磁粉检测工艺卡新
- 格式:doc
- 大小:1.96 MB
- 文档页数:12

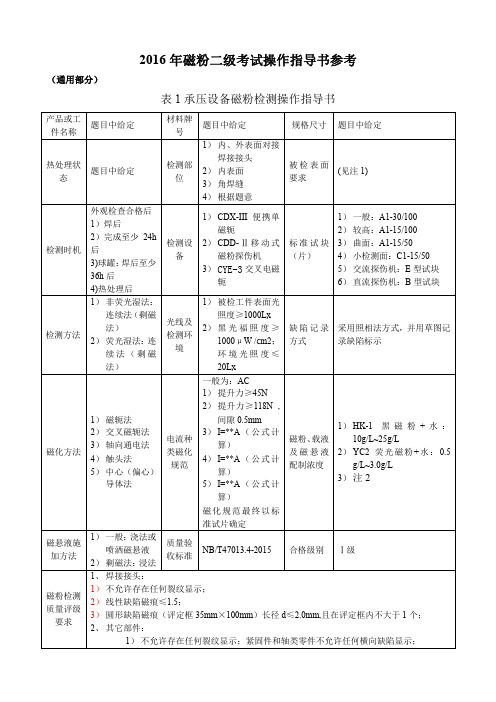
磁粉检测工艺规程1. 0目的及适用范围1.1目的为保证磁粉检测的工作质量,提供准确可靠的检测数据,特制定本规程。
1.2适用范围1.1 本规程适用于铁磁性材料(磁导率≥1)制成的设备及其零部件之表面或近表面缺陷的检测和等级评定;1.2 本规程适用于连续电磁轭式磁粉检测和线圈磁化法的方法和要求。
2.0编制依据2.1本程序依据JB/T4730-2005.4《承压设备无损检测》编制;2.2本程序参照锅炉压力容器无损检测人员资格考核委员会编写的《磁粉检测》编制。
3.0检测设备和材料3.1 本工艺规程选定的设备为:3.1.1交流电磁轭式磁粉检测仪3.1.2线圈磁化法;3.2 为保证磁粉检测结果的可靠,磁粉探伤仪要进行定期校验,必要时可进行随机校验;3.3 磁轭提升力的校验:便携式交流磁轭式磁粉探伤仪(磁轭间距≤200mm),其提升力至少为45N(约4.5kg);3.4 磁粉及磁悬液3.4.1 磁粉应具有高导磁率和低剩磁性质,磁粉之间不应相互吸引,通常有Fe3O4和Fe2O3二种。
本公司采用喷罐式黑油磁悬液和湿式荧光磁粉;3.4.2 磁粉粒度应均匀,湿磁粉的平均粒度为2~10μm,最大粒度应不大于45μm。
本公司采用喷罐式黑油磁悬液、荧光磁粉;3.4.3 磁粉的颜色选定,是以工件表面与磁粉颜色形成有较高的对比度而定。
通常非荧光磁粉的颜色有:黑色、白色和红色几种,非荧光磁粉本公司采用黑色;3.4.4 当出现特殊情况下非荧光磁粉或采用荧光磁粉检测时采取现场自行配制,但必须满足如下要求:a). 湿式非荧光磁粉的配制:是以煤油做分散剂,另加适当的变压器油配制而成。
通常煤油和变压器比例各50%。
其磁悬液的浓度为每升磁悬液施加10~20g磁粉;b). 湿式荧光磁粉的配制:是以煤油做分散剂,另加适当的变压器油配制而成。
通常煤油和变压器比例各50%。
其磁悬液的浓度为每升磁悬液施加1~3g荧光磁粉;c).对配制的磁悬液须进行浓度测试,其方法为:以每100ml磁悬液盛入浓度测定管内,非荧光磁粉沉淀30min后观察磁粉沉淀体积为1.2~2.4ml为合格。

焊缝磁粉检测工艺规程一、适用范围1.1该工艺规程适用于图号A、B、C、D类焊缝(包括热影响区)以及向外宽展至少25mm范围内的表面及近表面缺欠的磁粉检测技术及验收等级。
1.2 本工艺规程适用于非荧光湿磁粉的连续法磁化技术。
检测工艺卡内容是本工艺规程的补充(由II级探伤资格人员按本工艺规程等要求编写),其参数规定的更具体。
二、引用标准和法规本工艺规程按JB/T4730.5-2005和所给图纸技术要求(图号)编写,要求焊缝检验等级为级,其合格级别为级。
其他引用标准如下:GB/T9445—2008 无损检测人员资格鉴定与认证JB/T6061—2007 无损检测焊缝磁粉检测JB/T6063 无损检测磁粉检测用材料JB/T6065 无损检测磁粉检测用试片JB/T5097—2005 无损检测渗透检测和磁粉检测观察条件JB/T8290 无损检测磁粉探伤机三、人员资格3.1焊缝的磁粉检测及最终验收结果的评定由具有中国无损检测学会(执行GB/T9445-2008/ISO9712-2005)相应方法和工业门类的II级资格的磁粉检测资格人员来完成。
焊缝的磁粉检测的评定报告的审核和批准有Ⅲ级(相应方法和工业门类)资格的磁粉检测资格人员来完成。
3.2 从事焊缝的磁粉检测人员,应具有一定的金属材料、热处理和焊接方面基础知识和焊缝磁粉检测经验。
3.3 检测人员未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值1.0),每年应检查一次,不得有色盲。
四、设备、器材、材料和辅助材料磁粉检测设备应符合JB/T8290的规定。
磁粉粒度和性能的其他要求应符合JB/T6063的规定。
至少半年校验一次,在磁轭损伤修复后应重新校验。
当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力。
4.3试片-30/100, C-15/50型标准试片。
磁粉检测时一般应选用A14.4 磁悬液使用中日合资美柯达探伤器材(苏州-上海)有限公司生产的黑水悬浮液(类型:MT—BW)。

