带式输送机滚筒的加工制作工艺
- 格式:doc
- 大小:21.50 KB
- 文档页数:2
筒体加工流程一、引言筒体是一种常见的工业零件,广泛应用于机械、汽车、航空航天等领域。
筒体的加工流程对于保证产品质量和性能至关重要。
本文将介绍筒体加工的流程及相关注意事项。
二、筒体加工流程1. 材料准备需要准备筒体加工所需的原材料。
通常情况下,筒体材料可以选择钢、铝、铜等金属材料,也可以选择塑料等非金属材料。
根据具体要求选择合适的材料,并进行材料切割或锯割,以便于后续加工步骤的进行。
2. 初加工在材料准备完毕后,需要进行初加工。
首先,对材料进行粗加工,去除材料上的毛刺和粗糙表面。
可以使用砂轮磨削、锉刀修整等工具进行处理,使材料表面更加平整。
粗加工的目的是为了便于后续的精细加工。
3. 加工中心加工接下来,进行加工中心加工。
加工中心是一种自动化加工设备,具有多轴联动、高精度加工等特点。
在加工中心上,可以进行钻孔、铣削、镗孔等多种加工操作。
根据筒体的设计要求,使用合适的刀具和工艺参数进行加工。
加工过程中需要注意刀具的选择和刀具的磨损情况,及时更换刀具以保证加工质量。
4. 成型加工经过加工中心加工后,筒体已经初步成型。
然而,一些特殊形状的筒体可能需要进行进一步的成型加工。
在这一步骤中,可以使用冲压、滚压、拉伸等成型工艺,使筒体达到设计要求的形状和尺寸。
成型加工需要选择合适的成型设备和工艺参数,确保成型过程中的精度和质量。
5. 表面处理筒体的表面处理是为了提高其耐腐蚀性和外观质量。
常见的表面处理方法包括镀锌、喷涂、电泳等。
根据筒体的使用环境和要求,选择合适的表面处理方法进行处理。
表面处理需要注意涂装均匀性、附着力和耐久性等指标,以确保表面处理的效果和使用寿命。
6. 检测和检验经过表面处理后,筒体需要进行检测和检验。
常用的检测方法包括外观检查、尺寸测量、力学性能测试等。
通过检测和检验,可以判断筒体是否达到设计要求,并做出相应的调整和改进。
检测和检验的结果对于保证筒体的质量和性能具有重要意义。
7. 组装和包装对加工完毕的筒体进行组装和包装。
滚筒输送机的设计
1.输送能力:滚筒输送机的设计首先要考虑的是其输送能力。
输送能
力是指单位时间内输送的物料量,通常用吨/小时来表示。
设计者需要根
据实际需要,确定滚筒输送机的输送能力,以满足生产要求。
2.输送速度:输送速度是指物料在输送过程中的平均线速度,通常用
米/秒来表示。
设计者需要根据物料的性质和输送距离等因素,确定滚筒
输送机的输送速度。
过高的输送速度会增加设备的运行负荷,过低的输送
速度则会影响生产效率。
3.材料选择:滚筒输送机的滚筒和皮带等零部件的材料选择也是设计
中的一个重要考虑因素。
滚筒通常采用钢制滚筒或高分子聚合物滚筒,皮
带可选择耐磨性好的橡胶或聚酯纤维等材料。
设计者需要根据物料的性质
和工作环境的要求,选择合适的材料。
4.输送线路和支承结构:滚筒输送机的输送线路和支承结构的设计也
是十分重要的。
输送线路应尽量减少弯曲和高度变化,以减小物料的摩擦
和磨损。
支承结构应具有足够的刚度和稳定性,以确保滚筒输送机的正常
运行。
5.传动方式:滚筒输送机的传动方式可以选择电动滚筒、减速器、链
传动等形式。
设计者需要根据物料的性质和输送距离等因素,选择合适的
传动方式,以确保输送机的可靠性和稳定性。
6.安全保护装置:滚筒输送机的设计还需要考虑安全保护装置的设置。
常见的安全保护装置包括安全防护罩、断电保护装置、过载保护装置等。
设计者需要根据国家相关标准和安全生产要求,设置合理的安全保护装置,以确保操作人员和设备的安全。
带式输送机的方案引言带式输送机是一种常用的物料输送设备,广泛应用于许多行业,如矿山、冶金、建材、化工等。
