硫化_石膏沉淀法处理铜冶炼废水试验研究
- 格式:pdf
- 大小:155.76 KB
- 文档页数:4
第41卷第3期(总第183期)2022年6月湿法冶金H y d r o m e t a l l u r g y ofC h i n a V o l .41N o .3(S u m.183)J u n e 2022氨浸—硫化钠沉淀法从含铜石膏渣中回收铜王吉华,阮 琼(云南师范大学化学化工学院,云南昆明 650500)摘要:研究了采用氨水浸出 硫化钠沉淀法从含铜石膏渣中回收铜,考察了氨水质量浓度㊁液固体积质量比㊁反应时间㊁搅拌速度等对铜浸出率的影响及硫化钠浓度㊁滴加速度等对硫化铜沉淀的影响㊂结果表明:氨水质量浓度80g /L ㊁液固体积质量比4/1㊁室温下搅拌25m i n ,铜浸出率为91%;浸出液中滴加质量浓度100g /L 硫化钠溶液沉淀铜,沉淀母液返回浸出,铜得到有效回收,无废水排放㊂关键词:石膏渣;铜;氨水;浸出;硫化铜;沉淀中图分类号:T F 803.21;T F 811 文献标识码:A 文章编号:1009-2617(2022)03-0181-04D O I :10.13355/j .c n k i .s f y j.2022.03.001收稿日期:2022-01-10第一作者简介:王吉华(1963 ),男,本科,高级实验师,主要研究方向为有色及稀贵金属湿法冶金㊂引用格式:王吉华,阮琼.氨浸 硫化钠沉淀法从含铜石膏渣中回收铜[J ].湿法冶金,2022,41(3):181-184.含铜石膏渣是用石灰处理含铜酸性废水时产生的废渣[1-3],主要成分是硫酸钙(石膏),含少量氢氧化钙㊁氢氧化铁,铜质量分数0.5%~12%㊂此废渣的处理方法有酸浸法㊁氨浸法和火法㊂用硫酸浸出 萃取法㊁硫酸浸出 电积法回收铜,酸耗都较高,浸出液杂质多,后续处理较为困难[4-7]㊂而以火法回收铜,虽然工艺简单㊁铜回收率高,但只适用于铜含量较高的废渣,且设备投资大㊁环境污染严重[8]㊂从含铜废渣(污泥)中浸出铜,氨浸法广为采用[7-10],利用氨对铜的配合选择性将铜转化为C u (N H 3)2+4进入溶液,铁㊁钙等留在渣中,浸出液杂质较少,有利于后续处理㊂从氨浸液中回收铜,有多种方法,如萃取法[10]㊁浓缩法[11]㊁草酸盐沉淀法[12]㊁硫化 浮选法[13]等㊂这几种方法或工艺复杂,或成本高,都不适于工业应用㊂试验研究了用氨水浸出铜,然后用硫化钠沉淀铜,沉铜母液返回浸出,以期为此类物料的处理提供一种可供选择的方法㊂1 试验部分1.1 主要材料㊁试剂与仪器石膏渣:取自云南红河某化工厂,为石灰处理含铜酸性废水产生的沉淀渣,主要成分见表1㊂铜主要以碱式硫酸铜㊁氢氧化铜形式存在,有少量氧化铜㊂表1 含铜石膏渣主要成分%F eS O 2-4C aC uZ nA l13.7135.2525.500.680.350.08试验试剂:氨水㊁硫化钠㊁盐酸㊁硝酸㊁双氧水㊁碘化钾㊁碘㊁硫代硫酸钠㊁可溶性淀粉等,均为分析纯㊂试验仪器:85-2型恒温磁力搅拌器,江苏国华仪器有限公司;C P 224C 型电子天平,奥豪斯仪器上海有限公司;S H Z -D 型水循环真空泵,河南巩义市予华仪器有限公司;托盘天平㊁抽滤瓶㊁滴定管㊁移液管㊁容量瓶等仪器㊂1.2 试验原理与方法石膏渣中,铜主要以氢氧化铜㊁碱式硫酸铜形式存在,少量以氧化铜形式存在,可用硫酸或氨水浸出㊂若用硫酸浸出,废渣中的氢氧化铁㊁氢氧化钙等也会参与反应,不仅消耗大量硫酸,也会有大量三价铁进入浸出液,影响后续铜的回收㊂而氨水是铜的良好配合剂,可与铜配合将铜浸出,且钙㊁铁等杂质会留在渣中,进入溶液中的铜再用硫化钠沉淀回收㊂化学反应如下:C u 2(O H )2S O 4+8N H 3 2C u (N H 3)2+4+S O 2-4+2O H -;C u (O H )2+4N H 3 C u (N H 3)2+4+2O H -;C u O+4N H 3+H 2O C u (N H 3)2+4+2O H -;湿法冶金2022年6月C u(N H3)2+4+S2- C u Sˌ+4N H3㊂取一定质量石膏渣,磨细至全部过100目筛,混匀,加一定量适当浓度氨水搅拌,反应后过滤,滤液中加入适量硫化钠沉淀铜,过滤,沉淀母液加氨水调浓度后返回浸出㊂2试验结果与讨论2.1铜的浸出氨水易挥发,且易与铜发生配合反应,所以试验在室温下进行㊂2.1.1氨水浓度对铜浸出的影响石膏渣质量100g,液固体积质量比5/1,搅拌速度250r/m i n,浸出时间15m i n,氨水质量浓度对铜浸出率的影响试验结果见表2㊂表2氨水质量浓度对铜浸出率的影响氨水质量浓度/(g㊃L-1)C u浸出率/%2025.34048.96069.48076.810077.012077.3由表2看出:随氨水浓度升高,铜浸出率提高;氨水质量浓度升高至80g/L以后,铜浸出率提高幅度不大并趋于稳定㊂氨水易挥发,升高浓度会使损失加大,也会加重环境污染,所以,确定氨水质量浓度以80g/L为宜㊂2.1.2浸出时间对铜浸出的影响石膏渣质量100g,氨水质量浓度80g/L,搅拌速度250r/m i n,液固体积质量比5/1,浸出时间对铜浸出率的影响试验结果见表3㊂表3搅拌时间对铜浸出率的影响浸出时间/m i n C u浸出率/%1060.31576.72084.62588.53088.93589.2由表3看出:浸出前25m i n,随浸出时间延长,铜浸出率明显提高;25m i n后再延长反应时间,铜浸出率提高不明显㊂综合考虑,确定适宜的浸出时间为25m i n㊂2.1.3液固体积质量比对铜浸出的影响石膏渣质量100g,氨水质量浓度80g/L,搅拌速度250r/m i n,浸出时间25m i n,液固体积质量比对铜浸出率的影响试验结果见表4㊂表4液固体积质量比对铜浸出率的影响液固体积质量比C u浸出率/%2/163.43/179.24/187.85/188.46/189.3由表4看出:液固体积质量比较小时,矿浆浓度较高㊁流动性较差,反应物之间接触不充分,影响铜的浸出;随液固体积质量比增大,铜浸出率明显提高;液固体积质量比增大至4/1后,铜浸出率提高不明显㊂液固体积质量比增大,氨水用量增加,设备利用率降低,生产成本增加,所以,确定适宜的液固体积质量比为4/1㊂2.1.4搅拌速度对铜浸出的影响石膏渣质量100g,氨水质量浓度80g/L,液固体积质量比4/1,浸出时间25m i n,搅拌速度对铜浸出率的影响试验结果见表5㊂表5搅拌速度对铜浸出率的影响搅拌速度/(r㊃m i n-1)C u浸出率/%10068.420080.225088.030091.435091.640091.5由表5看出,搅拌速度对铜的浸出影响较大:低速搅拌时,石膏渣在氨水中容易结块㊁分散不好,反应物之间接触不充分,铜浸出率较低;随搅拌速度增大,石膏渣分散得更均匀,与浸出剂的接触㊃281㊃第41卷第3期王吉华,等:氨浸 硫化钠沉淀法从含铜石膏渣中回收铜更充分,铜浸出率逐步提高;搅拌速度为300r /m i n 时,铜浸出率达91.4%;再增大搅拌速度,铜浸出率变化不大㊂综合考虑,确定适宜的搅拌速度为300r /m i n ㊂2.1.5 综合浸出试验石膏渣质量2.0k g,粒径小于0.15m m ,混匀,均分为5份㊂浸出条件:氨水质量浓度80g /L ,液固体积质量比4/1,搅拌速度300r /m i n ,搅拌时间25m i n ,室温㊂试验结果见表6㊂可以看出,浸出效果较好㊂表6 综合浸出试验结果序号C u 浸出率/%浸出液中ρ(C u )/(m g㊃L -1)191.41553.8291.21550.4390.81543.6491.51555.5591.21550.42.2 浸出液中铜的硫化沉淀C u S 的溶度积常数很小(6ˑ10-36),氨浸液中的C u (N H 3)2+4很容易转化为C u S 沉淀㊂升高温度有利于C u S 沉淀㊁加快过滤速度㊂考虑到氨水易挥发,沉淀试验在室温下进行㊂铜沉淀母液循环使用㊂2.2.1 N a 2S 质量浓度对C u S 沉降效果的影响石膏渣氨浸液体积1000m L ,铜质量浓度1551m g/L ,室温搅拌条件下,以6m L /m i n 速度滴加与溶液中铜等物质的量的N a 2S 溶液,滴完后搅拌反应1m i n ,考察N a 2S 质量浓度对C u S 沉降效果的影响㊂试验结果见表7㊂表7 N a 2S 质量浓度对C u S 沉降效果的影响N a 2S 质量浓度/(g㊃L -1)N a 2S 滴加时间/s C u S 沉降时间/s (滴加+沉降)时间/s C u S 