动作分析工业工程
- 格式:ppt
- 大小:1.51 MB
- 文档页数:71
MOD法在装配流水线平衡中的应用在日益激烈的巿场竞争下,每个汽车及零部件制造企业都致力于生产效率的不断提高。
如何优化流水线的生产能力,是我们工业工程人员研究的主要课题,而流水线的平衡便是达到这一目标的方法之一。
本文结合公司生产实际,应用IE(工业工程)工具——MOD法,对公司装配流水线的平衡问题进行了改进。
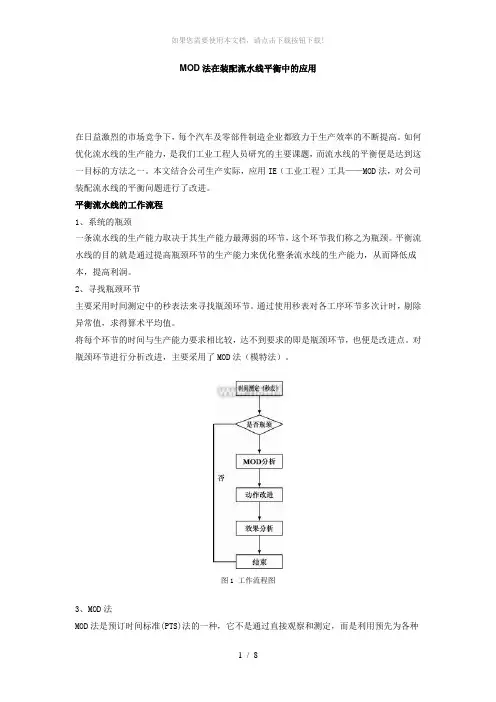
平衡流水线的工作流程1、系统的瓶颈一条流水线的生产能力取决于其生产能力最薄弱的环节,这个环节我们称之为瓶颈。
平衡流水线的目的就是通过提高瓶颈环节的生产能力来优化整条流水线的生产能力,从而降低成本,提高利润。
2、寻找瓶颈环节主要采用时间测定中的秒表法来寻找瓶颈环节。
通过使用秒表对各工序环节多次计时,剔除异常值,求得算术平均值。
将每个环节的时间与生产能力要求相比较,达不到要求的即是瓶颈环节,也便是改进点。
对瓶颈环节进行分析改进,主要采用了MOD法(模特法)。
图1 工作流程图3、MOD法MOD法是预订时间标准(PTS)法的一种,它不是通过直接观察和测定,而是利用预先为各种动作制定的标准时间来确定操作所需时间。
传统的PTS法的优点在于不受作业熟练度和评比者主观性的影响,相对客观公正,但是也较耗时。
MOD法则更为简练、易于掌握,适合实际生产操作。
基于人体工程学实验总结出来的MOD法其基本原理如下:(1)通过大量的试验研究,MOD法将生产实际中操作的动作归纳为21种。
(2)相同条件下,不同的人做同一动作所需时间值基本相等。
(3)使用身体不同部位动作时,其动作所用的时间值互成比例(如:手的动作是手指动作的2倍,小臂的动作是手指动作的3倍等)。
因此,根据手指一次动作时间单位的量值,可直接计算其他身体部位动作的时间值。
MOD法时间单位的设定,根据人的动作级次来确定。
以一个正常人的级次最低、速度最快、能量消耗最少的一次手指动作的时间消耗值,作为时间单位,即1 MOD=0.129 s。
同时,还可在运用中根据企业的实际情况,决定MOD的单位时间值大小。
经研究的结果如下,发现最适当的重量是每次铲起21磅,每天工作量最高可达35吨。
每铲铲起的重量38磅33磅21磅15磅每天工作量25吨30吨35吨28吨原则6:连续曲线运动比方向突变的直线运动更好拿一只铅笔在纸上,一上一下划下来。
详细分析这个动作内容可以发现,这个动作由2个阶段构成,即"移动,停止再改变方向'。
在此例中,科学家研究的结果显示约75至80%的时间来移动铅笔,15~25%的时间是用来改变手的方向。
换句话说此15~25%改变方向的时间是没有生产性的,进一步的研究再显示出连续性的曲线运动其工作效率比方向突变的直线运动来得较佳。
方向突变不但浪费时间而且也容易引起疲劳。
原则7:弹道式运动较轻快人体固定肌肉的动作部份可以划分成二组。
一组为控制向内收缩的肌肉,另一组为控制向外抛出的控制肌肉。
当二者平衡时,手则静止不动;当二者不平衡时,则产生动作出来。
例如:以食指及大姆指拿笔来写字的动作,就是上式固定式两组不同配合运用肌肉支动的最佳例子。
而弹道式运动是一个较快而且容易的运作方式,因为只运用了其中一组的肌肉动作方向。
弹道式运动只有在初期,要开始动作之时,可以加以控制。
一旦运动出去之后就无法予改变方向。
例如:挥动高尔夫球杆时,一旦击出之后,杆子必会顺势挥出,无法予以在中途(例如在肩部之高度)停顿下来。
弹道式运动只有在下列情形下才会停止下来。
反方向的肌肉制止力量。
碰到阻碍物。
