斜滑块抽芯机构的结构
- 格式:docx
- 大小:413.41 KB
- 文档页数:3
1、塑料添加剂的种类和用途(1)增塑剂改善树脂成型时的流动性和提高塑料柔顺性的添加剂。
(2)稳定剂阻缓塑料变质的物质。
(3)固化剂促使树脂固化、硬化的添加剂。
(4)填充剂又称填料,减少贵重树脂含量,降低成本;同时还起到增强作用,改善塑料性能,扩大使用范围。
(5)着色剂使塑料制品件获得美丽的色泽,美观宜人,提高塑料的使用品质。
2、塑料分类(1)热塑性塑料是指在特定的温度范围内,能反复加热软化和冷却变硬的塑料。
(2)热固性塑料是指受热后成为不熔的物质,再次受热不再具有可塑性且不能再回收利用的塑料。
3、常用塑料(1)热塑性塑料:聚乙烯PE、聚丙烯PP、聚氯乙烯PVC、聚苯乙烯PS、ABS塑料、聚甲基丙烯酸甲酯PMMA、聚酰胺PA、聚碳酸酯PC(2)热固性塑料:酚醛树脂PF、氨基塑料、环氧树脂EP、不饱和聚酯树脂UP(3)发泡塑料4、塑料成型的工艺性能(1)热塑性塑料成型的工艺性能:流动性、收缩率、热稳定性、吸湿性、相容性(2)热固性塑料成型的工艺性能:收缩率、流动性、水分及挥发物含量、硬化速度5、注塑机的分类(1)按注射机注射方向和模具开合方向的分类:卧式注射机、立式注射机、角式注射机(2)按注射机装置分类:螺杆式、柱塞式、螺杆预塑化型(3)按锁模装置分类:直压式、肘拐式6、注射机基本参数和选择(1)最大注射量的校核(2)注射压力的校核(3)锁模力的校核(4)安装部分的尺寸校核(5)开模行程和顶出机构的校核7、热塑性塑料注射成型过程主要包含哪些环节,(1)成型前的准备(2)注射工艺过程:加料、塑化、注射○1充模○2保压○3倒流○4浇口冻结后的冷却○5脱模(3)制品的后处理其主要工艺参数是什么?(1)温度:机筒温度、喷嘴温度、模具温度(2)压力:塑化压力、注射压力(3)时间:完成一次注射成型过程所需的时间称为成型周期充模时间(螺杆前进时间)注射时间保压时间(螺杆停留在前进位置的时间)成型周期冷却时间闭模冷却时间(螺杆后退时间也包括这段时间)其他时间(开模、脱模、涂脱模剂、安装嵌件和合模等)8、热固性塑料注射成型过程基本与热塑性塑料相仿,其主要工艺参数是什么?(1)温度:料温、模具温度(2)压力:注射压力和注射速度、保压压力和保压时间、背压和螺杆转速(3)成型周期(4)其他工艺条件:物料在机筒的存留时间及其注射量、排气、热固性注射物料的典型工艺条件9、压缩成型工艺过程包含哪几个阶段?每阶段包含哪些工作?其艺原理是将松散的固态成型物料直接加入到模具中,通过加压方法使其熔融塑化,然后根据型腔形状进行流动成型,最终经过固化转变成为塑件。
第十一章抽芯机构当制品具有与开模方向不同的内侧孔、外侧孔或侧凹时,除极少数情况可以强制脱模外,一般都必须将成型侧孔或侧凹的零件做成可移动的结构。
在制品脱模前,先将其抽出,然后再从型腔中和型芯上脱出制品。
完成侧向活动型芯抽出和复位的机构就叫侧向抽芯机构。
从广义上讲,它也是实现制品脱模的装置。