它以其简单的结构、高效的输送能力和灵活的布置方式而受到广泛赞誉。
本文将介绍带式输送机的方案,包括其工作原理、主要部件以及常见的应用场景。
一、工作原理带式输送机的工作原理是利用带式皮带运输物料。
它主要由驱动装置、滚筒、张紧装置、托辊、支撑装置、中间架等组成。
当驱动装置启动时,皮带开始运行,将物料从一个位置输送到另一个位置。
带式输送机的运行速度可以根据物料输送的需求进行调整,从而实现精确的输送控制。
二、主要部件1. 驱动装置:驱动装置通常采用电机,通过带动皮带的运动来实现物料的输送。
电机的功率和转速决定了输送机的负荷能力和速度。
2. 滚筒:滚筒是带式输送机的核心部件之一,它支撑和传递皮带的运动。
滚筒通常由金属制成,其内部设有轴承,以降低摩擦力并保证带式输送机的正常运行。
3. 张紧装置:张紧装置的作用是保持皮带的张紧度,从而确保皮带的正常运转。
常见的张紧装置包括手动张紧装置和自动张紧装置。
4. 托辊:托辊位于输送机的侧边,用于支撑和引导皮带的运动。
托辊通常由金属或塑料制成,其设计和制造质量对输送机的正常运行起到关键作用。
5. 支撑装置:支撑装置用于支撑输送机的整体结构。
它通常由钢架或钢板构成,提供了稳定和坚固的支撑。
6. 中间架:中间架用于加强输送机的结构,以增加输送机的承载能力。
中间架通常由横梁和立柱构成,可以根据实际需要进行调整和布置。
三、常见应用场景1. 矿山行业:带式输送机在矿山行业中被广泛应用于矿石的运输和卸载。
它可以实现长距离、大量物料的连续输送,提高生产效率。
2. 建材行业:带式输送机在建材行业中主要用于水泥、石灰、砂石等物料的输送。
它可以将原材料从仓库输送到生产线,实现自动化生产。
3. 冶金行业:带式输送机在冶金行业中主要用于矿石的输送和筛选。
它可以将矿石从采矿区输送到选矿厂,提高矿石的利用率。
锥形滚筒制作工艺流程英文回答:The manufacturing process of a cone-shaped drum involves several steps. First, the raw material, usually a metal sheet, is cut into the desired size and shape. This can be done using various cutting techniques such as laser cutting or shearing. Once the metal sheet is cut, it is then formed into a cone shape. This can be achieved through a process called rolling, where the sheet is passed through a series of rollers that gradually shape it into a cone. Another method is to use a hydraulic press to bend the sheet into the desired shape.After the cone shape is formed, the next step is tojoin the edges together. This can be done through welding or using fasteners such as bolts and screws. Welding is a common method used in the manufacturing of cone-shaped drums as