过滤速度6031765382快8023878316快10019092282稍快120158153311稍慢140136220356慢160119310429慢试验过程中观察到:N a 2S 质量浓度越低,C u S 沉淀颗粒越大,沉降速度越快,浆体过滤越容易;反之,C u S 沉淀颗粒细小,沉降速度缓慢,浆体过滤困难㊂综合考虑N a 2S 滴加时间㊁C u S 沉降时间及浆体过滤速度,确定N a 2S 质量浓度以100g /L 为宜㊂沉淀的C u S 不能在氨水中长期存在,须尽快过滤并洗涤,否则会被溶解:2C u S +O 2+8N H 3+2H 2O 2C u (N H 3)2+4+4O H -+2S ㊂2.2.2 N a 2S 滴加速度对C u S 沉降效果的影响石膏渣氨浸液体积1000m L ,铜质量浓度1551m g/L ,室温㊁搅拌条件下以不同速度滴加与铜等物质的量㊁质量浓度为100g /L 的N a 2S 溶液19m L ,滴完后再搅拌反应1m i n ,考察N a 2S 滴加速度对C u S 沉降效果的影响㊂试验结果见表8㊂表8 N a 2S 滴加速度对C u S 沉降效果的影响N a 2S 滴加速度/(m L ㊃m i n-1)N a 2S 滴加时间/s C u S 沉降时间/s (滴加+沉降)时间/s C u S 过滤速度328052332快619090280快9127125252稍快1285168253稍慢1576243319慢1863310373慢搅拌条件下,溶液中滴加一定质量浓度N a 2S ,滴加速度越慢,溶液中局部S 2-质量浓度越低,C u S沉淀颗粒越大,沉降速度越快;反之,C u S 沉淀颗粒细小,沉降速度缓慢,浆体过滤困难㊂综合考虑,确定N a 2S 滴加速度以9m L /m i n 为宜㊂影响C u S 沉降速度的因素,除N a 2S 质量浓度和滴加速度外,还有溶液中C u (N H 3)2+4浓度㊂溶液中C u (NH 3)2+4浓度不同,N a 2S 浓度和滴加速度应不同㊂2.2.3 氨水的循环使用氨浸液沉铜过程中加入与铜等物质的量的N a 2S ,若N a 2S 溶液过量,则过量的S 2-会与其中的Z n (N H 3)2+4反应生成Z n S 沉淀㊂控制C u S 沉淀母液中没有S 2-存在,返回浸出循环使用㊂由于氨水易挥发,沉淀母液中氨水质量浓度降至74g /L 左右,添加适量浓氨水,调整其质量浓度为80g /L ,按最佳条件进行浸出㊂试验结果见表9㊂㊃381㊃湿法冶金2022年6月表9氨水循环浸出效果循环次数铜浸出率/%191.3291.2391.4491.2590.9691.0由表9看出:氨水循环浸出6次,铜浸出率都在91%左右,与新氨水的浸出效果相当㊂同时,随循环次数增加,溶液中Z n(N H3)2+4及其他杂质成分浓度增大,此时要将沉铜母液蒸发,回收氨及氧化锌㊂3结论石灰处理酸性含铜废水产生的石膏渣中含有一定量铜,用质量浓度80g/L的氨水浸出是可行的,适宜条件下,铜浸出率达91%左右㊂浸出液中的铜可用100g/L的N a2S溶液沉淀,铜回收率接近100%㊂方法简单易行,可用于从类似石膏渣中回收铜,回收效果较好㊂参考文献:[1]李德有,曹烨,赖才书,等.含铜酸性废水中和药剂的试验研究[J].湖南有色金属,2017,33(1):58-60.[2]陈勇,杨大兵,张飞,等.黄石某矿山酸性含铜废水中和试验[J].化工矿物与加工,2020,49(9):47-49.[3]刘志彬.石灰法处理铜㊁锌废水研究[J].广东化工,2017,44(15):202-205.[4]田春友,钟先林,张晓峰,等.从刚果(金)铜钴氧化矿中还原酸浸铜和钴[J].湿法冶金,2021,40(5):369-372. [5]蔡创开.用F e2(S O4)3-H2S O4-O2体系从含铜难处理金精矿中浸出铜[J].湿法冶金,2021,40(6):457-460. [6]张宁,许修远,徐雨晴,等.从含铜颜料污泥浸出液中回收铜的工艺研究[J].广东化工,2019,46(14):6-7. [7]张二军,肖芬.采用加盐氧化焙烧 硫酸浸出工艺从铜阳极泥中回收铜和银[J].湿法冶金,2021,40(2):106-109. [8]谭希发,林斌.某含铜污泥直接还原熔炼回收铜工艺研究[J].中国有色冶金,2017,46(4):73-77.[9]肖发新,彭宇,孙树臣,等.(N H4)2S O4-N H3-H2O体系浸出高碱性脉石低品位氧化铜矿[J].东北大学学报(自然科学版),2021,42(6):795-800.[10]张焕然.氨法回收电镀污泥中铜㊁镍的工艺研究[D].赣州:江西理工大学,2013.[11]邓维,谈定生,陈灵丽,等.用甘氨酸溶液从铜-钢双金属废料中浸出铜[J].湿法冶金,2020,39(5):400-404. [12]缪畅,张志欣,王脂胭,等.氨浸-草酸盐沉淀法回收废弃线路板中金属铜的工艺研究[J].矿冶工程,2018,38(5): 84-86.[13]黄万抚,李睿涵,黄李金鸿,等.铜氨废水的硫化沉淀浮选及O R P控制处理技术研究[J].现代化工,2020,40(12): 107-111.R e c o v e r y o fC o p p e rF r o mC o p p e r-b e a r i n g G y p s u mS l a g b y A m m o n i aL e a c h i n gS o d i u mS u l f i d eP r e c i p i t a t i o nWA N GJ i h u a,R U A N Q i o n g(S c h o o l o f C h e m i s t r y a n dC h e m i c a lE n g i n e e r i n g,Y u n n a nN o r m a lU n i v e r s i t y,K u n m i n g650500,C h i n a)A b s t r a c t:R e c o v e r y o f c o p p e r f r o m g y p s u ms l a g b y a m m o n i a l e a c h i n g s o d i u ms u l f i d e p r e c i p i t a t i o nw a s r e s e a r c h e d.T h ee f f e c t so fa m m o n i as o l u t i o n m a s sc o n c e n t r a t i o n,l i q u i dv o l u m e/s o l i d m a s s,r e a c t i o n t i m e a n d s t i r r i n g s p e e do n l e a c h i n g o f c o p p e r,a n d t h e e f f e c t s o f s o d i u ms u l f i d e c o n c e n t r a t i o n,a d d i t i o n s p e e do nc o p p e r p r e c i p i t a t i o n w e r ee x a m i n e d.U n d e ro p t i m i z e dc o n d i t i o n so f a m m o n i as o l u t i o n m a s s c o n c e n t r a t i o no f80g/L,l i q u i dv o l u m e/s o l i dm a s so f4/1,r e a c t i o n t i m eo f25m i n,r o o mt e m p e r a t u r e, l e a c h i n g r a t e o f c o p p e r i s91%.C o p p e r i n t h e l e a c h i n g s o l u t i o no f91%i s p r e c i p i t a t e du s i n g100g/L s o d i u ms u l f i d e s o l u t i o n.T h e p r e c i p i t a t i o n m o t h e r l i q u o r c a nb e r e p e a t e d l y u s e d t o l e a c hc o p p e r f r o m t h e g y p s u ms l a g.T h e p r o c e s s h a s n ow a s t e w a t e r d i s c h a r g e.K e y w o r d s:g y p s u ms l a g;c o p p e r;a m m o n i a;l e a c h i n g;c o p p e r s u l f i d e;p r e c i p i t a t i o n㊃481㊃。

