,控制轧制新工艺和连续退火炉设备等。
即使这样,碳化物的分布仍不能达到理想的程度。
因此,在标准中,规定了它们的允许范围和控制级别。
轴承钢材的纯净度是指非金属夹杂物对钢的沾污程度。
非金属夹杂物是轴承钢基体的民种物质,破坏了基体的连续性,是造成轴承早期疲劳、剥落的主要原因之一。
因此,要求轴承钢中非金属夹杂量越少越好。
为了限制、控制非金属夹杂物在钢中的存在,在标准中,对它们进行了严格的级别控制。
生产厂家除了采用电炉冶炼加电渣重熔外,还采用了电炉冶炼加炉外精炼、真空脱氧、吹氩处理、炉外喷粉处理等工艺,力图使钢中氧含量降低到20ppm以下。
(3)表面质量:轴承零件的成型方法,目前有锻造、车削和冷冲等。
1.范围本规范规定了有关锐边、毛边、倒圆半径、V形裂痕、凹痕和外观清洁度的术语及可接受的标准。
本标准适用于康明斯(COMMINS)所有的成品金属零件和耐用组件。
2.适用文件下列适用文件可从列入CES 10054,标准化组织地址,的相关组织处获得。
a.CES 10054,标准化组织地址b.CES 10056,通用术语汇编3.定义在本标准中使用的术语以及在康明斯(COMMINS)技术标准中作为通用定义使用的术语均被定义在CES 10056,通用术语汇编中。
3.1锐边锐边是由二个面相交形成的边缘。
3.2毛边毛边是在表面的边缘上材料的突出部分,这是由于对材料的搬运、成形、下料和剪切等造成的。
3.3倒圆半径倒圆半径是一种画法引伸。
它规定了与孔或洞相交的进入棱必须采用砂纸、砂布片,砂轮或螺旋滚轮倒圆。
3.4V形裂痕V形裂痕是表面上浅薄的V形凹痕或凹槽,其来自于非正常的加工或操作。
这种裂痕的边缘可能凸出相邻表面。
3.5凹痕凹痕是表面上深的V形凹痕或凹槽,其来自于非正常的加工或操作。
这种凹痕的边缘可能凸出相邻表面。
术语凹痕通常适用于应力集中器的缺陷。
3.6缺陷缺陷具有非正常的不规则性和不连续性,在表面上随机产生。
它包括毛边、V形裂痕、凹痕以及破裂、刮伤、气泡等。
除非另有规定,缺陷的影响不包括在平均粗糙度测量中。
▲3.7外观清洁度在合适光照下对非隐蔽表面进行肉眼检查的外观状态。
4.允限除非在图纸上另有规定,或对特殊类型的成品零件或耐用组件有其它检查标准,下列允限都是适用的。
4.1规定的锐边当在图纸上规定锐边时,允限应是在一条界线上无毛边,在另一条界线上最大倒棱,即为0.005。
(参考图A1:第4页的锐边)4.2规定的倒圆半径(参考图A2:第4页的倒圆半径)4.3毛边去除4.3.1功能表面除非另有规定,使用任何可产生0.005至于0.015英寸倒棱或倒圆的方法,在下列表面上,必须去除所有毛边以及必须倒纯所有锐边。
a.邻接与轴颈表面的轴、销、毂、适配件等的棱边。
轴承外观检查作业指导书2.轴承内外圈打磨须带上护目镜,防止铁屑溅入眼睛。
类别:段修(A2修)系统:走行装置部件:轮对轴承轴承外观检查作业指导书适用车型:22B、25B、25G、25K、25T作业人员:轴承外观检查员4名作业时间:5分钟/套工装工具: 1.保持架检测平台。
作业材料: 1.白手套、白布2.记录本。
参考资料:1. 《铁路客车轮对和滚动轴承轴箱组装及检修规则》铁运〔2013〕191号2. 运装客车电〔2013〕202号文件安全防护及注意事项:注意——轴承零件在外观检查时逐个旋转360°以上,轴承轻拿轻放。
基本技术要求:1.轴承内、外圈工作表面和滚动体表面有深度不超过0.1mm 的少量浅压痕、锈点时,可用油石或200#金相砂纸蘸油打磨[图 8],经处理的轴承零件工作表面及配合面须光滑,有清除压痕、锈点的残留痕迹时,允许继续使用。
2.轴承的非工作表面允许存在锈痕及深度不超过0.3mm 的划痕、擦伤,超过时须消除,在不影响轴承零件的轮廓尺寸时,允许使用。
3.轴承内圈表面有裂纹、剥离、擦伤、麻点、严重锈蚀及过热变色后硬度不足58~62HRC时,需更换新内圈。
4.保持架不得存在毛刺、裂纹、严重锈蚀和变形等缺陷。
作业环境与作业位置:轴承外观检查工位位于轴承间外观检查平台上质检组必查抽检项目:必查:轴承检修记录单抽查:轴承外观检查(10套)第 1 页 共 7 页轴承外观检查作业指导书序号 作业项目 工具及材料作业程序及标准作业图示 1轴承外观检查 白手套、白布、签字笔、记录本 1.1轴承从轮对退卸待检修须使用去脂机清洗。
轴承清洗时,须选用对轴承零件无腐蚀、具有防锈作用的清洗介质。
外圈组件的清洗液温度≤90℃,在溶液中停留时间≤10min ;清洗时须防止零部件磕碰伤,清洗完后进入轴承间。
1.1.1逐套分解轴承,用干净布头擦净轴承上的油滞,对各组件进行外观检测。
分解轴承外圈组件。
将保持架放在检测平台[图 1]上检查,变形时更新。
第 1 页 共 9 页
轴承盖外观缺陷图片展示(A 版)
一、漏加工及加工不良缺陷
漏攻丝。
CN1003#字体凹
沉为合格状态。
CN1003#字体凸出为不合格状态。
消气反面。
第 2 页 共 9 页
漏滑孔。
第 3 页 共 9 页
二、表面碰伤缺陷
第 4 页 共 9 页
三、产品缺料杂质缺陷
圆弧倒角处齿形缺料,用锉刀返
修后其锉角≤C0.3流转,瑞明、渝安不允许返修,其余报废。
键槽内侧及倒角处缺料报废。
圆弧内侧缺料报废。
第 5 页 共 9 页
倒角缺料报废
四、产品裂纹缺陷
第6页共9页
第 7 页 共 9 页
五、其他缺陷
大面裂纹报废。
第 8 页 共 9 页
编制:校对:会签:审定:
第9页共9页。