磁粉检测作业指导书目录1 目的2 适用范围3引用标准4 检测准备工艺准备检测作业人员检测设备与器材作业条件5 检测实施检测控制流程图作业条件检测准备检测操作焊接对接接头磁粉检测焊接角接及T型接头的磁粉检测管材磁粉检测6 质量检查质量检查要求和方法质量检验标准质量控制点质量记录应注意的质量问题7 职业健康安全和环境管理磁粉检测作业指导书1 目的本作业指导书是为了准确地检出铁磁性材料的表面和近表面的裂纹及其它缺陷,以及对缺陷的大小、性质进行等级评定而编制;为了规范磁粉检测工作,保证磁粉检测的工作质量,特制定本作业指导书;2适用范围本作业指导书包括了铁磁性材料的磁粉检测这些规定被扩大运用于工件表面或近表面裂缝和其他缺陷检测;本作业指导书适用于铁磁性材料制船舶、管道的原材料和焊接接头的磁粉检测;铁磁性材料结构件及其他设备的磁粉检测可参照本工作业指导书进行;本作业指导书与有关标准、规范、施工技术文件有抵触时,应以有关标准、规范、施工技术文件为准;3 引用标准承压设备无损检测标准磁粉检测JB/T 6061-2007无损检测焊缝磁粉检测2008 无损检测人员资格鉴定与认证规范4 检测准备工艺准备4.1.1 检测方案大型检测项目或客户有特殊要求的检测项目应单独编制磁粉检测方案或包含在无损检测方案中;磁粉检测方案由MT-Ⅱ级以上人员编制,无损检测工程师审核,项目技术负责人批准后执行;4.1.2 检测工艺卡检测前应编制磁粉检测工艺卡;检测工艺卡由MT-Ⅱ级人员编制,无损检测工程师审核,现场无损检测技术负责人批准;4.2检测作业人员4.2.1 磁粉检测工作应由规定的NDT人员资格认证的程序认可的人员实施;经考核合格,并取得磁粉检测Ⅰ级或Ⅰ级以上资格证书的检测人员担任;4.2.2 Ⅰ级人员应在Ⅱ级或Ⅲ级人员的指导下进行检测操作和记录;Ⅱ级或Ⅲ级人员有权对检测结果进行评定,签发检测报告;4.2.3 磁粉检测人员未经矫正或经矫正的近距视力和远距视力应不低于小数记录值为;并一年检查一次,不得有色盲;检测设备与器材4.3.1 磁粉探伤机1. 磁粉探伤机应能对试件完成连续磁化,施加磁粉,提供观察条件以及退磁等四道工序;如无必要可不带退磁装置;2. 磁粉探伤机应能适应试件的形状、尺寸、材质、表面状态以满足对缺陷检测的要求,能有效而安全地进行探伤;3. 对接焊接接头磁粉检测一般使用磁轭式或交叉磁轭式磁粉探伤机,角接焊接接头磁粉检测时可使用磁轭式或触头式磁粉探伤机,口径较小的管子对接焊缝也可采用带有磁化线圈的磁粉检测设备,管材或管件磁粉检测应使用磁化电流1000A以上的磁粉探伤机;4. 磁粉检测设备的电流表至少半年校验一次;5. 当使用磁偶轭间距200mm时,每个交流电磁轭至少应有44N提升力;直流电磁轭交叉磁轭至少应有177N的提升力磁极与试件表面间隙为;4.3.2 黑光辐照度及波长当采用荧光磁粉检测时,使用的黑光灯在工件表面的黑光辐照度应大于或等于1000μW/cm2,黑光的波长应为320nm~400nm,中心波长约为365nm;4.3.3 照度计和黑光辐照计照度计用于测量可见光的照度,黑光辐射计用于测量黑光的辐照度;照度计和黑光辐照计应至少每年校验一次;4.3.4 标准试块标准试片与磁场指示器1. A型标准试片a. A型标准试片用来检查探伤装置、磁粉、磁悬液的综合性能,以及连续法中试件表面有效磁场的强度和方向,有效探伤范围,探伤操作是否正确等;这种试片必须经过权威机关检定;b. A型标准试片分高、中、低三种灵敏度,其型号的分数小,则要求能显示磁痕的有效磁场强度越高;此灵敏度不代表实际能检测缺陷的大小;应根据对探伤灵敏度的要求,选用相应的A型标准试片;当需要更有强的有效磁场时,可用标准试片型号的倍数来表示;例如:A-30/100×2表示进行探伤的磁化电流值的2倍;c. 使用A型标准试片时,应将没有人工槽的面置于外侧,并用适当的粘胶纸将试片紧帖在探伤面上,注意粘胶纸不能盖住人工槽对应的部位;A型标准试片中有圆形和十字人工槽,其几何尺寸如图3所示;A型标准试片型号、相对槽深与材料如表1所示;d. 对A型标准试片施加磁粉时应采用连续法;e. A型标准试片的形状、尺寸发生变化后不得继续使用;f. 一般应选用A1-30/100型标准试块.2. C型标准试片:当检测焊接接头坡口等狭小部位,由于尺寸关系,A1型标准试片使用不便时,一般可选用C-15/50型标准试片;型标准试片:为了更准确地推断出被检工件表面的磁化状态,当用3. D型或M1户需要或技术文件有规定时,可选用D型或M型标14.3.5. 