铜冶炼污酸二级硫化分步除铜㊁砷工艺研究①肖祈春(长沙矿冶研究院有限责任公司,湖南长沙410012)摘㊀要:为从污酸中二级硫化分步除铜㊁砷,以湖南某铜冶炼企业污酸为研究对象,在硫化沉淀理论指导下,考察了氧化还原电位(ORP)㊁硫化剂种类对污酸中铜㊁砷去除效率的影响㊂结果表明:通过控制ORP可以优先选择性硫化沉淀铜㊂以H2S为硫化剂,一级ORP为245mV,二级ORP为10mV,硫化沉淀后污酸中铜㊁砷含量分别为0.03mg/L和0.22mg/L;而铜渣中铜㊁砷含量分别为3.09%和15.9%,砷渣中铜㊁砷含量分别为0.03%和23.90%,实现了二级硫化分步从污酸中除铜㊁砷㊂关键词:污酸;铜;砷;硫化沉淀;废水处理;二级硫化;氧化还原电位中图分类号:X703文献标识码:Adoi:10.3969/j.issn.0253-6099.2020.06.018文章编号:0253-6099(2020)06-0068-03ATwo⁃StepSulfurizationforStepwiseRemovalofCopperandArsenicfromCopperSmeltingWasteAcidXIAOQi⁃chun(ChangshaResearchInstituteofMiningandMetallurgyCoLtd,Changsha410012,Hunan,China)Abstract:Inordertoremovethecopperandarsenicfromthewasteacidstepbystepbyusingatwo⁃stepsulfurization,thewasteacidfromaHunancoppersmeltingenterprisewastakenforresearch.Withthesulfideprecipitationtheory,effectsofoxidation⁃reductionpotential(ORP)andtypesofsulfidingagentontheremovalefficiencyofcopperandarsenicfromwasteacidwereinvestigated.ResultsshowthatbycontrollingORP,coppercanbeselectivelyandpreferentiallyprecipitatedbysulfurization.WithH2Sasthesulfidingagent,245mVforthefirststepofORPand10mVforthesecondstepofORP,itisfoundthatthecontentsofcopperandarsenicinthewasteacidaftersulfurizationandprecipitationare0.03mg/Land0.22mg/L,respectively;whilethecopperslagcontainsonly3.09%ofcopperand15.9%ofarsenic,respectively,andarsenicslagcontains0.03%copperand23.90%arsenic,respectively,whichindicatesthatthistwo⁃stepsulfurizationprocesscanrealizethestepwiseremovalofcopperandarsenicfromthewasteacid.Keywords:wasteacid;copper;arsenic;sulfurizationandprecipitation;wastewatertreatment;two⁃stepsulfurization;oxidation⁃reductionpotential(ORP)㊀㊀铜冶炼过程中产生的烟气在制酸工段通过洗涤㊁冷却等形成污酸,其主要特性表现为酸性强,砷㊁氟㊁氯含量高,同时含有铜㊁镉㊁铅等重金属,处理难度大[1-3]㊂目前国内外针对铜冶炼污酸的处理方法主要有化学絮凝沉淀㊁石灰中和㊁硫化沉淀㊁膜过滤㊁吸附去除和离子交换等[4-6]㊂其中硫化沉淀法工艺简单㊁处理效率高,应用较为广泛㊂国内外学者对硫化沉淀法开展了大量研究工作[7-8],但对于二级硫化沉淀法中反应终点的控制研究较少㊂本文针对湖南某铜冶炼企业污酸废水,以氧化还原电位(ORP)为硫化沉淀反应的控制点[9-10],研究硫化沉淀中的工艺控制条件,重点解决硫化沉淀过程中存在的铜资源回收率低㊁砷去除效果差的问题㊂1㊀实㊀㊀验1.1㊀实验药剂实验药剂主要有:Na2S㊃9H2O(上海统亚化工科技发展有限公司),NaHS㊃xH2O(唐山丰实化工有限公司),H3PO4(山东济宁宏伟化工有限公司),均为分析纯㊂1.2㊀实验废水污酸废水取自湖南某铜冶炼企业,水样呈浅绿色,①收稿日期:2020-05-27基金项目:国家科技部十三五固废专项课题(2018YFC1900304)作者简介:肖祈春(1988-),男,湖南娄底人,工程师,硕士,主要从事工业废水处理研究㊂第40卷第6期2020年12月矿㊀冶㊀工㊀程MININGANDMETALLURGICALENGINEERINGVol.40ɴ6December2020其主要成分见表1㊂表1㊀污酸主要成分/(mg㊃L-1)H+AsCuZnCdPbFeFCl190064003104104610.023.5301043001.3㊀实验方法和装置硫化沉淀装置见图1㊂反应在密封塑料容器中进行,配置10%液态硫化剂(Na2S或NaHS),由蠕动泵从储存容器中加入反应器中㊂气体硫化剂(H2S)由Na2S⁃H3PO4体系反应生成,由蠕动泵控制气体产生速率,铂电极和Ag/AgCl参比电极组成ORP测试电极㊂图1㊀污酸硫化沉淀反应装置(a)液体硫化剂;(b)气体硫化剂硫化反应在通风橱中进行,反应开始前,加入一定量污酸原液,插入ORP电极并使电极没入溶液中,密封反应器,启动磁力搅拌装置,开启蠕动泵匀速加入硫化剂,监测反应系统ORP㊂当ORP达到预定数值时,取样或停止反应㊂反应结束后,采用0.45μm滤膜进行固液分离,检测滤液中的Cu㊁As含量㊂得到的滤渣经110ħ恒温干燥2h,称重,检测渣中Cu㊁As含量㊂2㊀实验结果与讨论2.1㊀Cu㊁As二级硫化分步沉淀理论硫化沉淀的主要反应见式(1) (2),在铜和砷初始浓度分别为300mg/L和6000mg/L时,联合反应式(1) (2)在PHREEQC中求解(数据库LLNL.dat)[11],得出不同S2-浓度下的As㊁Cu溶解分数如图2所示㊂从图2可知,随着污酸中S2-的加入,Cu的溶解性趋近0,而As的溶解性则不断下降㊂当S2-加入量为0.07mol/L时,As的溶解性趋近0㊂因此,Cu作为有价金属,可以通过优先选择性硫化沉淀法分离出来㊂2H2AsO3-+3S2-+8H+ As2S3ˌ+6H2O(1)Cu2++S2- CuSˌ(2)——As——CuS2-094 (mol·L-1)100806040200.000.020.040.060.080.1091,;图2㊀污酸硫化沉淀的元素理论溶解分数2.2㊀二级硫化沉淀反应中ORP的控制污酸体系中的ORP表征了氧化性物质㊁还原性物质和电极形成的原电池电势强弱,可以反映氧化还原反应的进程[12]㊂以H2S为硫化剂,考察污酸体系ORP随H2S投加量的变化,结果见图3㊂由图3可知,随着H2S加入,ORP不断下降㊂当H2S投加量为0.01mol/L时,ORP快速下降到245mV以下㊂继续投加H2S,ORP缓慢下降㊂当H2S投加量为0.12mol/L时,ORP快速下降到10mV以下㊂说明二级硫化沉淀反应中ORP的变化存在拐点,可通过ORP来控制反应终点㊂H2S094 (mol·L-1)5004003002001000.000.030.060.090.12ORPmV图3㊀ORP随H2S投加量的变化2.3㊀ORP的影响采用H2S为硫化剂,考查不同ORP条件下污酸中Cu㊁As浓度变化,结果见图4㊂从图4可以看出,随着H2S加入,Cu浓度快速降低,当ORP降低至245mV96第6期肖祈春:铜冶炼污酸二级硫化分步除铜㊁砷工艺研究时,Cu浓度为0.491mg/L,As浓度为6.0g/L㊂继续加入H2S,ORP降至10mV时,As浓度为0.22mg/L,Cu浓度为0.03mg/L㊂结果表明,二级硫化回收Cu及除As的ORP控制条件为:一级ORP为245mV,二级ORP为10mV,此条件下可实现Cu的优先沉淀回收和As的深度处理㊂ORP mV80604020050150100200250300A s 7, (m o l · L -1)C u 7, (m o l · L -1)图4㊀Cu和As浓度随ORP的变化2.4㊀硫化剂种类的影响2.4.1㊀硫化沉淀后溶液组分对比不同硫化剂硫化沉淀后的溶液组分见表2㊂由表2可知,采用Na2S或NaHS作硫化剂均给体系引入Na+并降低了酸度,而采用H2S作硫化剂脱As㊁Cu后不引入Na+,且对溶液酸度无明显影响,有利于后续回收酸㊂表2㊀不同硫化剂硫化反应后的溶液组分硫化剂种类H+浓度/(mol㊃L-1)组分含量/(mg㊃L-1)AsCuZnNaNa2S1.342.730.493859070NaHS1.610.390.533934486H2S1.870.220.0340245.502.4.2㊀硫化剂消耗对比分别采用Na2S㊁NaHS和H2S作硫化剂,控制反应终点ORP为10mV,硫化剂有效硫含量㊁消耗量和渣重量见表3㊂由表3可知,采用H2S作硫化剂,在有效硫含量㊁硫化剂消耗量等方面均优于Na2S和NaHS㊂表3㊀硫化反应中不同硫化剂的消耗量和硫化渣量硫化剂种类有效硫含量/%硫化剂消耗量①/(g㊃L-1)硫化剂用量与理论用量比硫化渣量②/gNa2S41.0337.791.2312.91NaHS57.1411.921.1612.17H2S③94.086.411.4715.43㊀注:①Na2S㊁NaHS的消耗量分别以Na2S㊃9H2O㊁NaHS㊃xH2O计;②硫化渣量以1L污酸的产渣量计;③H2S通过Na2S溶液与H3PO4反应制得,其消耗量按理论产气量计㊂2.5㊀铜㊁砷渣分析采用H2S作硫化剂,一级硫化ORP为245mV,得到铜渣;二级ORP为10mV,得到砷渣㊂分别检测渣中Cu㊁As含量,结果见表4㊂结果表明,铜渣中Cu含量达3.09%,可返回冶炼系统进行资源回收,Cu回收率达97.29%;砷渣中As含量为23.90%,As脱除率为80.57%㊂表4㊀铜㊁砷渣成分分析种类质量/gCu含量/%As含量/%Cu渣9.763.0915.90As渣27.100.0323.903㊀结㊀㊀论1)采用二级硫化沉淀法处理污酸废水,可以通过控制终点ORP优先选择性硫化沉淀回收有价金属铜㊂2)以H2S为硫化剂处理污酸,控制一级ORP为245mV㊁二级ORP为10mV,得到铜渣中Cu㊁As含量分别为3.09%和15.90%,砷渣中Cu㊁As含量分别为0.03%和23.90%,实现了铜㊁砷的分步沉淀㊂参考文献:[1]㊀李庆超,应国民,詹中华,等.铜冶炼污酸除砷工艺比较研究[J].化学工程,2017,45(4):10-14.[2]㊀李㊀勋.磁性Fe3O4处置铜冶炼污酸技术研究[D].昆明:昆明理工大学冶金与能源工程学院,2018.[3]㊀王㊀坚,刘明诗,杨世莹,等.负压蒸发和吹脱处理铅锌冶炼污酸废水的试验研究[J].安全与环境工程,2018,25(4):76-82.[4]㊀乔冉冉.冶炼烟气制酸系统废酸硫化处理理论及新工艺研究[D].太原:太原理工大学化学化工学院,2018.[5]㊀陈㊀鑫,李文勇,李海峰,等.冶炼烟气制酸净化污酸分段脱铜脱砷技术改造[J].硫酸工业,2019(4):27-29.[6]㊀张宝辉.铜冶炼污酸处理工艺及污酸减量化探讨与实践[J].中国金属通报,2016(12):83-85.[7]㊀应国民.沉淀法脱除污酸中砷的研究[D].昆明:昆明理工大学冶金与能源工程学院,2016.[8]㊀易求实,杜冬云,鲍霞杰,等.高效硫化回收技术处理高砷净化污酸的研究[J].硫酸工业,2009(6):6-10.[9]㊀王维平.电镀废水处理中的氧化还原电位控制[J].电镀与环保,2016,36(2):50-52.[10]㊀李冰璟,王维平.优化氧化还原电位控制六价铬还原的方法[J].净水技术,2017,36(11):71-75.[11]㊀黄少波.地球化学软件PHREEQC在湿法冶金计算热力学中的应用[J].矿冶工程,2018,38(2):70-73.[12]㊀唐㊀林.废水中低浓度铬镍的去除和铬还原过程ORP的研究[D].唐山:华东理工大学资源与环境工程学院,2019.引用本文:肖祈春.铜冶炼污酸二级硫化分步除铜㊁砷工艺研究[J].矿冶工程,2020,40(6):68-70.07矿㊀冶㊀工㊀程第40卷。
硫化法处理酸性含重金属离子废水的试验研究I. 引言- 研究目的- 研究背景- 文献综述II. 实验材料与方法- 实验材料介绍- 硫化法处理酸性含重金属离子废水的流程- 实验条件III. 实验结果与分析- 处理前后废水的pH值、浊度、重金属离子浓度的变化- 处理效果分析- 配合其他指标分析处理效果IV. 结论及讨论- 实验结论- 处理工艺的可行性探究- 后续研究方向的展望V. 参考文献- 引言部分的参考文献- 消耗部分的参考文献- 结论部分的参考文献I. 引言工业生产过程中产生的含重金属离子废水污染严重。
重金属离子污染不仅危害人类健康,还会对生态环境造成不可逆转的影响。
因此,废水处理已经成为环保问题中的重点之一。
目前,针对酸性含重金属离子废水处理技术已经非常成熟,其中硫化法技术应用广泛。
硫化法技术是指使用硫化剂还原重金属离子,将其还原为不溶于水的硫化物沉淀,从而实现去除废水中的重金属离子。
传统的硫化法包括碱式硫化法和盐酸硫化法,但这些传统方法存在着处理效果差、消耗大、副产物难以处理等缺点。
近年来,随着绿色、环保理念的深入人心,越来越多的研究者开始关注海洋中发现的一些微生物对含重金属离子污染物的生物还原能力。
在此基础上,一些新型的硫化法技术被提出并成功应用于酸性含重金属离子废水处理中,其中包括微生物硫化法和厌氧硫化法等。
本文将通过实验研究微生物硫化法进行酸性含重金属离子废水处理的效果,以期为废水处理提供更环保、高效、可行的处理方案。
II. 实验材料与方法2.1 实验材料介绍废水样品:采自某工厂生产过程中产生的含铜、镍、锌等重金属离子的酸性废水。
微生物:本实验选取了一种在环境中广泛存在的硫酸还原菌,购自生物技术公司。
2.2 硫化法处理酸性含重金属离子废水的流程首先将采集的废水样品进行调节,使其成为酸性环境。
然后,取一定量的微生物溶液加入废水中,控制pH值,适当增加氧气供应可促进微生物菌群的繁殖增长。
经过一段时间的培养后,废水被分离出产生的硫化物沉淀。
摘要:含铜废水主要来源于冶金、金属加工、机器制造等工业的生产过程。
含铜废水处理不当会污染环境。
因此含铜废水必须经过处理达到国家标准后才能排放。
在含铜废水的处理工艺中,化学沉淀法具有工艺简单、反应迅速、费用较低、适用范围广等优点。
文中通过对含铜废水的处理工艺进行分析,得到最佳的铜去除率。
关键词:含铜废水;化学沉淀法;去除效果;絮凝剂中图分类号:X703文献标识码:B文章编号:1671-4962(2020)02-0071-02Process analysis of chemical precipitation method on handling the copper-containing wastewaterGong Wenyu(Water &Gas Plant of PetroChina Daqing Petrochemical Company ,Daqing 163714,China )Abstract:Copper-containing wastewater mainly comes from metallurgical,metal processing,machine manufacturing and other industrial processes.Improper treatment of copper-containing wastewater will pollute the environment.Therefore,copper-containing wastewater must be treated to meet national standards before it can be discharged.In the treatment of copper-containing wastewater,chemical precipitation has the advantages of simple process,rapid reaction,low cost and wide application.This paperanalyzes the treatment process for copper-containing wastewater and obtains the best copper-containing removal rate.Keywords:copper-containing wastewater;chemical precipitation;removal efficiency;flocculatingagent化学沉淀法处理含铜污水工艺分析宫文宇(中国石油大庆石化公司水气厂,黑龙江大庆163714)污水中的酸、碱、氧化剂,以及铜、镉、汞、砷等化合物,苯、二氯乙烷、乙二醇等有机毒物,会毒死水生生物,影响饮用水源、风景区景观。
