工装定位
- 格式:docx
- 大小:14.11 KB
- 文档页数:1
版本Version:A/0 页码Page1 of 2生效日期Effective Date:硅脂涂覆及丝网定位工装使用工艺规范1.目的本规范用于指导硅脂涂覆的操作规程,以保证硅脂涂层的厚度;规范丝网定位工装的存储条件、清洁期限及使用要求。
2.范围适用丝网涂覆硅脂的作业,适用所有的丝网及涂覆硅脂定位工装。
3.技术要求3.1硅脂涂覆工序3.1.1. 检查散热器表面,无尘布擦拭灰尘,检查毛刺,若有退回库房;3.1.2. 放置丝网工装,丝网上的孔与散热器上的孔匹配定位;3.1.3. 涂抹硅脂方法:在涂覆时推荐采用丝网印刷。
推荐采用60-100目的尼龙丝网。
刮刀采用硬橡胶材料,硬度70度左右。
刮刀与涂覆表面呈45度左右刮涂硅脂。
涂覆厚度一般80-120μm即可。
硅脂涂层厚度可用不锈钢梳规进行测量。
3.2硅脂存储3.2.1.最长保存期12个月,开封后的保存期一般为3个月,无特殊说明时,存储条件一般是指:温度25±5℃,湿度45%~75%;无凝露、盐雾、油雾等潮湿物质;无腐蚀性有害气体,如:硫化氢、硫酸、硝酸、盐酸、氨等;无臭氧、紫外线、放射性辐射,即公司的有空调环境的仓储条件。
3.2.2.每次取出用量以半天为宜,不要多取,以免剩余的硅脂放在外面受潮,影响硅脂的绝缘性。
在取用的过程中要避免水滴、灰尘等杂质落入,取用完成后应立即盖紧密封。
版本Version:A/0 页码Page2 of 2生效日期Effective Date:3.3 丝网使用及存贮3.3.1. 丝网在每天使用完毕以后,需用软毛刮刀将丝网上的残留硅脂刮干净,尽量在网孔处没有残留硅脂。
定位工装每天使用完毕以后,用毛巾将底面残留硅脂擦掉即可;3.3.2. 每隔一周用喷枪清洁丝网一次,清洁时请从上到下,从左到右来回清洁,喷枪距离丝网不要太近,保持约5cm的高度进行清洁,要将网孔中的残留硅脂清洁干净,再用干无尘布将丝网擦干,放置于工装放置柜里面。

工装设计中的一些技巧因地制宜是在企业从事技术工作的立足点。
在长期的工厂实践中,接触到不少仪器仪表零件,并设计了大量工装,其中有一些是在车间现场完成设计工作的,多年来在小型工装的设计和制造上积累了一些技巧,以供大家参考。
标签:工装;工装设计;设计技巧1 工装图纸上形位公差的标注由于专用工装是单件生产,其图纸上标注形位公差,必须要和大批量生产方式相区别。
而某些检测方法要考虑受到工装单件生产方式的限制。
当形位公差检测项目需设计专用的检测工具时,将是不经济的。
另外形位公差的14个项目以及相关公差带、延伸公差带,目前某些部分受到检测技术和设备条件的限制。
考虑到上述问题,本人认为下列内容应尽量避免在图纸上标注:(1)圆度、圆柱度、线轮廓度、面轮廓度。
因检测时要用到专用的设备。
(2)位置度。
当用在控制孔组的相互位置误差时,要用到综合量规。
(3)最大实体原则和延伸公差带。
2 工装零件的加工、选材及热处理如图1所示钻模本体零件,内腔要求淬硬至HRC55以上,另外需在图示位置作钻套孔。
为提高钻具整体刚度,避免热处理后的精加工,在把毛坯整体淬火后进行线切割成型。
考虑到淬火后硬度高,钻套孔也可由线切割割出。
把原来的分体式结构改成了整体式。
在小型工装中类似工件很多,这和一些常规加工方法相比,用线切割总体上不会增加成本,而且工件成形效率大大提高。
另外,工装中一些定位、导向元件,考虑到工厂热处理工艺的可行性及单件生产的特点应少选用低碳钢渗碳淬火(一般厂家要发外加工),而多取常用材料,如工具钢T8A、T10A等。
同样考虑到单件生产,尽量少采用铸件,而采用拼装件,稍大的箱体类工装件可采用焊接件等。