磁场指示器图2 磁场指示器a. 图2所示的磁场指示器可方便地粗略测出零件的磁化程度及方向,但不能作为磁场强度及其分布的定量指示器,只能反映被检件表面或局部的磁场强度和方向;必须在被检工件产生足够的磁场,以使指示器能清晰地显示出检验图形;b. 在使用磁场指示器时,应在产生磁场的同时施加磁粉;当指示器铜片表面呈现交叉、清晰的磁痕时,则表明此时具有适当的磁力或磁场强度,如果没有形成清晰的磁痕或没有在所要求的方向形成磁痕,则应改变或调整磁化方向;4. 辅助材料:a. 磁悬液喷壶: 磁悬液喷罐应能雾状均匀地将磁悬液喷洒于被检工件表面,压力不宜过大;b. 手把灯或手电筒: 试件表面应具有检测人员确定的合适灯光,一般灯光的强度不得低于500LX;c. 2-10倍放大镜等4.3.6 磁悬液的配制1. 磁粉: 磁粉磁悬液和反差剂磁粉磁悬液应具有高磁导率、低矫顽力和低剩磁,易于磁化和发现缺陷,并应与被检工件表面颜色有较高的对比度;白色反差增强剂具有较强的对比度;使用的磁悬液、白色反差增强剂均采用喷灌;也可选用磁膏;2. 磁悬液交叉磁轭一般用水磁悬液或油磁悬液,配制水磁悬液时,应加入适当的防锈剂和表面活性剂,必要时添加消泡剂;非荧光磁粉的配制浓度为10-25g/L,沉淀浓度为 mL;荧光磁粉的配制浓度为L,沉淀浓度为 mL;5 检测实施面温度并做好记录;如果采用湿式磁粉探伤,探伤工件的表面温度应不超过550C;在环境温度低于零下10度时,不能进行磁芬探伤;5.2.2 检验的时间1. 通常焊缝的磁粉检测应安排在焊接工序完成后进行;对于有延迟裂纹倾向的材料,磁粉检测因应安排在焊后24小时进行;除另有要求外,对于紧固件和锻件的磁粉检测应安排在最终热处理之后进行;2. 通常应在加工及处理后进行探伤,因表面处理工艺会给缺陷检测带来困难时,则可在表面处理前进行探伤;3. 业主要求变更检验时间时,应按照业主要求进行;5.2.3 工件表面准备:1. 探伤范围应向母材方向扩大30mm,清理的范围必须大于探伤范围;2. 应清除检测范围内的飞溅、焊疤、焊渣、氧化皮、油污等;试件上的油脂或其它附着物必须把它们清除掉,并清理干净;3. 工件表面的不规则状态不得影响检测结果的正确性和完整性,否则,应进行适当的修理;如进行打磨修理,则打磨后的表面粗糙度Ra不得大于μm;4. 处理后的试件表面,可均匀喷涂反差增强剂,反差增强剂涂层厚度不得大于50μm喷涂一层的厚度约为20μm,同一部位不得喷涂三层,喷涂要由探伤人员MT II操作;5.2.4 委托检测要求:被检工件表面质量应由委托单位的质量检查人员检验合格并在检测委托单上签字认可;检测人员操作前应对工件的表面质量进行复核,当表面质量不符合检测要求时,应在委托单上注明原因,退回委托单位进行表面修整,直至符合检测要求;5.2.5 设施与环境1. 容器内作业时,应采取有效通风设施,保证通风良好;2 夜间现场检测或容器内检测操作时,应有足够的照明设施,保证良好的照明条件;3. 非荧光磁粉检测时,通常工件被检表面可见光照度应大于等于1000lx;当现场采用便携式设备检测,由于条件所限无法满足时,可见光照度可以适当降低,但不得低于500lx;4. 荧光磁粉检测时,所用黑光灯在工件表面的辐照度大于或等于1000μW/cm2,黑光波长应在320nm~400nm的范围内,磁痕显示的评定应在暗室或暗处进行,暗室或暗处可见光照度应不大于20lx;检测操作5.3.1 凡须磁粉检验的部位,必须在完工打磨后,经外观检验合格,才能进行探伤操作;探伤操作包括:磁化、施加磁粉、磁痕的观察、记录、退磁等各项操作;5.3.2 探伤的方法磁粉探伤的方法采用湿式连续法;5.3.3 磁化A. 磁场方向应尽量与预计的缺陷方向垂直;B. 磁场方向应尽量与探伤表面垂直;C. 应减少逆磁场;D. 再不允许烧伤探伤面时,应选择不直接对试件通电的磁化方向;E. 各区域至少应分别进行两次检验,第二次检验时,磁力线应与第一次检验时所用的方向尽量垂直;F. 通电时间有关注意事项:使用连续法磁化时,通电时间的确定必须保证磁粉能在通电状态下施加完毕,一般为1-3秒;为保证磁化效果应至少反复磁化两次,停施磁悬液至少1秒后才可停止磁化.G. 采用电磁铁装置在磁间距离为75-150mm时,用交流磁化,提升力应大于44N,直流电磁轭的提升力应大于177N,用磁轭检验的有效探伤范围在磁极两侧各为磁极间距的1/4,磁轭每次移动的覆盖区应不少于25mm;H. 