it provides a strong and durable joint. The edges of the cone are carefully aligned and welded together usinga welding machine. The weld is then inspected for any defects or imperfections to ensure the quality of the drum.Once the cone is assembled, it is time to add any necessary components or features. This can include handles, lids, or other attachments depending on the intended use of the drum. These components are typically attached using welding or fastening techniques. For example, handles can be welded onto the sides of the drum to provide a convenient way to carry it.After all the components are added, the cone-shaped drum is then cleaned and prepared for finishing. This can involve removing any sharp edges or burrs and applying a protective coating to prevent corrosion. The drum may also undergo additional processes such as painting or powder coating to enhance its appearance and durability.Once the finishing process is complete, the cone-shaped drum is ready for quality control inspection. This involves checking for any defects or inconsistencies in the manufacturing process. The drum is inspected fordimensional accuracy, weld quality, and overall functionality. Any issues are addressed and corrected before the drum is deemed ready for use.中文回答:制作锥形滚筒的工艺流程包括多个步骤。
托辊加工工艺我有一次去工厂仓库,看到好多圆柱形的东西堆在那儿,上面还有一些小零件。
工人师傅告诉我这是托辊,是输送设备里的重要部件呢。
我就好奇,这托辊是怎么加工出来的呀?托辊加工啊,得先从材料准备说起。
这材料就像做饭的食材,得选好。
一般托辊的筒体会用钢管,这钢管得质量好,要是管壁太薄或者有裂缝,那可不行。
就像我们用的吸管,要是质量差,一吸就扁了,托辊要是质量不好,在输送东西的时候就容易坏。
钢管的材质要坚硬又有一定韧性,这样才能承受货物在上面滚动的压力,就像人得有个好身体才能扛得住重物一样。
然后就是加工钢管的尺寸啦。
要把钢管切割成合适的长度,这切割可不能马虎。