这类模具脱出制品的运动有两种情况:一是开模时优先完成侧向抽芯,然后推出制品;二是侧向抽芯分型与制品的推出同时进行。
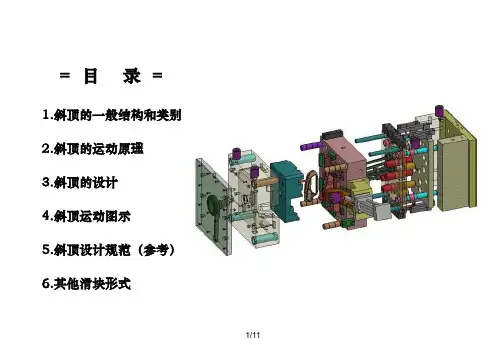
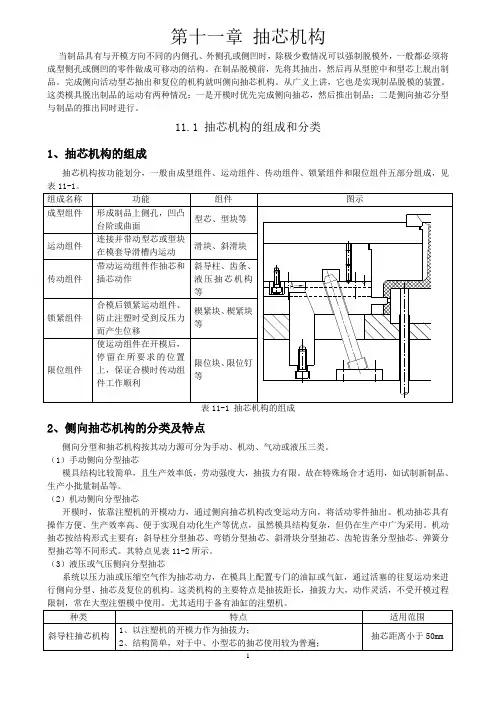
11.1 抽芯机构的组成和分类1、抽芯机构的组成抽芯机构按功能划分,一般由成型组件、运动组件、传动组件、锁紧组件和限位组件五部分组成,见表11-1 抽芯机构的组成2、侧向抽芯机构的分类及特点侧向分型和抽芯机构按其动力源可分为手动、机动、气动或液压三类。
(1)手动侧向分型抽芯模具结构比较简单,且生产效率低,劳动强度大,抽拔力有限。
故在特殊场合才适用,如试制新制品、生产小批量制品等。
(2)机动侧向分型抽芯开模时,依靠注塑机的开模动力,通过侧向抽芯机构改变运动方向,将活动零件抽出。
机动抽芯具有操作方便、生产效率高、便于实现自动化生产等优点,虽然模具结构复杂,但仍在生产中广为采用。
机动抽芯按结构形式主要有:斜导柱分型抽芯、弯销分型抽芯、斜滑块分型抽芯、齿轮齿条分型抽芯、弹簧分型抽芯等不同形式。
其特点见表11-2所示。
(3)液压或气压侧向分型抽芯系统以压力油或压缩空气作为抽芯动力,在模具上配置专门的油缸或气缸,通过活塞的往复运动来进行侧向分型、抽芯及复位的机构。
这类机构的主要特点是抽拔距长,抽拔力大,动作灵活,不受开模过程11.2 抽芯机构的设计要点1、模具抽芯自锁自锁:自由度F≥1,由于摩擦力的存在以及驱动力方向问题,有时无论驱动力如何增大也无法使滑块运动的现象称为抽芯的自锁。
在注塑成型中,对于机动抽芯机构,当抽芯角度处于自锁的摩擦角之内,即使增大驱动力,都不能使之运动,因此,模具设计时必须考虑避免在抽芯方向上发生自锁。
811.5 斜滑块抽芯机构的结构
斜滑块抽心机构是成型塑件侧7L或侧凹的斜滑块,乔模具报山机构的推动下沿斜向导
槽
滑动,从而使塑件在推出的同时进行侧向分型的一种侧向分型机构,该机构结构简单、安全
可靠、制造方便,钽电容冈此应用较广,通用于成型面积较大、侧孔或侧凹较浅的制品。团
8—16所示为斜滑块外侧抽芯机
构。模套5内开有T形槽,斜滑块1
可在槽内滑动,开模推出时,推杆2推
动斜滑块沿导槽移动,同时完成侧抽
芯和推山超件。限位销7的作用是对斜
滑块限位,以防止斜滑块脱出模套。
斜滑块通常均设计在动模一侧,
在开模时为广防止斜滑块被定模带动,
加考虑设首止动装量。图8—17(a)
因无止动装置,制品包紧在定模型芯
上,开模时斜滑块被制品从动模台中
带111并分开,制品则滞留在定模型芯
上无法取下。设置有弹簧止动销5的结
构如图8—17(b)所示,开模时止动
销在弹簧的作用下压紧斜滑块3,使其
不能在动模套内运动。因此,制品被
斜滑块卡住而从定模型芯上松动,继
续并模时,制品滞留在动模内,再出
榷秆1推出滑块完成抽;炼与制品脱模。
除用于外侧凹的抽芯外,斜滑块还常用于内侧凹抽心。图8—18所示的模具用于成型内
侧打凸缘的期料制品。AVX升模时椎杆4推动料滑块2,使其沿着动模板斤的斜孔运动,向
时完
成内侧抽心与制品格出。