提升力应在工作前、工作后分别测定,并做好记录;5.3.4 施加磁粉1. 在连续法探伤时,应在磁化过程中完成施加磁粉;此时必须注意磁化结束后形成的磁痕不要被流动着的分散剂所破坏;2. 采用湿法时,应确认整个探伤面能被磁悬液良好地润湿后再把磁悬液喷洒在探伤面上,注意不使探伤面上磁悬液的流速过快.3. 使用的磁悬液、白色反差增强剂均采用喷灌;5.3.5 磁痕的观察1. 磁痕的观察必须在磁痕形成后立即进行;2. 必须在能清楚识别磁痕的自然光或灯光下进行观察;3. 正确区分可能出现的几种伪磁痕,必要时应重复检验;伪磁痕形成原因如下:A. 磁写:采用剩磁法时,由于试件相互接触或接触了其它强磁性体时形成漏磁场,由此而形成较为模糊的磁痕;B. 断面突变显示:因试件形状的差别,在试件磁回路截面机突变部位产生漏磁场,形成较为模糊的磁痕;C. 电流显示:通有强电流的电线接触探伤面时,引起局部磁化,使该部位出现较粗而模糊的磁痕;D. 电极显示:采用触头法时,因电极附近电流密度高引起漏磁场所形成的磁痕,这种磁痕大多数呈辐射状;E. 磁极显示:采用磁轭法时,由于接触部位及其附近局部产生的高密度漏磁场形成的磁痕;F. 表面粗糙度显示:由细小的凹凸部分产生的漏磁场形成的磁痕磁粉存留在凹处而产生的磁痕;G. 材料边界显示:因磁导率不同的材质或金属组织的边界产生的漏磁场所形成的磁痕;H. 缺陷磁痕应作好记录,需要时也可用透明清漆将其固定在探伤面上.5.3.6 退磁1. 在下列情况下试件必须进行退磁:A. 当连续进行探伤时,上一次磁化将会给下一次磁化带来不良影响;B. 试件的剩磁会对以后的机械加工产生不良影响;C. 试件的剩磁会对测试装置等产生不良影响;D. 用于摩擦部位或接近于摩擦部位的试件,因磁粉吸附在摩擦部位会增大摩擦损耗;E. 其它必要的场合.2. 退磁磁场强度必须从大于磁化时的电流值或试件的饱和磁场强度开始,使施加的磁场方向交替变换,并逐渐减小到零.退磁后有时需对试件进行剩磁检查.5.3.7 实施探伤时的注意事项:1. 当整个探伤面不能用一次连续的探伤操作完成时,应规定每一次探伤的有效范围,根据需要进行多次探伤操作,此时相邻探伤范围的边缘部分必须有一定的重叠.2. 在检测各个方向上缺陷时,需对试件同意位置至少施加两个以上不同方向的磁场,并使用连续法进行探伤.3. 用剩磁法探伤时,在磁化后观察磁痕前,探伤面不得与其它试件或强磁体接触.4. 对已经发生的磁痕若难以判断其真伪时,应进行退磁;必要时应变更表面状态再进行复验,以确定其真伪.是否伪磁痕可按下列方法鉴定:A.若时磁泻,经退磁后复验,磁痕即消失.B. 因强电流致使磁粉聚集而产生的伪磁痕,可减小电流或采用剩磁法复验, 磁痕即消失.C. 因探伤面粗糙而形成的磁痕,可将探伤面磨光后再进行复验, 磁痕即消失.D. 对出现在磁导率突变部位的磁痕,可由宏观检验、放大镜检验等磁粉探伤以外的检验方法来辨认.所有被认为时伪磁痕的显示应在被检工件表面清理后作进一步检测,如复探仍出现磁痕显示,则表示该磁痕为缺陷磁痕.5.3.8探伤范围及验收标准所有焊缝的检验和评估都要依照国内或国际标准或按业主要求执行.焊接对接接头磁粉检测5.4.1 适用范围: 本节适用于铁磁性材料焊接对接接头及热影响区表面和近表面缺陷的检测;5.4.2 工艺参数1. 磁化方法:通常采用磁轭法或交叉磁轭法;2. 磁化方向:磁轭法纵向磁化;3. 磁化电流类型:一般选用交流,如欲检出近表面缺陷也可选用直流;4. 磁化通电方式:连续法5. 磁化强度磁轭法的磁场强度应根据提升力和灵敏度试片来确定,当提升力符合要求、灵敏度试片显示清晰时,即认为磁场强度是适宜的;5.4.3 系统灵敏度的校验每个班次开始工作前,应进行系统灵敏度的校验;校验时,用透明胶布将标准试片贴在工件被检范围的一端,刻槽的一面朝向工件;用与工件探伤相同的磁化规范进行磁化,当试片人工刻槽磁痕显示清晰时,则认为系统灵敏度合格;5.4.4 检测操作1. 垂直焊缝分段检测时,应在每一段检测过程中按自上而下的方向探伤;2. 使用磁轭法磁化时,应使磁轭与工件接触良好;用连续法进行探伤,即磁悬液必须在通电时间内施加完毕;磁轭的磁极间距应控制在75mm~200mm之间,检测的有效区域为两极连线两侧各50mm的范围内,磁化区域每次应有不少于15mm的重叠;磁化通电时间为1-3秒,间隔1秒;同一部位至少磁化两次;每一被检区进行两次独立的磁化检验,两次磁化检验的磁力线应大致相互垂直;3. 