这样可缩短制造周期,节约成本。
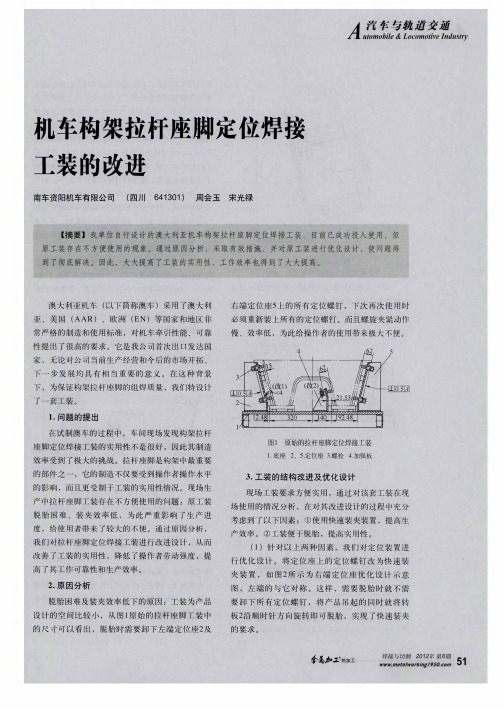
3 用活动模块解决零件多基准问题如图2所示折边零件,尺寸A、B分别从二个基准标出,设计的钻模要求保证各孔位置。
则工件按尺寸B定位后,可再增加一活动模块从左边定位(靠住折边内档如图3),再分别对工件和活动钻模板压紧。
准确定位冲内六方工装作者:张海燕来源:《科技风》2017年第05期摘要:老式冲方方法落后,冲出的内六方无论是尺寸精度还是位置精度均无法保证,无法满足使用要求,且外观丑陋。
本文设计的工装,采取固定冲头对中定位方法,有效解决了老式冲内六方存在的问题,大大提高了操作安全性、加工准确性及效率。
关键词:内六方;工装;螺塞;设计在车间,经常能见到工人加工大批量的螺塞,属于小件批量加工。
这些螺塞均需进行内六方冲孔工序。
该螺塞加工方法及主要分三步:1)车成螺塞外形各尺寸。
2)对螺纹部位进行螺纹加工。
3)在螺塞上平面冲内六方。
1 旧的冲内六方工艺及方法简要分析最初,工人加工内六方采用的是定点冲孔法,即在图一中6mm尺寸最上平面的中心用样冲敲出一个定位点,再按照图纸尺寸要求钻底孔,然后徒手操作,将螺塞置于平面处,用与螺塞内六方尺寸相同大小的六方冲头和所钻底孔比对,将冲头中心与螺塞底孔相重合。
由于手扶冲头无法固定,不能准确定位,故这种操作方法有以下三点弊端:1)操作安全系数低,极易伤到手,造成工伤事故。
2)冲方深度不易掌控,无法一次完冲方,加工效率极低。
3)冲出的内六方无论是尺寸精度还是位置精度均无法保证,且外观不达标。
为改变这一现状,本文设计了如下冲内六方工装。
在提高螺塞上内六方尺寸精度和位置精度的同时,大大提高操作效率及加工安全性。
2 冲内六方工装设计本次工装设计主要解决的是旧工艺的六方冲头导向和螺塞导向无法固定和六方冲头卡在螺塞中无取出装置这两个主要问题。
主要分为以下四部分。
2.1 被加工件螺塞定位导向装置——螺塞杆这个装置的主要用途是固定被加工件螺塞。
装置的一端设计有与螺塞相配合的深13mm的内螺纹孔,将螺塞带螺纹部位拧至螺塞杆上内螺纹孔中即可完成被加工件的固定。
螺塞杆总厂160mm,另一端为长60mm的手持部位,设计有滚花,易取,防滑,方便掌控。
2.2 冲头定位导向装置——六方冲头定位导向套这个装置主要用途是固定六方冲头的导向,防止六方冲头在敲击过程中导向发生偏斜。

工装方案设计工装方案设计是指针对特定的工作场所和工作需求,设计出相应的工装方案,包括工作服、工作鞋、护具等一系列的工作装备。
一个好的工装方案设计不仅可以提高工作效率,还可以保障员工的安全和舒适度。
以下是一个关于工装方案设计的讨论。
一、工作环境和工作需求分析在进行工装方案设计之前,首先需要对工作环境和工作需求进行仔细分析。
不同行业和工种对于工装的要求不同,比如在建筑行业,工作环境复杂多样,工装需要具备防护、耐磨、耐酸碱等特性;而在医疗行业,工作环境相对较为清洁,工装需具备舒适透气、易清洗等特点。
通过分析工作环境和工作需求,可以确定出工装方案设计的基本要求。
二、材料选择与设计方案制定根据工作环境和工作需求的分析结果,可以开始进行材料选择与设计方案的制定。
材料选择时,需要兼顾舒适度、防护性、耐久性等方面,优先选择具备环保、健康的材料。
同时,根据工种特点和人体工程学原理,设计方案需要考虑到人体的各个方面,包括服装的剪裁、衔接处的加固、防水处理等,以确保工作时的舒适度和安全性。
三、个性化定制与品牌形象设计除了基本的工作需求外,个性化定制和品牌形象设计也是一个好的工装方案设计的重要内容。
根据企业的文化和形象定位,可以在工装设计中加入一些特色元素,以凸显企业的个性和品牌形象。