要是切得长短不一,就像我们盖房子,柱子长短不一样,房子肯定不稳。
切割的时候得用精度高的切割设备,就像用一把特别锋利又准确的刀,把钢管裁得刚刚好。
接下来就是给托辊安装轴承座和轴啦。
轴承座就像托辊的小鞋子,轴就像它的脚脖子。
轴承座得安装得牢固,要是松松垮垮的,托辊在工作的时候就会晃来晃去,就像人穿着不合脚的鞋子走路,容易摔倒。
安装的时候,得把轴承座准确地焊接或者用其他方式固定在钢管两端,而且要保证轴承座的孔和钢管的中心线是在一条直线上,这就像穿针引线得对准一样,不然轴就装不进去,或者装进去了也转不顺畅。
轴也是有讲究的,轴的粗细要合适,表面要光滑。
要是轴太粗,装不进轴承座,太细呢,在转动的时候就容易磨损。
就像我们的钥匙和锁,得匹配才行。
而且轴在安装前,还得进行一些处理,比如热处理,让它更坚硬耐磨,这就像给轴穿上了一层铠甲,能更好地工作。
在托辊加工好后,还得进行一些检验呢。
看看托辊转起来顺不顺,有没有杂音。
要是有杂音,就像人身体不舒服会发出哼哼声一样,说明托辊可能有问题,得检查是哪里出了故障。
托辊加工工艺虽然看起来不是特别复杂,但每一步都得做好,这样托辊才能在输送设备里好好工作,像一个个小卫士一样,稳稳地托着货物运输,真的是很有趣呢。
每次看到托辊,我就会想起这些加工的过程。
皮带轮的加工工艺流程皮带轮是机械传动装置中常用的零件之一,通常由金属材料制成。
皮带轮的作用是连接动力源和传动装置,将动力从引擎传递到车轮或其他部件上,从而使机械设备正常运转。
对于制造皮带轮来说,加工工艺流程是非常重要的。
在本文中,我们将会介绍皮带轮加工工艺流程,从而有助于读者更好地了解皮带轮的制造过程。
1. 材料准备皮带轮一般使用钢材或铸铁材料制作,这些材料可以提供足够的强度和耐磨性。
在加工前,需要事先将这些材料进行表面处理,包括清洗、抛光、酸洗等工序,以确保表层光滑、无氧化物和杂质。
2. 设计和模具制作在进行皮带轮加工之前,需要按照产品的设计图纸来制作模具。
设计图纸包括皮带轮的几何结构、尺寸、加工工艺等详细要求,模具制作时需要根据这些要求设计制模。
3. 生产工序皮带轮的生产主要包括车削、铣削、钻孔、磨削等多个工序。
其中,车削是主要的加工工艺,既包括外圆车削,也包括内孔车削。
这些工序需要使用专业的机床进行加工。
4. 热处理在完成皮带轮的外形加工后,需要对其进行热处理,以改善其材料性能。
皮带轮的热处理通常包括淬火和回火,这可以增强皮带轮的硬度和强度,使其具有更好的耐磨性和使用寿命。
5. 表面处理为了保护皮带轮表面不易受到腐蚀和氧化,常常需要进行表面处理。
这可以包括喷涂、镀层、电泳和电镀等技术,这些技术可以提高皮带轮的美观度、硬度和耐磨性。
6. 质检和测试在完成皮带轮的生产过程之后,还需要进行质检和测试,以确保产品的性能指标达到要求。
常用的测试方法包括金相分析、硬度测试、拉伸测试等。
综上所述,皮带轮的加工工艺流程包括材料准备、设计和模具制作、生产工序、热处理、表面处理以及质检和测试。
这些环节都是非常关键的,每个环节都需要严格控制,以确保最终产品的质量达到要求。
橡胶传送带生产工艺橡胶传送带是一种用于输送物料的装置,广泛应用于矿山、港口、化工厂等领域。
下面介绍橡胶传送带的生产工艺。
橡胶传送带的生产工艺主要包括胶料混炼、橡胶层制备、增强层制备、带芯制备、整状、硫化和修整等过程。
首先,进行胶料混炼。
胶料是橡胶传送带的主要原材料,包括橡胶、填料、加硫剂、活性剂、促进剂等,将这些原材料按一定比例加入混炼机中进行混炼,使其达到一定的黏度和可塑性。
接下来,进行橡胶层制备。
将混炼好的橡胶胶料通过机械或手工的方式均匀涂敷在带芯上,形成橡胶层。
橡胶层的厚度和质量要根据传送带的使用场合来确定。