使用交叉磁轭磁化时,四个磁极端面与检测面之间应尽量贴合,最大间隙不应超过;连续拖动检测时,检测速度应尽量均匀,一般不应大于4m/min;4. 施加磁悬液⑴在对工件磁化的同时,用喷壶对工件施加磁悬液;停施磁悬液至少1秒后才能停止磁化;⑵用磁轭检测焊缝时,磁悬液应喷洒在磁轭行走方向的前方;⑶用交叉磁轭检测垂直焊缝时,磁悬液应喷洒在磁轭行走方向的前方;用交叉磁轭检测水平焊缝时,磁悬液应喷洒在交叉磁轭行走方向的前上方;5.4.5 磁痕观察1. 在进行磁化的同时,对形成的磁痕进行观察;2. 非荧光磁粉检测时,磁痕的评定应在可见光下进行,通常工件被检表面可见光照度应大于等于1000lx;当现场采用便携式设备检测,由于条件所限无法满足时,可见光照度可以适当降低,但不得低于500lx;3. 荧光磁粉检测时,所用黑光灯在工件表面的辐照度大于或等于1000μW/cm2,黑光波长应在320nm~400nm的范围内,磁痕显示的评定应在暗室或暗处进行,暗室或暗处可见光照度应不大于20lx;4. 荧光磁粉检测时,检测人员进入暗区至少经过3min的黑暗适应后,才能进行荧光磁粉检测;观察荧光磁粉检测显示时,检测人员不准戴对检测有影响的眼镜;5. 除能确认磁痕是由于工件材料局部磁性不均或操作不当造成的之外,其他磁痕显示均应作为缺陷处理;当辨认细小磁痕时,应用2倍~10倍放大镜进行观察;5.4.6 缺陷的记录:发现磁痕后,应不少于2次反复磁化,当确认为相关显示后,用记号笔在工件上标出,用草图在探伤记录上标注;必要时可采用照相、录相和可剥性塑料薄膜等方式记录;5.4.7 缺陷评定: 除非设计文件另有规定或用户另有要求,缺陷评定应按JB/T 6061-2007无损检测焊缝磁粉检测标准执行;5.4.8 后处理:必要时,应清除检测部位的磁悬液、磁粉;焊接角接及T型接头的磁粉检测5.5.1 适用范围: 本节适用于铁磁性材料焊接的角接接头和T型接头及其热影响区表面和近表面缺陷的检测;5.5.2 工艺参数1. 磁化方法:通常采用磁轭法或触头法;2. 磁化方向:磁轭法纵向磁化或触头法周向磁化;3. 磁化电流类型:一般选用交流,如欲检出近表面缺陷也可选用直流;4. 磁化通电方式:连续法5. 磁化强度⑴磁轭法的磁场强度应根据提升力和灵敏度试片来确定,当提升力符合要求、灵敏度试片显示清晰时,即认为磁场强度是适宜的;⑵触头法的磁化电流值可按下表的规定选用,检测时磁化电流应根据标准试5.5.3 ;校验时,用透明胶布将标准试片贴在工件被检范围的一端,刻槽的一面朝向工件;用与工件探伤相同的磁化规范进行磁化,当试片人工刻槽磁痕显示清晰时,则认为系统灵敏度合格;5.5.4 检测操作1. 磁轭法的磁化操作⑴ 用磁轭法磁化时,应使用带有活动关节的磁轭探伤机;操作时,先将磁轭垂直焊缝放置,调节活动关节使磁轭与工件接触良好;用连续法对纵向缺陷进行检测;⑵ 再将磁轭沿焊缝方向放置,使磁轭与工件接触良好;用连续法对横向缺陷进行检测;⑶ 磁轭的磁极间距应控制在75mm ~200mm 之间,检测的有效区域为两极连线两侧各50mm 的范围内,磁化区域每次应有不少于15mm 的重叠;通电时间为1-3秒,间隔1秒;⑷ 磁轭法检测角接接头和T 型接头的典型磁化方法如下图所示:L 1≥75 mm L 2≥75 mm b 1≤L 1/2 b 2≤L 2-505. 采用触头法时,电极间距应控制在75mm ~200mm 之间;磁场的有效宽度为触头中心线两侧1/4极距,通电时间不应太长,电极与工件之间应保持良好的接触,以免烧伤工件;两次磁化区域间应有不小于10%的磁化重叠区;其典型磁化方法如下图所示:L ≥75 mm b ≤L/26. 施加磁悬液⑴ 在对工件磁化的同时,用喷壶对工件施加磁悬液;停施磁悬液至少1秒后才能停止磁化;⑵ 用磁轭检测焊缝时,磁悬液应喷洒在磁轭行走方向的前方;⑶ 用触头法检测时,磁悬液应喷洒在两触头之间的检测部位;5.5.5 磁痕观察1. 在进行磁化的同时,对形成的磁痕进行观察;2. 非荧光磁粉检测时,磁痕的评定应在可见光下进行,工件表面可见光的照度应大于等于1000lx ;当现场采用便携式设备检测,由于条件所限无法满足时,可见光照度可以适当降低,但不得低于500lx;3. 荧光磁粉检测时,所用黑光灯在工件表面的辐照度大于或等于1000μW/cm 2,黑光波长应在320nm ~400nm 的范围内,磁痕显示的评定应在暗室或暗处进行,暗室或暗处可见光照度应不大于20lx;4. 