铜冶炼烟尘中砷脱除研究现状摘要:粗锑/毛锑是锑金精矿火法“挥发熔炼/焙烧—还原熔炼”工艺和湿法“硫化钠浸出—电沉积”工艺产出的中间锑产品,其中往往夹杂砷、铅及铁等杂质,需进一步精炼后才能满足商品锑的质量要求。
本文主要对铜冶炼烟尘中砷脱除研究进行论述。
关键词:铜冶炼;砷脱除引言砷是一种广泛分布在自然界中的有毒元素,摄入过多或长期暴露在砷环境下都会引起砷中毒,甚至对身体造成不可逆损伤。
科学家们和生产企业都长期致力于砷的理化性质、富集形态以及产品中砷脱除等研究,以便得到砷含量更低的产品。
1铜冶炼烟尘来源铜冶炼烟尘主要来自于铜精矿火法冶炼过程的造锍熔炼、冰铜吹炼、粗铜精炼等工序。
造锍熔炼过程中,铜精矿在高温氧化条件下将发生硫化物的分解、氧化等化学反应,其中部分砷被氧化成As2O3而挥发进入气相,在气流的带动下,经过余热锅炉和收尘后形成含砷烟尘,烟尘中并伴有Cu、Pb、Zn、Sb、Bi、Sn等有价金属。
冰铜吹炼过程中的烟尘主要是非挥发性化合物因气流的带动作用而产生的,As被氧化为As2O3而挥发。
粗铜火法精炼过程的烟尘是由于粒度较小的熔融颗粒伴随烟气上升进而形成的,该烟尘产出量不大但并不稳定。
相比较而言,上述三种铜冶炼烟尘中,造锍熔炼和吹炼工艺产生的烟尘量大、有价金属种类多、成分复杂、砷含量高,其处理难度大。
在铜冶炼过程中,砷多以砷氧化物以及砷与其他有价金属的复合氧化物等的形式进入烟尘,如造锍过程,产生越来越多的含As>15%的烟尘,有的甚至高达20%。
1铜火法精炼炉高砷铜烟尘低温真空碳热还原脱砷铜火法精炼过程中,由于燃料燃烧、气体对物料的携带作用以及高温下金属的挥发和氧化等物理化学作用,产生高度富集铜、铅、锌、铟、铋、锑、锡、砷等挥发元素及其化合物的烟尘,属于潜在资源。
若不加以回收处理,不仅会引起严重的环境污染,而且会造成资源严重浪费。
目前,铜火法精炼炉烟尘的处理方法主要包括火法、湿法以及火法+湿法联合工艺。
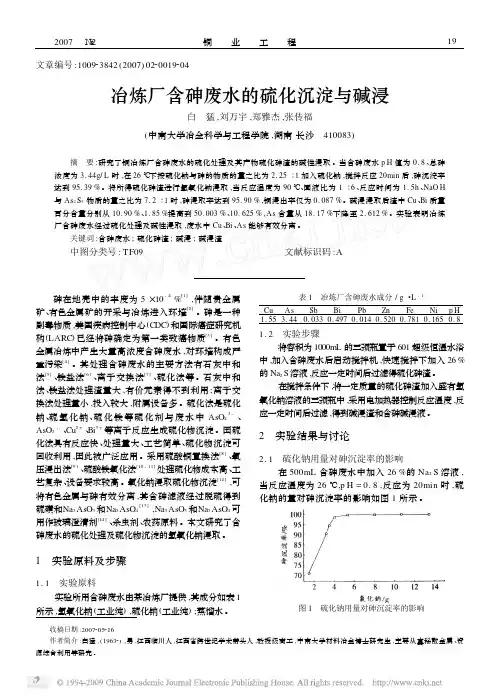
2007 №2铜 业 工 程文章编号:100923842(2007)022*******冶炼厂含砷废水的硫化沉淀与碱浸白 猛,刘万宇,郑雅杰,张传福(中南大学冶金科学与工程学院,湖南长沙 410083)摘 要:研究了铜冶炼厂含砷废水的硫化处理及其产物硫化砷渣的碱性浸取。
当含砷废水p H 值为0.8、总砷浓度为3.44g/L 时,在26℃下按硫化钠与砷的物质的量之比为2.25∶1加入硫化钠,搅拌反应20min 后,砷沉淀率达到95.39%。
将所得硫化砷渣进行氢氧化钠浸取,当反应温度为90℃、固液比为1∶6、反应时间为1.5h 、NaO H 与As 2S 3物质的量之比为7.2∶1时,砷浸取率达到95.90%,铜浸出率仅为0.087%。
碱浸浸取后渣中Cu 、Bi 质量百分含量分别从10.90%、1.85%提高到50.003%、10.625%,As 含量从18.17%下降至2.612%。
实验表明冶炼厂含砷废水经过硫化处理及碱性浸取,废水中Cu 、Bi 、As 能够有效分离。
关键词:含砷废水;硫化砷渣;碱浸;碱浸渣中图分类号:TF09文献标识码:A 砷在地壳中的丰度为5×10-4%[1],伴随贵金属矿、有色金属矿的开采与冶炼进入环境[2]。
砷是一种剧毒物质,美国疾病控制中心(CDC )和国际癌症研究机构(LARC )已经将砷确定为第一类致癌物质[3]。
有色金属冶炼中产生大量高浓度含砷废水,对环境构成严重污染[4]。
其处理含砷废水的主要方法有石灰中和法[5]、铁盐法[6]、离子交换法[7]、硫化法等。
石灰中和法、铁盐法处理渣量大,有价元素得不到利用;离子交换法处理量小,投入较大,附属设备多。
硫化法是硫化钠、硫氢化钠、硫化铁等硫化剂与废水中AsO 43-、AsO 2-、Cu 2+、Bi 3+等离子反应生成硫化物沉淀。
因硫化法具有反应快、处理量大、工艺简单、硫化物沉淀可回收利用,因此被广泛应用。
采用硫酸铜置换法[8]、氧压浸出法[9]、硫酸铁氧化法[10-11]处理硫化物成本高、工艺复杂、设备要求较高。
第 54 卷第 2 期2023 年 2 月中南大学学报(自然科学版)Journal of Central South University (Science and Technology)V ol.54 No.2Feb. 2023铜冶炼脱硫石膏渣的环境稳定性与重金属释放机制王云燕1, 2,何紫彤1,唐巾尧1, 3,孙竹梅1, 4,徐慧1,杜嘉丽1,张李敏1,柴立元1, 2(1. 中南大学 冶金与环境学院,湖南 长沙,410083;2. 国家重金属污染防治工程技术研究中心,湖南 长沙,410083;3. 湖南有色金属研究院有限责任公司,湖南 长沙,410100;4. 中北大学 环境与安全工程学院,山西 太原,030051)摘要:以铜冶炼脱硫石膏渣为对象,分析其矿物学性质,研究其中重金属的浸出毒性、赋存形态,评价其环境活性;并基于模拟堆存、静态侵蚀、半动态侵蚀等实验阐明脱硫石膏渣的环境稳定性、重金属释放特性、释放过程动力学及机制。
研究结果表明:脱硫石膏渣中As 、Cd 的浸出毒性分别为687.33 mg/L 和 3.8 mg/L ,As 、Cd 的酸可提取态分别占73.76%和96.06%,存在高浸出危险性,环境风险较大,不能直接堆存、填埋。
模拟堆存实验末期潜在生态风险指数较初期仅下降了5.92%,综合潜在生态风险等级仍为严重风险,因此在堆存过程中应切实做好防扬尘、防淋失等措施。
脱硫石膏渣中各金属元素在模拟填埋场环境中的浸出量明显高于其他模拟环境中的浸出量,需特别关注填埋过程的环境风险。
金属释放主要是通过表面吸附物质的解吸、溶解实现,主要风险元素As 、Cd 的释放均为两段式,其环境风险在堆存初期更为明显,应重点关注。
研究结果为铜冶炼脱硫石膏渣的环境污染防治及环境风险防控策略提供了理论支撑。
关键词:脱硫石膏渣;环境风险;模拟堆存;静态浸出;半动态浸出;重金属释放特性;释放机制中图分类号:X705 文献标志码:A 开放科学(资源服务)标识码(OSID)文章编号:1672-7207(2023)02-0562-15Long-term environmental stability and heavy metals release mechanism of desulfurized gypsum sludge from copper smelterWANG Yunyan 1, 2, HE Zitong 1, TANG Jinyao 1, 3, SUN Zhumei 1, 4, XU Hui 1,DU Jiali 1, ZHANG Limin 1, CHAI Liyuan 1, 2(1. School of Metallurgy and Environment, Central South University, Changsha 410083, China;收稿日期: 2022 −08 −04; 修回日期: 2022 −11 −22基金项目(Foundation item):国家重点研发计划项目(2018YFC1903301,2020YFC1909201);国家自然科学基金资助项目(51634010);湖南省自然科学基金资助项目(S2021JJZDXM0007) (Projects(2018YFC1903301, 2020YFC1909201) supported by the National Key Research and Development Program; Project(51634010) supported by the National Natural Science Foundation of China; Project(S2021JJZDXM0007) supported by the Natural Science Foundation of Hunan Province)通信作者:孙竹梅,博士,副教授,从事固废处理与资源化、环境电化学领域的研究;E-mail :*******************DOI: 10.11817/j.issn.1672-7207.2023.02.016引用格式: 王云燕, 何紫彤, 唐巾尧, 等. 