然后,进行增强层制备。
增强层是橡胶传送带的主要力学增强部分,常用的增强材料包括纤维、钢丝、尼龙等。
将增强材料通过机械或手工的方式布置在橡胶层上,形成增强层。
带芯制备是橡胶传送带生产工艺的关键步骤。
带芯一般采用多层纺织物或钢丝编织而成,具有一定的强度和弹性,能够支撑和输送物料。
将带芯与橡胶层、增强层粘结在一起,使其成为一个整体。
整状是指调整和修整传送带的尺寸和形状,使其符合规定的要求。
整状包括对传送带的宽度、长度和边缘的修剪、修整等操作。
硫化是橡胶传送带生产工艺中的一道重要工序。
将整状好的传送带送入硫化机中进行硫化,使橡胶在高温和高压的条件下与硫化剂发生反应,形成坚固的橡胶结构,提高传送带的强度和耐用性。
最后,进行修整。
对硫化好的传送带进行检查、修剪、打磨等操作,确保其质量符合要求。
修整后的橡胶传送带经过品质检验,符合标准后可以包装出厂。
总之,橡胶传送带的生产工艺包括胶料混炼、橡胶层制备、增强层制备、带芯制备、整状、硫化和修整等过程,通过这些工艺步骤可以生产出质量可靠、性能优良的橡胶传送带。
带式输送机传动滚筒的受力变形分析及改进带式输送机是一种主要用于物料输送、装载和卸载的机械设备,广泛应用于物流、矿产、化工、冶金、建材等行业。
其中传动滚筒是带式输送机中最重要的部件之一,它承担着所有传递动力和带动输送带的任务。
因此,对传动滚筒的受力变形进行分析和改进,将大大提高带式输送机的传动效率和安全性能。
一、传动滚筒的受力变形分析1.传动滚筒结构及受力特点传动滚筒由壳体、动力头、传动轴、轮辋、轴承等组成,其主要受力情况为承受带式输送机的载荷和传递动力。
根据传统的受力分析方法,将传动滚筒简化为固支两端不受弯曲,直径均匀的杆件,并采用悬链线法进行分析。
实际情况中,传动滚筒的受力分布并不均匀,主要集中在壳体的两端和靠近动力头的位置,而中间部分的受力较小。
因此,对受力分布的不均匀情况需要采用有限元分析等方法进行研究。
2.受力变形分析方法受力变形分析是通过对传动滚筒各部位的受力情况进行计算,分析其在载荷作用下的变形大小和方向,以及对机器性能的影响。
常用的受力变形分析方法包括经验计算法、近似解析法和数值模拟法。
其中,数值模拟法是目前最主流的方法,可以通过有限元分析软件对传动滚筒进行力学分析和数学模拟,得到准确的受力变形结果。
3.受力变形对机器性能的影响传动滚筒的受力变形对带式输送机的运行效率和安全性能产生直接的影响。
传动滚筒的过度变形将导致带式输送机的整体造型变形,使机器失去平衡,从而影响物料运输的均匀性和稳定性;另外,传动滚筒变形还会使得机器的传动效率下降,增加传动系统的能耗,进而增加机器的故障率和维修成本。
二、传动滚筒受力变形的改进方法1.改进滚筒壳体的设计要改进传动滚筒的性能,在设计时要考虑它的受力特点,结合数值模拟分析等方法对传动滚筒进行优化设计。
首先,应该增加滚筒壳体的强度和刚度,通过增加材料厚度、采用耐磨材料等方式增加壳体的承载能力和耐用性;其次,可以设计波形壳体等新型结构,改善受力分布不均匀的问题,提高传动滚筒的承载能力和抗变形能力。
皮带机制造工艺流程
钢架制作:根据生产计划的要求,选择适合的材料加工制作成标准尺寸的钢架。
钢架表面处理:对钢架进行底漆及防腐处理。
轴承加工:按照图纸要求,加工轴承座及油封、轴承套等零件。
皮带铺贴:根据设备要求和技术要求,铺设和连接皮带。
皮带机安装:在设备下井前,应先检查所下井皮带机架及附件是否完好和齐全。
如果有损坏或缺件,应在下井装车前将配件加工好。
皮带机运输:皮带机设备运达作业地点后,由相关队安排人员卸车,按照整部皮带从机头到机尾的顺序依次卸车,并在巷帮摆放整齐。