荧光磁粉检测时,检测人员进入暗区至少经过3min 的黑暗适应后,才能进行荧光磁粉检测;观察荧光磁粉检测显示时,检测人员不准戴对检测有影响的眼镜;5. 除能确认磁痕是由于工件材料局部磁性不均或操作不当造成的之外,其他磁痕显示均应作为缺陷处理;当辨认细小磁痕时,应用2倍~10倍放大镜进行观察;5.5.6 缺陷的记录发现磁痕后,应不少于2次反复磁化,当确认为相关显示后,用记号笔在工件上标出,用草图在探伤记录上标注;必要时可采用照相、录相和可剥性塑料薄膜等方式记录;5.5.7 缺陷评定除非设计文件另有规定或用户另有要求,缺陷评定应按JB/T 6061-2007无损检测焊缝磁粉检测标准执行;5.3.8 后处理:必要时,应清除检测部位的磁悬液、磁粉;管材磁粉检测5.6.1 适用范围: 本节适用于铁磁性材料管材的表面和近表面缺陷检测;5.6.2 工艺参数1. 磁化方法: 轴向通电法2. 磁化方向: 周向磁化;3. 磁化电流类型: 一般选用交流;若要检测近表面缺陷可使用半波整流或全波整流;4. 磁化通电方式: 连续法;5. 磁化电流选择:直流整流电I=12-32D交流 I=8-15D式中:I--电流值A;D--为工件截面上最大尺寸mm;5.6.3 系统灵敏度的校验每个班次开始工作前,应进行系统灵敏度的校验;校验时,用透明胶布将标准试片贴在工件被检范围的一端,刻槽的一面朝向工件;用与工件探伤相同的磁化规范进行磁化,当试片人工刻槽磁痕显示清晰时,则认为系统灵敏度合格;5.6.4 检测操作1. 使管子或管件与电缆接触良好,必要时加铅垫,防止管子或管件烧伤;2. 用连续法进行探伤,即磁悬液必须在通电时间内施加完毕;通电时间为1-3秒,间隔1秒;3. 在对工件磁化的同时,用喷壶对工件施加磁悬液;停施磁悬液至少1秒后才能停止磁化;5.6.5 磁痕观察1. 在进行磁化的同时,对形成的磁痕进行观察;2. 非荧光磁粉检测时,磁痕的评定应在可见光下进行,工件表面可见光的照度应大于等于1000lx;当现场采用便携式设备检测,由于条件所限无法满足时,可见光照度可以适当降低,但不得低于500lx;3. 荧光磁粉检测时,所用黑光灯在工件表面的辐照度大于或等于1000μW/cm2,黑光波长应在320nm~400nm的范围内,磁痕显示的评定应在暗室或暗处进行,暗室或暗处可见光照度应不大于20lx;4. 荧光磁粉检测时,检测人员进入暗区至少经过3min的黑暗适应后,才能进行荧光磁粉检测;观察荧光磁粉检测显示时,检测人员不准戴对检测有影响的眼镜;5. 除能确认磁痕是由于工件材料局部磁性不均或操作不当造成的之外,其他磁痕显示均应作为缺陷处理;当辨认细小磁痕时,应用2倍~10倍放大镜进行观察;5.6.6 缺陷的记录发现磁痕后,应不少于2次反复磁化,当确认为相关显示后,用记号笔在工件上标出,用草图在探伤记录上标注;必要时可采用照相、录相和可剥性塑料薄膜等方式记录;5.6.7 缺陷评定除非设计文件另有规定或用户另有要求,缺陷评定应按JB/T 6061-2007无损检测焊缝磁粉检测标准执行;5.6.8 后处理:必要时,应清除检测部位的磁悬液、磁粉;5.6.9 管材缺陷消除:1. 管子或管件磁粉探伤发现裂纹缺陷后,应及时用角向砂轮进行打磨消除,打磨方向应垂直于裂纹方向;2. 第一次打磨的深度为管子或管件负公差的50%,然后用原探伤工艺参数复探,如不再出现缺陷显示,则认为管件修磨合格;如再次出现缺陷显示,应进行第二次打磨;3. 第二次打磨的深度为管子或管件负公差的30%,然后用原探伤工艺参数复探,如不再出现缺陷显示,则认为管件修磨合格;如再次出现缺陷显示,应进行第三次打磨;4. 第三次打磨的深度为管子或管件负公差的20%,然后用原探伤工艺参数复探,如不再出现缺陷显示,则认为管件修磨合格;如再次出现缺陷显示,则该管件应判为报废;6 质量检查质量检查要求和方法6.1.1 质量检查要求检查系统灵敏度,缺陷评定准确性;6.1.2 质量检查方法1. 复验:当出现下列情况之一时,需要复验:⑴检测结束时,用标准试片验证检测灵敏度不符合要求时;⑵发现检测过程中操作方法有误或技术条件改变时;⑶用户有要求或认为有必要时;2. 检查缺陷记录,必要时进行复验;质量检验标准6.2.1 试片人工刻槽磁痕显示清晰;6.2.2 缺陷定量、定位及质量等级评定准确;6.2.3 磁粉检测报告字迹清晰、数据准确,无涂改现象,签字手续齐全;。