铜冶炼脱硫石膏渣的环境稳定性与重金属释放机制[J]. 中南大学学报(自然科学版), 2023, 54(2): 562−576.Citation: W ANG Y unyan, HE Zitong, TANG Jinyao, et al. Long-term environmental stability and heavy metals release mechanism of desulfurized gypsum sludge from copper smelter[J]. Journal of Central South University(Science and Technology), 2023, 54(2): 562−576.第 2 期王云燕,等:铜冶炼脱硫石膏渣的环境稳定性与重金属释放机制2. Chinese National Engineering Research Center for Control & Treatment of Heavy Metal Pollution,Changsha 410083, China;3. Hunan Research Institute for Nonferrous Metals Co. Ltd., Changsha 410100, China;4. School of Environment and Safe Engineering, North University of China, Taiyuan 030051, China)Abstract:Based on simulated stockpiling, static erosion, and semi-dynamic erosion experiments, the environmental stability, heavy metal release characteristics, kinetics and mechanism of release process of desulfurization gypsum slag discharged from a copper smelter were elucidated. The results show that the leaching toxicity of As and Cd is 687.33 mg/L, 3.8 mg/L, and acid extractable state of As and Cd in desulfurization gypsum slag is 73.76%, 96.06%, respectively, with severe leaching hazard and environmental risk, which cannot be directly stored and landfilled. The PERI at the end of the simulated stockpiling experiment only decreases by5.92% compared to the beginning, and the overall potential ecological risk level remains high. Hence, theprevention of dust and leaching should be implemented during the stockpiling process. The amount of each metal element leached in desulfurization gypsum slag in the simulated landfill environment is much larger than that leached in other simulated environments, and the environmental risk of the landfill process should be given special consideration. The release of metals is mainly achieved by desorption and dissolution of surface adsorbed substances. The main risk elements, As and Cd, release in two stages, with the early stages of landfilling posing the greatest environmental dangers. This study can provide theoretical support for the prevention and control of copper smelting desulfurization gypsum slag pollution and risk to the environment.Key words: desulfurized gypsum sludge; environmental risk; simulated stockpiling; static erosion; semi-dynamic erosion; heavy metal release behavior; release mechanism中国作为铜的消费中心,铜的产量也居世界首位。
2010年1月(上)总101期魅力中国对矿山酸性废水处理方法探究段元华(贵州大学矿业学院采矿工程贵州贵阳550000)中图分类号:TD文献标识码:A文章编号:1673-0992(2010)01-0208-01摘要:矿山酸性废水对环境和水资源都有严重的污染作用,本文根据矿山酸性废水的特点没,提出了有效治理矿山酸性废水的方法。
关键词:矿山酸性废水处理方法一、矿山酸性废水的环境影响矿山酸性废水中含有大量的有害物质(如氰化物和重金属等),并且酸性和氧化性都强。
矿山酸性废水一般不能直接循环利用,矿山酸性废水若排入河流、湖泊等水体,将导致水体pH值发生变化,水质酸化将破坏细菌和微生物的生长环境,降低水体的自净功能。
废水的低pH值对水生生物特别是鱼类、藻类也构成极大威胁。
矿山酸性废水若排入土壤,酸和大量重金属离子可使土壤被酸化和毒化,导致植被枯萎、死亡。
重金属离子进入土壤还有可能被植物吸收并通过食物链危害人类健康。
总之,未经处理的矿山酸性废水会对矿山环境中的土壤、地表水、地下水、植物或其它生物等带来不良影响,引起环境问题和生态问题。
消除或减轻矿山酸性废水的环境影响,治理其环境危害已成为开采矿山和废弃物必须要考虑的问题。
二、矿山酸性废水的特点矿山酸性废水一般p H值在2—4左右,重金属离子的含量为每升几毫克至几百毫克范围,也有高达数千毫克的情况,有的还含有一定数量的铜、锌、锰、砷和二氧化硅等。
并且,矿山废水水量大,据统计,每开采1t矿石,废水的排放量约为1m3,不少矿山每天排放数千至数万立方米的废水。
由于矿山废水主要来源于地下水和地表降水,矿山开采完毕,这些水仍然继续流出,如果不采取措施,对环境将造成长期的不利影响。
而且,矿山废水的水量与水质随着矿床类型、赋存条件、采矿方法和自然条件的不同,有很大的差异,其水质、水量的变化规律也不同,水量波动很大,水的成分和含量变化也大。
三、矿山酸性废水的处理方法1、电化学处理技术利用电化学技术控制矿山酸性废水电化学技术应用于防腐蚀己十分普遍,但用于酸性废水的研究还很少。
铜冶炼含砷污水处理国内铜冶炼企业在90年代得到了快速发展,冶炼能力的上升加大了对原料铜精砂的需求。
为了生产需要,一些企业降低了对原料的质量要求,特别是原料中砷的含量。