运动的动量消失了,如高尔夫球杆挥至超越头项时,动量已消失了,自然就停顿下来了。
弹道式运动方式,效率较高,速度较快,较有力量较精确,而且不容易引起肌肉疼痛。
比固定式的运动方式较舒畅,木匠打钉子之动作就是一个很好的运用弹道式之动作方式。
此外,例如英文打字、弹钢琴、拉小提琴及运动选手之动作都是很好的例子。
原则8:降低动作注意力过程中产生迷惑或需要判断时,动作会有停顿、迟凝。
所以,要通过各种方法减少需要判断、迟疑的动作。
降低动作注意力例子:放置螺丝刀的固定位以喇叭形为佳;需要对准及嵌入时,以导向槽及机构装置减少对准的难度;测量时用固定规格及定位等手段,使测量工作减少脑力判断过程;利用声光等进行识别,减少注意力。
第1篇一、基础知识与概念理解1. 请简述工业工程(Industrial Engineering,简称IE)的定义及其在我国的发展历程。
解析:工业工程是一门应用科学,它运用系统的、科学的方法对生产、服务和管理等领域的流程、组织、人员、设备、物料等进行优化,以提高效率、降低成本、改善质量、提升顾客满意度。
在我国,工业工程的发展始于20世纪初,经历了从引进、消化、吸收到创新的过程。
2. 工业工程的主要研究对象有哪些?解析:工业工程的主要研究对象包括生产系统、服务系统、物流系统、信息系统、人力资源系统等。
具体包括生产计划与控制、作业研究、质量管理、供应链管理、人机工程、设施规划与物流等。
3. 请列举IE的七大手法。
解析:IE的七大手法包括:程序分析、动作分析、搬运分析、动作经济原则、作业测定、布置研究、生产线平衡。
4. 简述生产线平衡的概念及其作用。
解析:生产线平衡是指按照流动生产线的工程顺序,从生产目标算出作业周期时间,将作业分割或结合,使各个工位的工作负荷达到均匀,以提高生产效率的技法。
生产线平衡的作用是减少生产瓶颈,提高生产效率,降低在制品库存,缩短生产周期。
5. 请解释生产效率的概念。
解析:生产效率是指在单位时间内实际生产的合格品数量与标准产能的比值。
生产效率是衡量企业生产水平的重要指标。
二、应用案例分析1. 请结合实际案例,谈谈工业工程在生产过程中的应用。
解析:工业工程在生产过程中的应用非常广泛,以下列举几个案例:(1)某汽车制造厂通过应用工业工程技术,优化了生产线布局,减少了生产瓶颈,提高了生产效率。
(2)某食品加工企业通过引入先进的物料需求计划(MRP)系统,实现了生产计划的科学化、自动化,降低了库存成本。
(3)某电子企业通过优化生产流程,减少了生产过程中的浪费,提高了产品质量。
2. 请结合实际案例,谈谈工业工程在服务领域的应用。
解析:工业工程在服务领域的应用也非常广泛,以下列举几个案例:(1)某银行通过优化客户服务流程,缩短了客户等待时间,提高了客户满意度。
工业工程概论(I E)I n d u s t r i a l E n g i n e e r i n g古往今来,不知有多少先贤曾感叹过时光易逝,韶华难追。
懂得利用时间的人觉得时间很宝贵,一分一秒都不让他白过。
不懂得利用时间的人觉得时间很无情,总在时间消逝之后来追悔自己碌碌无为。
对于追求投资回报的企业来说,“时间就是金钱,”这句话真是至理名言啊,不同的人利用时间的能力有高有低,不同的企业利用的时间也参差不齐,这也是企业成败的一大关键呀!在同样的时间里,谁的产出多,谁的效率就高,谁占有竞争优势,这是毋庸置疑的。
许多企业都知道要提高效率,却总是以定性的方法来进行,结果许多时间在不知不觉中浪费掉了却不感到可惜。
须知,效率是以时间为基准来衡量的。
对时间和产出进行定量的分析才是提高效率的堂堂正正之道。