特种设备磁粉检测通用工艺1.总则1.1.适用范围:本规程适用于铁磁性材料制锅炉、压力容器及压力管道的原材料、零部件和焊接接头的表面及近表面缺陷的检测。
1.2.参照标准1.2.1.JB/T4730.4-2005《承压设备无损检测》第4部分:磁粉检测1.2.2.JB/T8290-1998《磁粉探伤机》2.检测人员2.1.从事锅炉、压力容器及压力管道的原材料、零部件和焊缝磁粉检测的人员,应按照《特种设备无损检测人员考核与监督管理规则》的要求取得相应无损检测资格。
2.2.磁粉检测人员的未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值为1.0), 测试方法应符合GB 11533的规定。
并一年检查一次,不得有色盲。
3.仪器设备3.1.磁粉探伤机3.1.1.磁粉探伤机必须满足JB/T8290-1998《磁粉探伤机》的要求。
3.1.2.交流磁轭磁粉探伤仪在其磁轭最大极间距时其提升力应不小于45N。
3.1.3.旋转磁场磁粉探伤仪在其磁轭最大极间距时提升力应不少于118N(磁极与试件表面间隙为0.5mm)。
3.2.磁粉及磁悬液3.2.1.磁粉应具有高磁导率、低矫顽力和低剩磁,并应与被检工件表面颜色有较高的对比度。
磁粉粒度和性能的其他要求应符合JB/T 6063的规定。
3.2.2.湿法应采用水或低粘度油基载体作为分散媒介。
若以水为载体时,应加入适当的防锈剂和表面活性剂,必要时添加消泡剂。
油基载体的运动粘度在38℃时小于或等于3.0 mm2/s,使用温度下小于或等于5.0mm2/s,闪点不低于94℃,且无荧光和无异味。
3.2.3.磁悬液浓度应根据磁粉种类、粒度、施加方法和被检工件表面状态等因素来确定。
一般情况下,磁悬液浓度范围应符合表1的规定。
测定前应对磁悬液进行充分的搅拌。
表1 磁悬液浓度3.3.辅助设备3.3.1.使用磁场强度计,磁场指示器(八角试块)、A 型试片和C 型试片或D 型试片(见图1~图3),磁悬液浓度测定管,照度计/照明灯,黑光灯/黑光辐照计,2-10倍放大镜。
6 磁粉检测工艺所谓磁粉工艺,是指从预处理、磁化工件、施加磁粉或磁悬液,磁痕的观察与记录、缺陷评级、退磁和后处理等的全过程。
只有正确执行磁粉探伤工艺要求,才能保证磁粉探伤的灵敏度,检出应检的缺陷。
影响磁粉探伤灵敏度的因素主要有:磁场大小和方向的选择;磁化方法的选择;磁粉的性能;磁悬液的浓度;设备的性能;工件形状和表面粗糙度;缺陷的性质、形状和埋藏深度;工艺操作;人员水平;观察条件。
磁粉探伤方法的一般选择原则:a连续法和剩磁法都可进行探伤时,优先选择连续法。
b对于湿法和干法,优先选择湿法。
c对于按磁化方法分类的六种探伤方法,选用要根据工件的形状、尺寸、探伤操作的困难程度进行。
磁粉检测的检测方法,一般根据磁粉检测所用的载液或载体不同,分为湿法和干法检测;根据磁化工件和施加磁粉或磁悬液的时机不同,分为连续法和剩磁法检测。
根据不同分类条件,磁粉检测方法的分类为表6-1所示。
表6-1磁粉检测方法分类6.1 预处理预处理:被检工件表面不得有油脂、铁锈、氧化皮或其它粘附磁粉的物质。
表面的不规则状态不得影响检测结果的正确性和完整性,否则应做适当的修理,即预处理。
如打磨,则打磨后被检工件的表面粗糙度Ra≤25μm。
如果被检工件表面残留有涂层,当涂层厚度均匀且不超过0.05mm,不影响检测结果时,经合同各方同意,可以带涂层进行磁粉检测。
此外,预处理还包括:涂敷(反差增强剂)、封堵、装配件的撤解等。
6. 2 磁化、施加磁粉或磁悬液磁化:选择磁化方法,确定磁化规范。
磁化时间为1S ~3S,停施磁悬液至少1S后方可停止磁化;1,为保证磁化效果,至少反复磁化2次(连续法)。
2,分段磁化时,必须注意相邻部位的探伤需有重叠。
3,对于单磁轭磁化和触头法磁化,均只能实现单方向磁化,在同一部位,必须作2次互相垂直的磁化探伤。
4,对于通电法包括触头法,注意烧伤问题。
5,对于交叉磁轭法,四个磁极端面与检测面之间应尽量贴合,最大间隙不应超过1.5MM。
精心整理1磁粉检测通用工艺规程1.1磁粉检测通用工艺规程编制依据磁粉检测通用工艺规程应根据相关法规、安全技术规范、技术标准、有关的技术文件和JB/T4730.4-2005要求,并针对本单位的所有应检产品(或检测对象)的结构特点和检测能力进行编制。
磁粉检测通用工艺规程应涵盖本单位(制造、安装或检验检测单位)产品(或检测对象)的检测范围。