国家有关质量标准规定原料中As<0.3%,但国内有些矿山生产的铜精砂中As含量较高,个别原料中As>1%。
产生的后果是给企业的环境治理带来难度,使某些企业的大气排放和污水排放超标。
本文主要讨论的是水环境的影响。
对铜冶炼企业含砷工业污水的形成以及如何处理达标排放,并确保不造成二次污染,从本人的设计经验及生产实践中,阐述一些认识及看法。
1 含砷工业污水的组成1.1污酸铜精砂中砷一般以铜的硫化物形态存在,主要是以砷黝铜矿(3Cu2S.As2S3)和硫砷铜矿(Cu3AsS4)存在。
含砷矿物在采选过程中基本不溶于水而赋存在铜精砂中。
在熔炼过程中,铜精砂中的砷由于高温绝大部分进入冶炼烟气中,并以As2O3的形态存在。
而冶炼烟气通过净化、干吸、转化的工艺流程制成硫酸。
制酸工艺采用一转一吸时,烟气中As2O3绝大部分进入制酸尾气中,经尾气处理系统进行处理和回收,使尾气达标排放。
但现有尾气处理工艺存在着处理费用高,且尾气排放难以达标的问题,所以冶炼烟气制酸企业大都通过技术改造尽可能采用两转两吸制酸工艺,使制酸尾气能够达标排放。
而烟气中的As2O3及其它杂质则进入定期抽出的污酸中,再对污酸进行处理,回收其有用金属。
分析一些企业的排出污酸中含砷量一般均达3~10g/L,特殊情况高达20g/L,并含其它有害杂质。
如贵冶和金隆铜业公司的污酸成分,见表1。
表1污酸成分及杂质含量g/L1.2污水冶炼企业的工业污水主要来源于电收尘冲洗、硫酸车间地面冲洗水和其它工况点被污染的生产水。
水量大,成分复杂,含有As、Cu、Pb、Zn、Cd等有害金属离子,需进行深度处理后才能达标排放。
有代表性的厂区工业污水成分见表2。
2 含砷污水的处理2.1高砷污酸的处理2.1.1处理原理化工企业在硫酸生产中排出污酸一般采用石灰乳多段中和即可达到予期效果,而铜冶炼企业硫酸生产中的污酸由于高砷杂质的存在,必须采用硫化法除砷及铜离子后,再进行中和法处理,才能使工业污水达标排放。
铜冶炼废酸硫化法除砷工艺的改进实践ZHANG Wen-qi;ZHU Xiao-gang;LI Xiao-heng;ZHANG Yan-ru【摘要】针对河南某铜冶炼厂废酸中砷含量波动大且除砷效果不理想的生产现状,通过用硫氢化钠代替硫化钠、在废酸原液槽上新增混合器、将硫化反应槽进液直管改为文丘里管等改进措施,较大程度上改善了除砷效果.改进后,除砷后的中性水中砷含量由< 1.0 mg/L降低至<0.5 mg/L,且废酸处理成本下降了30元/m3以上.【期刊名称】《有色冶金节能》【年(卷),期】2019(035)003【总页数】4页(P16-18,37)【关键词】铜冶炼;废酸;硫化法;除砷率【作者】ZHANG Wen-qi;ZHU Xiao-gang;LI Xiao-heng;ZHANG Yan-ru【作者单位】;;;【正文语种】中文【中图分类】TF811;TF803.120 前言铜冶炼企业在冶炼过程中产生的烟气通常含有二氧化硫、砷、铅、铋等杂质(其含量与冶炼工艺及原矿成分有很大关系),同时不同程度地夹带有矿粉,一般送入制酸系统生产工业硫酸。
该烟气虽然经过了静电收尘等除尘环节,但仍含有一定的杂质。
烟气在制酸系统中首先通过循环喷淋净化达到降温除尘的目的,净化洗涤液中含有可溶的砷、氟、氯等杂质元素,尤其是砷的含量一般都较高;同时还溶解有三氧化硫和部分二氧化硫,因此酸度一般都较高,故该定期外排的部分净化洗涤液称之为废酸。
废酸的处理过程就是去除其中的砷、铜、铅、锌、镉等重金属离子,尤其是砷。
酸废中砷以砷酸和亚砷酸形式存在,其浓度范围可从几千毫克每升到上万毫克每升,其中硫酸质量浓度在10~200 g/L。
废酸处理通常采用先除砷后中和的方式,以实现水的回用。
废酸除砷工业应用的方法主要有中和法、硫化- 中和法、中和- 铁盐共沉淀法等。
河南某铜冶炼厂废酸处理系统于2015年6月投入运行,采用硫化法除砷,烟气在净化洗涤后排出含重金属及砷等杂质的废酸,废酸经过处理后作为中性水回用。
【doc】硫化物沉淀法处理重金属废水的实践与发展硫化物沉淀法处理重金属废水的实践与发展城市环境与城市生态蜷3期1993年纠一赫耍关?词硫化物沉淀法处理重金属废水的实践与发展齐龙武(冶金部建筑研究总院)(北京有色盘属研究恩院) 7.基本氟理与特点.并简要介绍了硫化物{击的新发展. 孽废水|墼星裱讫扰凌l硫化柱沉淀法的基本原理与特点向废水中投加硫化钠或硫化氢等硫化物,使重金属离子与硫离子反应,生成难溶的金属硫化物沉淀的方法叫硫化物沉淀法.由于重金属离子与硫离子(S.]有很强的亲和力,能生成溶度积小的硫化物,周此,用硫化物除去废水中溶解性的重金属离子是一种有效的处理方法.根据金属硫化物溶度积的大小,其沉淀析出的次序为}Hg",Ag,As",Bi", C?'Pb",Cd",Sa",Zn",Co",Ni",Fe",Ma".排序在前的金属先生成硫化物,其硫化物的溶度积越小,处理也越容易. 表l几种金属硫化物的溶度积[1】盎属硫化物KspPkspMnSa5x10.lI12.6口FeS3.2×10.117.s0NiS3.2×10.I'18.50CoS4.0×10."2a.40ZnSL6×10一j'23.80SnS1.0×1025砧.00CdS7.,×10.2拍.10PbS8.0×10—2027.90CuS6.3x10—8635.2口}舒S1.口×18'45.1I口AgS6.3XlO一5049.2口HsS4.0xl0—5352.4a表1为几种金属硫化物的溶度积. 从表中可以看出,金属硫化物的溶度积比金属氢氧化物的溶度积小得多.因此,硫亿物处理法较中和沉淀法对废水中重金属离子的去除更为彻底.例如,用石灰中和法处理含镉废水,其 pH值应在1l左右才能使镉的溶解浓度最小, 采用碳酸钠处理时,在pH为9.5,1O可得良好的去除效果}采用硫化物沉淀法处理,当 pH为6.5时,可将原水0.5mg/L~1.0mg/L的韬减少到0.O08mg/L. 在酸性条件下,砷以阳离子形式存在. 当加入硫化物时,生成难溶的AsS沉淀. 某厂废水含砷121mg/L,锑(Sb)5.93 rag/L,硫酸3.9g/L.处理流程如图1所示. 高舟子絮凝瓤图l硫化浩除砷赢程在混合槽中向废水投加Na.S1.05g/L 搅拌反应10mia,然后进入沉淀池,投加高分子絮凝剂,以加速沉降分离.出水pH为1.4, 砷含量0.29mg/L,锑0.O~mg/L.处理lm. 废水药剂消耗为t工业硫化钠0.'/'skg,高分 =絮凝剂0.004kg.处理含汞废水需在弱碱性条件下进行. 通常向含汞废水中投加石灰乳和过量的硫化4?城市环境与城市生态1'昭晕钠,在pH为9,lO时,硫化钠与废水中的汞离子反应,生成难溶的硫化汞沉淀. 硫化汞沉淀的粒度很细,太部分悬浮于废水中,为加速硫化汞沉降,同时请豫残存于废水中过量硫离子,再适量投加硫酸亚铁, 生成硫化铁及氢氧化亚铁沉淀.硫化汞的溶度积为4×10.,硫化铁为 ..2×l0,故生成的沉淀主要为硫化汞和氢氧化亚铁一起沉淀,其处理流程如图2 所示.图2硫化法除泵流程沉渣某厂废水含汞0.6mg/L~2mg/L,用石灰乳调pH值至?后,投加3%硫化钠溶液,搅拌lOmin,投加6硫酸亚铁溶液,再搅拌 15mia,静止沉淀0.5h,上请液即可达到排放标准.沉渣含汞40%NS0%,经离心干燥后,送入焙烧炉焙烧,回收金属汞.焙烧后的汞渣含汞量可降至0.01.某矿山废水含汞为5mg/L,pH为4.5N 6.5,并含有亚铁离子.经投加石灰乳硫化钠处理后,排水含汞量为005g/L.每m.废水消耗石灰0.05kg,工业硫化钠0.05kg'~?. 日本某矿山排水量180m./d,pH为2.6, 含铜50mg/L,二价铁340mg/L,三价铁380 mg/L.采用石灰石一硫化钠一石灰乳组合处理流程,去除其它金属离子并回收铜.处理后的水质符合排放标准,尚可回收品位为 50%的硫化铜"其处理流程见图3所示. 图3硫化物沉淀法处理流程硫化镉的溶度积比氢氧化镉更小.为除去废水中镉离子,也可采用投加硫化物如 NaS,FeS,HS等使之生成硫化镉沉淀而分离.但硫化镉沉淀性能较差,一般还需进行凝聚和过滤处理.如果废水中氯化镍,氯化钠等含量较多时,则会产生复盐(四氯化镉).另外,在废水中存在较多硫离子的情况下,外排也是不妥,应添加铁盐,使过剩的硫离子以硫化铁形式沉淀下来.如经过滤处理,出水含镉量可达0.1mg/L以下.某厂采用硫化物处理混?电镀含镉废水,投药比CO,":NaS:l:lO(重量比). 投药藤通空气lOmin~15min,投加硫酸铝,通空气搅拌10min~lSmln, 200mg/L后再投加聚丙烯酰胺5mg/L,通空气6rain,经反应后流入沉淀池沉淀.