四工位电动刀架PLC控制系统解析(v17).
- 格式:ppt
- 大小:1.30 MB
- 文档页数:14

目录第一章产品简介 (1)一、产品图片 (1)二、产品概述 (1)三、产品特点 (1)四、技术性能 (2)五、工作任务 (2)六、职业能力 (3)七、系统配置 (3)第二章装置的组成、结构和功能 (4)一、装置组成 (4)二、数控机床控制结构 (4)三、系统、模块功能描述 (5)第三章FANUC 0i Mate-TC系统接口与应用 (11)一、FANUC 0i Mate-TC数控系统面板和操作面板 (11)二、系统菜单 (13)三、系统接口布局 (15)四、参数设置 (19)五、PMC程序介绍 (23)六、数控系统与存储卡的数据交换 (29)七、基本操作 (32)附录数控车床布局说明 (36)第一章产品简介一、产品图片二、产品概述本装置是专门为职业院校、职业教育培训机构研制的数控机床维修技能实训考核设备,根据机电类行业中数控机床维修技术的特点,对数控机床电气控制及机械传动进行研究,针对实训教学活动进行了专门设计,包含了数控系统应用、PLC控制、变频调速控制、传感器检测、伺服驱动控制、低压电气控制、机械传动等技术,强化了学生对数控机床的安装、接线、调试、故障诊断与维修等综合能力,适合机电类相关专业的教学和培训。
本装置由数控车床系统交流伺服模块、变频调速模块、冷却控制模块、刀架控制模块、变压器、网孔板、其它辅助功能模块和十字滑台等组成,通过此设备进行项目训练,能检验学生的团队协作能力,计划组织能力、交流沟通能力、职业素养和安全意识等。
三、产品特点该装置采用一体化设计,由底座、电气柜、铝合金导轨式安装平台组成,电气柜正面装有数控系统和操作面板,数控系统的下方安装有四工位电动刀架、冷却电机、主轴电机及编码器等,背面安装有网孔板,用以安装变频器、伺服驱动器、接触器、继电器、保险丝座、断路器、开关电源、变压器、接线端子排、走线槽等;铝合金导轨式安装平台采用工业型材,上面安装有十字滑台和三色灯。
数控系统模块采用西门子、发那科、华中等厂家的数控系统(用户可选),能满足不同类型机床的实训教学,控制信号均已引至网孔板的接线端子排上。


广数GSK-928TC系统数控车床四方刀架故障诊断方法李洪声,郭铜民(陕西工商职业学院中德机电工程学院,陕西西安710061)摘要:刀架换刀原理由于涉及PLC控制梯形图是数控机床最难诊断的故障之一。
文章根据CNC系统内置PLC与刀架发信盘信号传递硬件接线原理图入手并结合诊断显示功能、分析了广数GSK-928TC数控车床电动刀架换刀工作过程及刀位信息传递和涉及的重要参数,对换刀常见频繁的硬件线路故障,找出解决故障快捷最佳方法,提高维修效率和降低维修成本。
关键词:GSK-928TC系统;电动刀架;发信盘;诊断显示画面数控机床故障诊断方法直接影响设备使用效率及生产率。
GSK-928TC系统数控车床其控制梯形图并不对外显示,通过分析梯形图理解换刀原理也较困难。
文章根据CNC与刀架电气系统接线硬件原理图,分析了广数GSK-928TC数控车床电动刀架换刀工艺过程,并通过GSK-928TC数控系统提供的诊断功能确定换刀输入输出开关量的实时状态,为硬件换刀控制硬件线路故障诊断分析及主要刀架电气元件发信盘的故障诊断提出了高效直观有效的诊断方法。
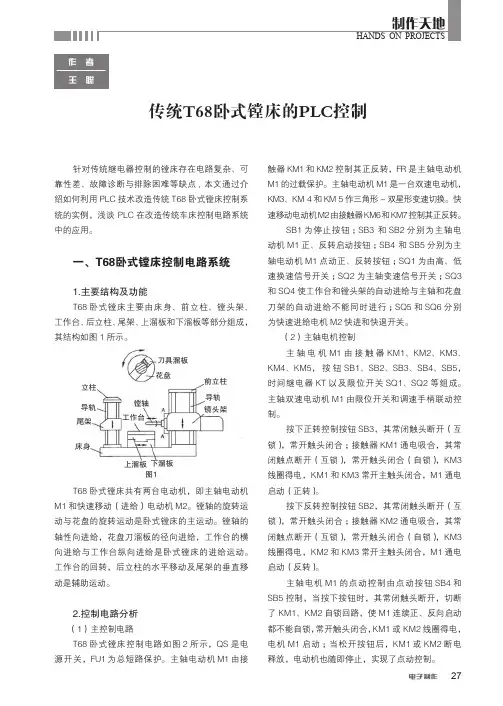
1GSK-928TC数控车床刀架接口功能及刀架反转时间控制参数(1)刀架接口。
掌握刀架换刀系统与外围信息传递关系对故障诊断分析非常重要。
CNC内置PLC 起中间桥梁作用,在外围设备和CNC系统之间进行信息传递,它接收机床操作面板按键信号及刀架到位信号,输出刀架正反转控制信号TZL/TFL。
机床操作面板中手动换刀按键信号通过X6接口送至PLC;刀架发信盘刀具到位信号(T1、T2、T3、T4)通过X4刀架接口传至PLC;PLC在收到手动换刀信号及编程换刀指令时,输出刀架正反转控制信号TZL/TFL。
机床数控系统CNC内置PLC控制刀架X4接口输出信号TZL/TFL分别接入刀架正反转控制线路直流继电器线圈。
刀架正反转时CNC侧相应的ULN2803导通,驱动相应的微型直流继电器线圈带电,从而相应的主电路交流接触器吸合、电机旋转带动刀架正反转。