1.2处它是1.31.2.3.4.5.6.7.8.9.10.11.1.4磁粉检测通用工艺规程的编制、审核及批准应符合相关法规、安全技术规范或技术标准的规定。
尽量安排无损检测责任人员编写,充分发挥Ⅲ级或Ⅱ级人员作用,充分发挥无损检测规程在实际检测过程中的作用,保证检测质量。
1.磁粉检测工艺规程的更改当产品设计资料、制造加工工艺规程、技术标准等发生更改,或者发现磁粉检测工艺规程本身有错误或漏洞,或磁粉检测工艺方法的改进等,这都要对磁粉检测工艺规程进行更改。
更改时,需要履行更改签署手续,更改工作最好由原编制和审核人员进行。
2.磁粉检测工艺规程的偏离磁粉检测工艺规程必须经过验证以后方可批准实施,经批准后,检测人员应严格执行工艺规程所规定的各项条款;如因磁粉检测设备仪器的更换,磁粉检测材料或辅助材料的代用等,使磁粉检测的工艺规程产生偏离时,应经验证并报技术负责人批准后方可偏离使用。
3.磁粉检测工艺规程的报废由于磁粉检测工序被取代,或由其它无损检测方法取代,则原磁粉检测工艺规程应予报废。
磁粉检测工艺规程的报废应由编制人员提出报废申请,技术负责人批准即可。
1.5磁粉检测通用工艺规程举例承压设备磁粉检测工艺规程(按JB/T4730.4-2005编制)1主题内容与适用范围200mmA型灵敏度试片用于被检工件表面有效磁场强度和方向、有效检测区以及磁化方法是否正确的测定。
对于压力容器其灵敏度至少应达到A—30/100中档要求。
3.2.2磁场指示器磁场指示器的作用粗略的校验磁场的强度和方向。
磁粉检测工艺卡
TY/JL1908 NO.CF001
工艺卡号 TY/JL1908-1 产品名称 导向杆
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF002
工艺卡号 TY/JL1908-2 产品名称 阀体
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF003
工艺卡号 TY/JL1908-3 产品名称 阀盖
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF004
工艺卡号 TY/JL1908-4 产品名称 栽丝螺栓M24*127
材 质 35CrMo 检测比例 抽样
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF005
工艺卡号 TY/JL1908-5 产品名称 阀杆
材 质 2Cr13 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF006
工艺卡号 TY/JL1908-6 产品名称 油管四通
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF007
工艺卡号 TY/JL1908-7 产品名称 丝扣法兰
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF008
工艺卡号 TY/JL1908-8 产品名称 转换法兰
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF009
工艺卡号 TY/JL1908-9 产品名称 小四通
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF010
工艺卡号 TY/JL1908-10 产品名称 悬挂器
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF011
工艺卡号 TY/JL1908-11 产品名称 双头螺栓 M27*165
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期
磁粉检测工艺卡
TY/JL1908 NO.CF012
工艺卡号 TY/JL1908-12 产品名称 双头螺栓 M36*3*275
材 质 35CrMo 检测比例 100%
表面状态 精加工Ra≤6.3 执行标准 JB/T4730-2005
合格级别 I
检
测
部
位
示
意
图
仪器型号 CDX-Ⅱ
仪器名称 磁粉探伤仪
磁粉种类 黑磁粉 灵敏度试片
A1-30/100
磁化方法 磁轭法 检测时机
精加工
磁悬液浓度 15g/L 磁化方向 纵向磁化
备
注
编制 审核
日期 日期