皮带机安装:安装时,要求输送机机身与巷道支架间应留有一定距离,一侧不小于400mm,另一侧不得小于700mm,且靠近机头和机尾的过道不应小于600mm。
在安装皮带机头架时,应注意校皮带机身架的四角距离及对角线距离,同时应保证机身架无偏斜,保持一个水平面。
皮带伸放:根据巷道的不同情况,采用不同的伸放办法,一般采用安装好机头后,在机头硬架后起吊皮带伸放的办法伸放。
皮带机试运转:皮带机安装完成后,进行试运转,检查是否出现空鼓现象,若听到"空空"的声响,必须设法重新铺贴。
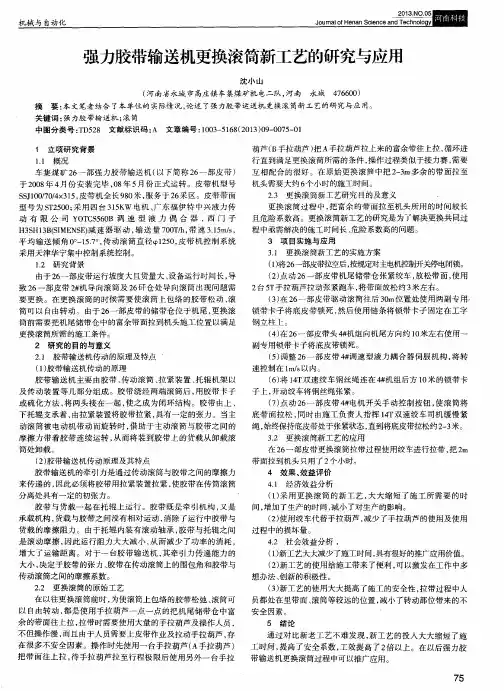
一、概述晓明矿域外项目部黑岱沟煤矿采用斜井提升,主提升机为宁夏天地西北煤矿机械制造有限责任公司生产的DTC120/100/3×500型滚筒驱动带式输送机。
该设备于2014年安装后投入使用。
二、问题的提出2017年5月,主运皮带机机头主滚筒上行右侧的轴承损坏。
皮带运输长度为840m、倾角25°、运输能力1000t/h 。
当时皮带存货约100t ,加上皮带自重,主滚筒受力大,给更换主滚筒轴承造成了极大的难度。
三、施工工艺1.旧轴承的拆除。
拆除电机电缆、传动部上输入输出联轴器的蛇簧,利用起重机将减速器吊起并旋转一定角度,使传动部侧与主滚筒侧半联轴器脱离,并拆除主滚筒轴承座固定螺栓。
为保证更换轴承的必须空间,利用3根2m12号工字钢分别焊接在机头主体上下位置,并在每根工字钢上利用35mm厚铁板分别焊接一组连接耳做固定点,在机头上方的2根工字钢连接耳分别布置两个上下平行的Φ160mm的推移千斤顶。
由于皮带机机头架与主滚筒之间仅有150mm距离,并且推移千斤顶无法直接推主滚筒轴,所以利用35mm厚铁板制作一块推移板,推移板的一端割成圆弧,与主滚筒轴加大接触面积,防止受力时打滑,底部通过销轴与焊接在机头主体下方的工字钢上的连接耳铰接。
在供液管路上增设一件Φ230mm液压立柱进行增压,推力可达116.5吨。
当推移千斤顶工作时,活塞杆伸出作用在推移板上将主滚筒推出20mm且锁牢。
主滚筒推移装置见图3-1,主运皮带头示意图见图3-2。
损坏的轴承内套严重跑套,与滚筒主轴胶合到一起。
利用火焊将损坏的旧轴承内套割下一个缺口,逐个取出滚柱。
轴承杯及轴承外套和内套分离后再利用火焊将轴承内套一点点割掉,仅处理轴承内套就耗时近4小时,可见损坏程度之大。
而后利用角磨机、砂纸等工具对主轴进行打磨抛光处理,最后利用外径千分尺进行校验,发现有影响新轴承装入的高点再逐一处理。
2.新轴承的安装。
主运皮带头主滚筒使用的轴承为24084CA/W33调心滚子轴承,外形尺寸620×420×200重量210kg,这个轴承无法采取热装方式,既利用火焊预热轴承,所以安装难度极大。
传送带制造工艺
传送带制造工艺是一种重要的制造工艺,广泛应用于物流、机械、矿山、制造等领域。
传送带制造工艺包括原材料的选配、橡胶复合、成型、胶合、硫化等多个环节。
首先进行原材料的筛选、称量、研磨等工序,确保原材料的质量。
然后将选配好的原材料经过混合、粉碎、加热、压缩等一系列工艺,制成橡胶复合材料。
接着对橡胶材料进行成型,通常采用挤出成型和压延成型。
成型后的橡胶材料需要进行胶合,即将橡胶带与帆布或钢丝绳等基材胶合在一起。
最后进行硫化处理,将带子放入硫化罐中,在高温高压下进行硫化处理,使其具有一定的强度、耐磨性和耐高温的性能。
传送带制造工艺的不断发展和进步,为生产制造各个领域的生产装置提供了可靠、高效、便捷的物流支持。
同时,传送带制造工艺也需要不断创新和完善,以适应市场的不断变化和客户的不断需求。
带式输送机大扭矩传动滚筒有限元分析
输送机是制造业中一种重要的机械设备,它可以帮助企业提高生产效率、提高工作效率,它是物料的有效运输工具。
