棉织物酶氧退煮漂-浴工艺研究
- 格式:pdf
- 大小:260.72 KB
- 文档页数:4
研究报告 —2010年她代Ilj但校禾、第2期
棉织物酶氧退煮漂一浴工艺研究
陈海宏,赵其明
(五邑大学纺织服装系,广东江门 52902O)
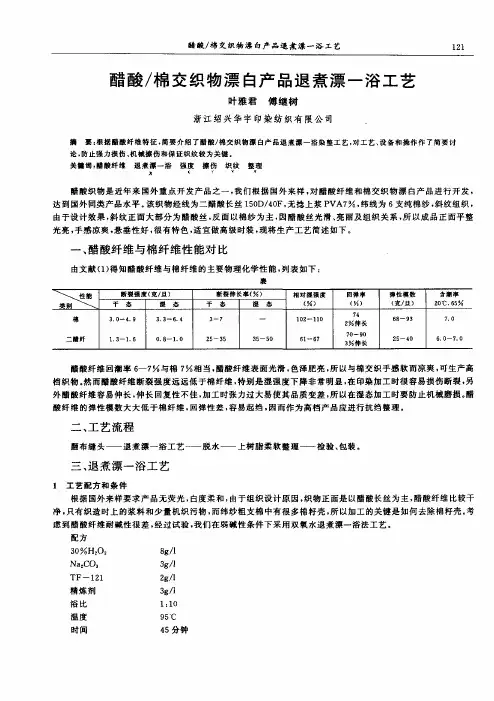
摘要:将净棉酶GX-1用于棉织物酶氧退煮漂一浴法工艺。在通过单因素试验和正交试验获取最优工 艺的基础上,探讨尿素对棉织物前处理效果的影响,同时对比不同前处理工艺对染色效果的影响。试验结果 表明:棉织物酶氧~浴最佳工艺条件为:净棉酶4.5g/L,双氧水12mL/L,温度95 ̄C,处理时问6Omi ,pH值 10 ̄10.5,浴比1:3O;经净棉酶处理后棉织物的白度和毛效优于碱氧退煮漂一浴法工艺,而且织物的强力损 失少;在棉织物酶氧一浴法工艺中添加尿素,有助于提高织物白度、毛效,并能减小强力的损失。 关键词:棉织物;净棉酶;退煮漂一浴法;尿素 中图分类号:TS192.53 文献标识码:A 文章编号:1009--265X(2010)02--n0o5一n4
Study of One Bath Enzynm-Oxidization Processes of Desiztng,Scouring and Bleaching帅(btt0fl Fa c
CHEN Haihong,ZHAO Qimi g (Department of Textile and Clothing,Wuyi University,Jiangmen,Guangdong 529020,China)
Abstract:In the study,enzyme GX一1 was used in the One Bath Enzyme—Oxidization Processes
(()BE()P)of Desizing,Scouring and Bleaching on greige cotton fabrics.Through single— factor and orthogonal tests,the optimum process was obtained.On the basis of that,th ettect oi urea on cotton fabric pre treatment was discussed and the effect of dyeing with
dlft。 nt pretreatment processes was compared.The results indicated that the optimum OBEOP condition was showed as enzyme GX—l of 4.5 g/L,3O H2 02 of 15 g/L, temperature of 95 ̄C,processing time of 40 min,pH value of 10 ̄10.5,bath ratio of 1:30. It 1S found that the whiteness,woolliness and the strength loss with enzyme was superior to those treated wi th traditional sodium silicate process.Adding urea in OBEOP can helD to  ̄mprove the fabric whiteness,woolliness and reduce the strength loss. Key words:cotton fabric;Enzyme GX-1;OBEOP;urea