定制化的工装不仅可以提高员工的工作满意度,还可以增强企业的凝聚力和认同感。
四、工装样品制作与试用设计完成之后,需要进行工装样品的制作与试用。
样品制作时,需要严格按照设计方案进行,确保样品的质量和适用性。
试用阶段,可以选取一部分员工进行穿着试用,收集他们的反馈和意见,及时进行调整和改进。
通过反复试用和改进,最终确定最佳的工装方案设计。
五、工装方案生产与推广根据样品的试用反馈和改进意见,可以开始进行工装方案的生产和推广。
在生产阶段,需要注意质量的把控,确保工装产品的符合设计要求和标准。
同时,在推广阶段,可以通过企业网站、社交媒体、展会等方式,向外界宣传和展示企业的工装方案,吸引更多的关注和合作机会。
AUTO TIME129AUTO PARTS | 汽车零部件时代汽车 浅析底盘副车架与车身合装定位方式陶峰浙江零跑科技有限公司研发中心 浙江省杭州市 310053摘 要:详细讲解乘用车底盘副车架与车身在总装车间合装时的定位结构及各自优缺点。
关键词:自定位结构;专门工装定位结构1 引言副车架是底盘悬架系统中的一个非常重要的零部件,不仅起到承载作用,同时自身的尺寸精度、车身对应安装孔的位置精度等对整车的四轮定位参数影响非常大。
四轮定位参数超差严重的会直接造成车辆回正性能差、跑偏、磨胎等质量缺陷。
通过对国内外多个主机厂副车架3D 数据、2D 产品图纸、总装车间合装工艺进行研究调查,目前主要有两种底盘副车架与车身合装装配工艺:即自定位人工安装和采用专用定位工装进行合装。
副车架与车身合装时采用不同的定位方式,在副车架焊接总成产品2D 图纸上通常对应不同的基准定位方法。
不同的基准定位方法将会导致车身和副车架两个零部件系统中极限尺寸相差较大。
通过对产品2D 图纸GD&T 公差进行分析,采用专门的定位工装时,副车架通常把工艺孔设计成主次定位孔,这样,当车身与副车架四个安装孔同时走相反的极限公差时,如果各部件(车身、副车架)定义的公差范围过大、副车架安装过孔孔径偏小,不仅安装困难,而且合装后的副车架在整车坐标系中是偏斜的,造成车辆左右轴距相差很大,不可避免产生跑偏现象,后期解决非常困难。
副车架与车身合装时采用自定位结构方式时,通常采用副车架的关重孔(安装孔)作为定位基准。
与采用专门的定位工装相比,这种基准确定方法,在同样的公差范围类,副车架与车身四个安装孔之间尺寸的极限偏差要小。
2 通过自定位结构进行定位就是在副车架和车身下底板之间设计有定位结构,能准确地将底盘副车架定位安装在车身下底板相应位置。
利用与车身安装的孔作为主次定位孔自定位装配在白车身上,是副车架常规的装配方案,尤其在日系汽车上得到广泛的应用。
工装定位
第一章
第一节
第一条:工装定位
(一) 工装定位是粗加工工序中保证产品质量的重要环节。
(二) 工装的不正确使用或工件定位不准确会影响工件的尺寸和形位公差造成废品。
第二章
第一节
第一条:定位基准
(一) 定位基准是工件固定在工装上的位置标准,只有找正定位正确装夹工件才能加工出合格的产品。
(二) 每一道工序、每一种工件都有各自不同的定位基准。
第二条:夹具校准
(一) 夹具是保证工件定位基准和固定工件的工具。
(二) 正确安装和校准夹具是加工过程中的重要环节。
(三) 每天上班前和每次装夹工件是都要检查夹具安装是否正确,紧固螺栓有无松动现象。
第三章
第一节
第一条:制定标准
(一)规定定各种工件的定位基准。
(二)制定各种工件的装夹方法和标准。
(三)注明各种夹具的校准方法和要求。
第四章
第一节
第一条:检查
(一) 检查操作工能否正确找正定位。
(二) 检查操作工能否正确校准工装夹具。
(三) 检查检查表是否合理。
结束