上部清液外排,下部沉淀污泥送入压滤机脱水,所得镉渣可供进一步利用".其处理流程如图4所示. 4电镀台镉照水处理流俚硫化物沉淀法是除去废水中重金属离子晦3期城市环境与城市生态的有效方法.通常为保证重金属污染物的完全去除,就须加入过量的硫化钠,但常会生成硫化氢气体,易造成二次污染,妨碍并限制了该方法的广泛应用.2琉化相沉诧法的改进与发展为使重金属污染物从废水中分离出来, 而又不产生有害的硫化氢气体的二次污染, 为此可在需处理的废水中,有选择的加入硫化物和一种重金属离子.这种重金属离子与所加入硫化物形成新的硫化物,其离子平衡浓度比需去除的重金属污染物质的硫化物平衡浓度要高.由于加进去重金属硫化物比废水原含的重金属物质的硫化物更易溶解,所以废水原含的重金属离子就比添加的重金属离子先沉淀分离出来,同时也防止了有害的硫化氢和硫化物络台离子的产生.另外,在一定条件下,所加入的重金属又促使其它金属硫化物共沉淀,提高了废水外排的质量. 表l 是溶度积推算出来的几种重金属硫化物的平衡离子浓度.根据上述原理,表中较前每一种金属离子能用来清除表中后面的金属沉淀过程中的过量硫化物.对于大多数废水处理来说,希望采用一种相对无毒无害的重金属盐.这样,水处理后就可直接排入水质标准要求较高的水体. 表l中前几种重金属盐可优先考虑,因为它们可分离出的重金属离子比较多.锰盐能形成最易溶的硫化物,但常常优先考虑铁盐,因为铁盐一般比锰价格低廉.在废水中加入重金属盐,待溶解后再加入一种可溶性的硫化物,使各种金属离子沉淀下来.仔细操作这一处理过程,可以把表 l中后面的几种重金属离子有选择地分离出来,方法是使加入的硫化物刚够使最难溶污染物之硫化物形成沉淀.另外,为达到同样的目的,可以用一种重金属盐,这样的金属盐所生成的硫化物具有中等溶解度,该金属的硫化物比要分离的硫化物易溶,而比留在废水中的其他污染物的硫化物难溶.然而,通常是选择一种其硫化物比所有污染物质的硫化物更易溶的金属盐,并加入足量的硫离子,使所有溶解度较小的污染物以硫化物形式沉淀下来,以达到使废水中重金属污染物质大体都被分离出去的目的. 硫化物加入量一般推荐为废水中重金属离子浓度的2倍,l0倍.假定废水中重金属离子浓度为10mg/L,那末每升废水就要加入20mg~100mg的硫离子.加入废水中的重金属盐的量,通常调整到使大多数所加入的重金属,能以硫化物随原废水所含重金属的硫化物一起沉淀下来.这样,就提供了稍微过量的金属离子来防止产生游离的硫离子及其所带来的问题.在废水中金属污染物质与加入的重金属盐类共存的情况下,废水中污染物质的去除率甚至比理论上按其溶度积所预计的去除率还要高,这是由于废水中重金属物质与加入的重金属共沉淀作用.倒如,要从废水中除去汞,铜和镍而加入的重金属是铁,就可形成 FeS?HgS.FeS?CuS和FeS?NiS之类的混台金属硫化物的共沉淀.这些混合硫化物可使废水中汞,铜和镍的浓度比用单纯的硫化物来处理能达到浓度还低,净化效果更好. 此法对含铬废水的处理更有其特点. 因为传统的氢氧化物法须先把废水的pH值降到2,3左右,而后用一种如二氧化硫.亚硫酸盐或金属亚硫酸盐等把六价铬还原成三价铬,然后再把废水的pH值提高到8左右,形成氢氧化铬沉淀,这样至少需要二级处理流程.而该法可直接将pH为7:-'8的废水中铬分离出来.例如,某印刷电路制造业废水,其成份为Cu"100m~/L,Ni.7.7mglL,NH;475mg/L.用稀硫酸中和至pH为7.7,并搅拌5mia后沉淀lh,分析上清掖中含Cu 95.8m~/L,Ni"5.9m~/L.如果将中和后的废水加入一定量硫酸铁铵和硫化铺,搅拌与沉淀时问与上述中和法相同,经分析上清"城市环境与城市生态1993年液中含C11"1.8mg/L,Ni微量,而且在搅拌积沉淀时均无硫化氢气体逸出. 同样,取一定量的含Cr"4.8mg]L, zn"3.5mg]L废水,先甩酸调至pH为2,再加入Na:SO并搅拌,把六价铬转为三价铬, 而后再)~lI)x.NaOH,将还原后含铬废水的pH 值提高到8.O,沉淀1h后分析上清液中残存铬离子为0.05mg/L,锌离子2.Omg/L.如将上述废水接直词至pH为7.7,而后加入一定量的FeSO.和NatS,并搅拌lmill,沉淀 lh后取出上清液分析,其结果铬离子极微, 锌离子0.03mL,搅拌及沉淀期间未发现硫化氢气昧.上述结果觅表2.金属硫化物的溶度积比金属氢氧化物溶度积小得多,故前者比后者更为有效.与中和法(如石灰法)相比,具有渣量少,易脱水,沉淀金属品位高,有利于贵金属的回收利尉等优点.但生成的重金属硫化物非常细微,较难沉淀,故限制了硫化物沉淀法的广泛应用.但在有良好的沉淀设备条件下,其净化效果是显着的.寰z硫化物与中和沉淀法比较度承成份废水中残余重盘属离子浓度(皿编号(m)硫化物法中和沉淀法Ca:1001.895.8宴伪NIi'7.7檄5.9INH.473授微10.05O.B3l2.0参考文献1环昧工作者实用手册编写组,环保工作者实用手册,冶金工业出版社,l9862冶金工业部国外工业污巍资科编译蛆,冶金工业污染厦其防治,石油化学工业出板社,19753张芳西,含镉废水利用与处理,环境保护十年选编,环境保护杂志杜.1984THEPRACTICEANDTHE0RY0FMETH0DT0'TREATWASTEWATERCONTAININGHEAVYMETALIONSBYSULPHJDEPRECIPITAT10N.WallgSkaowell(TheCentralResearchInstituteo/Building&Construction 0,酿口MetallnrgicIndustryMinistry)QiLollgwu(TheGeneralResearchInstituteofNon—Ferrous0,Bei]in~)AbstraotTheprillcip~esandcharacteristcsofthemethodtotreatwastewatercoll~aillillgheavymetaliollsbySulphideprecipitatiollwereilltrodllcedill thispaper,illaddition,thellOveIdevelopmentofthismethodaswel1. KeywardsSa[phidepreclpitatloll,wasLewater,heaVYmetallolls 853}+6实佩?。
2013年第5期有色冶金废水处理中硫化沉淀法的应用研究王玉珠(吉林吉恩镍业股份有限公司132311)摘要:硫酸厂、冶金厂等工厂中排出的工业废水中含有包括砷、氟等大量对人体及生物有害的重金属污染物,这些工业废水如不经处理对环境有极大的危害。
随着企业规模的扩大,废水的生产量和处理难度也更大。
本文在介绍有色冶金废水处理办法的基础上,以吉恩镍业硫酸厂为例,对中和—硫化—混凝沉淀法在有色冶金废水处理中的应用进行了分析和探讨。
关键词:有色冶金;废水处理;砷氟;硫化沉淀法随着社会经济的发展,我国的有色金属冶炼、化工、化学制药等行业也都得到了迅速的发展,在利用冶炼烟气制酸的过程中,会产生大量的洗涤废水,这些废水中主要含砷、氟、镍等重金属污染物,其中砷有剧毒,会对人体及其生物体产生毒害作用,过量的氟也会对人的牙齿、骨骼、神经和生殖系统以及植物的新陈代谢、呼吸和光合作用造成一定的危害,这些工业废水如不经处理直接排入环境中,会给生态环境带来极大的破坏。
而随着社会对冶金、化工等行业要求的提高,有色冶金废水的生产量越来越大,废水处理的难度也更大,以往的废水处理法收不到较好的除污效果,因此,需要对其进行进一步的改进,以降低废水中氟、砷等重金属污染物的含量,使其达到排放标准。
一、废水状况以某硫酸厂为例,其污水主要来源是冶炼烟气制酸前的洗涤废水,含有砷、氟、镍等,且波动较大,平均含量砷3~4g/L、氟0.3~0.5g/L。
现有工艺是先采用硫化物沉淀法去除大部分砷,再利用石膏铁盐沉淀去除氟及砷,但此种方法的除污效果不够好,废水中砷、氟的处理往往很难达到《铜、镍、钴工业污染排放标准》(GB25467-2010)。
二、有色冶金废水处理方法目前有色冶金废水处理中主要使用的方法有化学沉淀、物理法和微生物法以及使用添加剂脱除废水中的重金属离子等,其中以化学沉淀法的应用最为广泛,最为常用的化学沉淀法有中和法、硫化法和铁氧体化法,物理法常用的有吸附法和离子浮选法,微生物处理法有活性污泥法、生物吸附、植物吸附等。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。