棉织物前处理工艺有退浆~煮练一漂白三步法、
退煮一漂白两步法及退煮漂一浴法。退煮漂一浴法
前处理工艺可缩短工艺流程,从而节省能源和减少
环境污染。尽管利用烧碱、双氧水和硅酸钠进行的
棉织物碱氧退煮漂一浴法工艺具有较好的前处理效
果,但其对织物的强力损失大,且不利于环保[
为克服这一不足,近年来许多研究人员进行了可替
代传统一浴法工艺的酶氧一浴法研究_3-s一。
在酶氧退煮漂一浴法工艺中,所使用的酶主要
是生物酶与化学产品相结合的复合酶。本文将在探
讨净棉酶用量、双氧水用量、温度和时间等工艺条件
对棉织物酶氧退煮漂一浴法前处理效果影响的基础
收稿日期:2[)()9一o8—07 作者简介:陈海宏(1984一),男,广东普宁人,硕士研究生,主 要研究方向为纺织新工艺新技术。 上,通过正交试验确定最优工艺,同时还将探讨尿素
对前处理效果影响。
1 试验部分
1.1试验材料
14.6tex纯棉平纹坯布(白度为59.0 ,强力为
515.2N),市售。30 过氧化氢,尿素,氢氧化钠,硅
酸钠,碳酸钠,均为分析纯。净棉酶GX一1(百胜化工
有限公司),活性黄HF一3RX,均为工业品,固体。
1.2仪器与设备
电子恒温不锈钢水浴锅,101一O型电热鼓风干
烘箱,JA5003A型电子天平,pHS一25型实验室酸度
计,WSB-V型智能白度测定仪,YG871型毛细效应
测定仪,XH—KG55B染色机,YG026pc一250型电子
强力机,X—rite Color—Eye 7000A测色配色系统。
2010年纪代仞识校禾、第2期
1.3试验工艺
1.3.1酶氧退煮漂一浴法工艺
坯布预处理(90 ̄C,10min)-- ̄酶氧液处理一热水洗
(90 ̄C,1次)一冷水洗(1次)—烘干(105℃,1.5h)。
1.3.2碱氧退煮漂一浴法工艺
坯布预处理(90℃,10min)一碱氧液处理(30
H2(]2为2O L,NaOH为20 L,NazSiOa为3g/L,浴
比为1:20,pH为10.5~11,95℃,60min)一热水洗
(90 ̄C,1次)一冷水洗(1次)—烘干(105℃,1.5h)。
1.3.3染色工艺
织物(经退煮漂)一染色[活性黄肝3RX
(0 ),NaCj 40 L,纯碱lO L,温度60 ̄C,浴比1:5o3
一皂煮(皂片2g/L,95℃,10min,浴比1:10)一水
洗(1次)一烘干(105℃,1.5h)。染色工艺曲线如
图1所示。
织物 加盐 加纯碱
图1染色工艺曲线
1.4性能测试
1.4.1 白度
用WSB-V型智能白度测定仪测定烘干平衡后
的织物,织物叠成8层,各测定3次,取平均值。
1.4.2毛效
将干燥平衡后的布样剪成经向30cm,纬向2cm
的布条,在YG871型毛细效应测定仪上测试,记录
水在30min内沿织物上升的高度,取最低点,测定2
次,取平均值。
1.4.3断裂强力
采用GB/T3923—1997{织物断裂强力和断裂
伸长率》标准,用YG026pc一250型电子强力机测定
棉织物经向的断裂强力,测定5次,取平均值。
1.4.4染色K/S值
使用X—rite Color—Eye 7000A测色配色系统测
试织物的表观色深K/s值。
2结果与讨论
2.1 棉织物酶氧退煮漂一浴法工艺条件的确定
影响棉织物酶氧退煮漂一浴法前处理效果的主
要工艺条件有净棉酶用量、双氧水用量、温度和时间
等。为合理确定正交试验中各因素的水平值,采用
・ 6 ‘ 研究报告
1.3.1 eo的退煮漂一浴法前处理工艺,探讨上述条件对
棉织物白度和毛效的影响,结果如表14表4所示。
2.1.1净棉酶用量对棉织物前处理效果的影响
从表1可知,当净棉酶用量在1~5g/L时,随