在生产过程中,带式输送机大扭矩传动滚筒是起着关键作用的机械设备,其传动机构的设计对于实现输送线高效、可靠地运行有着重要的意义。
本文主要从传动滚筒的有限元分析入手,结合实际需求,研究带式输送机大扭矩传动滚筒的设计。
首先,通过有限元分析,对带式输送机大扭矩传动滚筒的结构进行深入地分析,定义滚筒的形状和尺寸,以及确定滚筒的受力点位置和强度。
其次,有限元分析模型用于模拟带式输送机大扭矩传动滚筒的强度和刚性响应,用于数值模拟滚筒的应力分布,以及模拟不同参数下,传动滚筒的强度及刚度的变化趋势,以此作出传动滚筒最佳的设计模式。
最后,在验证步骤中,对传动滚筒的设计和几何结构进行试验,检验真实数据和有限元分析模拟数据的拟合度,以证明设计的合理性。
带式输送机大扭矩传动滚筒的有限元分析根据实际应用场景和
物料类型分析,进行多场景和多类型的动态分析,主要分析了滚筒的应力分布、刚度、强度等参数,确定出最佳的设计模式,以及最适合的制造材料,为带式输送机大扭矩传动滚筒的设计提供了可靠的数据支撑。
通过有限元分析,可以模拟带式输送机大扭矩传动滚筒的工作状态,确定出滚筒最佳的设计模式,以满足需求;同时,在验证步骤中,
可以通过试验验证设计数据的准确性,以证明设计的合理性,从而保证带式输送机大扭矩传动滚筒的可靠性。
总之,带式输送机大扭矩传动滚筒的有限元分析是设计带式输送机大扭矩传动滚筒的重要工具,它可以根据实际需求,确定出最佳的设计模式,以保证输送线的高效及可靠运行。
带式输送机滚筒的加工制作工艺
[摘要] 带式输送机在运行中胶带经常出现跑偏现象,其中滚筒的制作和安装是导致出现这一情况的因素之一,采用合理的加工制作工艺,使滚筒中心定位好,左右对称,受力均匀,有效解决了胶带跑偏。
[关键词] 带式输送机跑偏滚筒加工制作中心定位
带式输送机的工作原理为靠胶带与滚筒之间的摩擦力而运行。
由此可鉴滚筒在带式输送机的运行中占重要作用,因此合理的滚筒加工制作工艺十分重要。
1 滚筒的分类
滚筒一般分为传动滚筒和改向滚筒两种。
传动滚筒是动力传递的主要部件,有胶面和光面之分,胶面滚筒又分铸胶和包胶。
改向滚筒用于改变输送带的运行方向,或增加输送带与传动滚筒的包角。
2 胶带在滚筒处跑偏的原因
(1)滚筒中心线与胶带中心线不垂直;
(2)滚筒直径不均匀。
在使用过程中针对第一种跑偏原因可采取调整滚筒中心线,使滚筒中心线与输送机中心线一致来解决;针对第二种跑偏原因可经常清理滚筒上的积煤和采用合理的滚筒加工制作工艺来解决。
3滚筒的加工制作
滚筒由筒皮、幅板、轴组成。
传动滚筒有胀套联结和键联结两种形式,改向滚筒采用键联结。
滚筒直径大于320mm的筒皮由不同厚度的钢板经过滚杠压力机滚成近似圆形,用焊条把钢板两头牢固的连接在一起,再用滚杠压力机滚压使筒圈成圆形,撤出筒皮上镗床刀检筒圈内径两端。
下面分胀套联结和键联结两种加工工艺。
胀套联结加工工艺为:幅板为铸件,上车床车外径、倒角,把幅板与筒皮用焊条牢固的连接在一起,做到左右对称,上镗床精车幅板达到尺寸要求,然后上车床用顶尖顶住幅板内径车筒皮到符合尺寸要求,下车床由装配工人把胀套、轴和筒体组装在一起。
键联结加工工艺为:幅板为铸件,上车床粗车后精车达到符合尺寸要求;轴、键分别加工成成品,把幅板用键安装在轴上成为一体,再把成为一体的轴和幅板与筒
皮焊接在一起,做到左右对称,上车床采用一夹一顶的方式车筒皮到符合尺寸要求,滚筒加工制作完成。
4 结论
通过这种加工制作工艺制作出的滚筒筒皮厚度均匀,中心定位好,左右对称,受力均匀,径向跳动小,安装时使滚筒中心线与输送机中心线保持一致,防止胶带跑偏,避免撕带现象的发生,给煤矿安全生产创造了良好的条件,经济效益和社会效益俱佳。
参考文献
[1]梁庚煌,《运输机械手册》,化学工业出版社,1983年。