着净棉酶用量的增加,织物的白度不断提高;当净棉
酶用量超过4g/L时,织物的白度提高很小。当净
棉酶用量在1~2g/L时,织物的毛效很低;当净棉
酶用量超过3g/L时,织物的毛效均能达到前处理
的要求。综上所述,选取净棉酶用量为4g/L。
表1 净棉酶用量对棉织物前处理效果的影响
净棉酶用量/(g/L) l 2 3 4 5 白度/ 80.0 81.4 82.3 84.1 84.3 毛效/cm 1.2 3.7 12.1 l1.8 12.6
注:3O 双氧水用量为12mL/L,pH为10b10.5,温度为9O℃,漂白 时间60min,浴比为l:30。
2.1.2双氧水用量对棉织物前处理效果的影响
从表2可知,织物的白度随着双氧水用量的增
加而增大,但当双氧水用量超过l5mL/L时,织物
的白度增加很小。当双氧水用量在6~15mL/L
时,织物的毛效不断增大,当双氧水用量为18mL/L
时,毛效反而有所下降。综上所述,选取双氧水的用
量为15mL/L。
表2双氧水用量对棉织物前处理效果的影响
双氧水用量/(mL/L) 6 9 12 l5 18 白度/ 81.5 83.7 84.1 85.2 85.4 毛效/cm 9.1 l0.7 13.3 14.2 13.9
注:净棉酶用量为4g/I ,pH为1O~10.5,温度为9o℃,漂白时间 60min,浴比为1:30。
2.1.3处理温度对棉织物前处理效果的影响
从表3可知,织物的白度随着温度的升高而增
加;当温度超过90℃后,织物的白度增加很小。随
着温度的升高,织物的毛效不断增大;当温度超过
90℃后,继续升温对织物毛效的提高很小。综上所
述,选取温度为9O℃。
表3温度对棉织物前处理效果的影响
处理温度/℃ 6O 7O 8O 90 100 白度/ 76.7 78.9 81.1 84.3 84.6 毛效/cm 3.0 3.5 6.3 13.6 14.4
注:净棉酶用量为4g/I ,30 双氧水用量为15mL/L,pH为1O~ 10.5,漂白时问60min,浴比为1:30。
研究报告 2010年纪代仍识校 第2期
2.1.4处理时间对棉织物前处理效果的影响
从表4可知,织物的白度和毛效随着处理时间
增加而增加。当时间在75min时,织物的白度和毛
效分别为85.7 和14.4cm,已达到相当好的效果;
当时间超过75min后,织物的白度和毛效变化很
小。因此,选取处理时间为75min较适合。
表4处理时间对棉织物前处理效果的影响
注:净棉酶用量为4g/I ,30%双氧水用量为15mL/L,pH为1O~ 10.5,温度为90E,浴比为1:30。 2.1.5棉织物酶氧退煮漂一浴法最优工艺确定
设计L9(4。)正交试验的因素和水平如表5所
示。试验数据和结果分析如表6所示。
表5正交试验的因素和水平
表6试验数据和结果分析
注:s ,sz,s。分别为各因素在同一水平下的平均白度,R 为各因素的平均白度的极差;T ,Ts,Ts分别为各因素在同一水平下的平均毛效,R2 为各因素的平均毛效的极差;X1,X2,X3分别为各因素在同一水平下的平均强力,R。为各因素的平均强力的极差。
由表6可知,对于白度来说,4个因素的极差大
小顺序为:温度>时间>净棉酶用量>双氧水用量,
最优方案为A。B。C。D。;对于毛效来说,4个因素的
极差大小顺序为:温度>净棉酶用量>时间>双氧
水用量,最优方案为A。B。C。D。;对于断裂强力来
说,4个因素的极差大小顺序为:双氧水用量>温度
>净棉酶用量>时间,最优方案为A。B C。D。。在3
个最优方案对应的各因素水平值中,只有双氧水的 用量不统一。由表6可知,随着双氧水用量的增加,
织物的白度和毛效增加很少,但织物强力损失较大。