目录第一章:I E概述第二章:动作分析简介第三章:沙布利克分析与作业改善第四章:动作经济原则第五章:动作分析改善实例第六章:工程分析概述第七章:制品工程分析第八章:作业者工程分析第九章:联合工程分析第十章:事务工程分析第十一章:时间分析概述第十二章:标准时间与生产平衡分析第一章I E概述一、IE的开始IE是英文Industrial Engineering的简称,直译为工业工程,是以人、物料、设备、能源和住处组成的集成系统为主要研究对象,综合应用工程技术、管理科学和社会科学的理论与方法等知识,对其进行规划、设计、管理、改进和创新等活动,使其达到降低成本,提高质量和效益的目的的一项活动。
简单地说,IE是改善效率、成本、品质的方法科学。
一般认为泰勒(Frederick W.Taylor 1856~1915)和吉尔布雷斯(Frank B.Gilbreth 1868~1924)是IE的开山鼻祖。
十九世纪八十年代,泰勒和吉尔布雷斯分别通过自己的实践,仔细观察工人的作业方式,再寻找效率最高的作业方法,并且设定标准时间进行效率评估。


工业工程基础之动作经济原则与现场改善一、动作经济原则在工业工程中,动作经济原则是指通过优化动作的方式,提高生产效率和工作质量的原则。
具体来说,动作经济原则是通过减少不必要的动作、优化动作顺序、改善动作方式等方式来实现的。
1. 减少不必要的动作减少不必要的动作是提高工作效率的关键。
人们在工作中常常会有一些不必要的动作,比如多次重复拿放物品、走动次数多等。
通过观察工作过程,并进行分析,可以找出这些不必要的动作,并采取措施进行改进和优化。
例如,在生产线上,工人在拧紧螺丝时,可以通过优化工作台的设计,将螺丝和螺丝刀一起放置在工人手边,减少工人来回拿取螺丝的动作,从而提高工作效率。
2. 优化动作顺序优化动作顺序是指通过调整工作过程中的动作顺序,使得工作更加高效、流畅。
在分析工作过程时,可以根据动作的复杂程度、频次等因素,合理地安排动作的顺序。
举个例子,假设一个仓库的工作人员需要将货物从货架上取下,然后放到运输车上。
如果工作人员先取货、再放货,反复来回多次,那么工作效率就会很低。
而如果将取货和放货这两个动作安排在一起进行,可以减少走动的次数,提高工作效率。
3. 改善动作方式改善动作方式是指通过调整人体姿势、动作方式等方面来提高工作效率和工作质量。
如果工作人员的姿势不合理或动作方式不当,容易导致身体不适、疲劳和错误操作,影响工作效率和工作质量。
比如,在长时间的坐姿工作中,应该保持正确的坐姿姿势,避免驼背或过度弯腰。
同时,使用适合的工作工具、设备,能够减少不必要的力气消耗,提高工作效率。
二、现场改善现场改善是指在工作现场针对存在的问题进行改进和优化,以提高工作效率、减少浪费和改进工作质量。
1. 现场观察现场观察是进行现场改善的前提和基础。
只有通过观察工作现场,了解问题的具体情况,才能有针对性地进行改进措施。
在进行现场观察时,应该充分利用目测、录像、计时等方法,对工作现场进行全面而系统的观察。
通过观察,可以发现一些潜在的问题和浪费,为后续的改进工作提供有力的依据。
工业工程里的MTM教学提纲
一、引言
1.1引言的目的和意义
1.2MTM的概述和发展历程
1.3MTM在工业工程中的应用领域
二、MTM的基本原理
2.1动作及其分类
2.2动作分析的重要性
2.3MTM的四个基本原则
三、MTM的分类体系
3.1MTM-1的特点和应用
3.2MTM-2的特点和应用
3.3MTM-3的特点和应用
3.4MTM-4的特点和应用
四、MTM的应用技术
4.1动作分析流程和方法
4.2动作分析工具和软件的使用
4.3MTM在工业工程中的应用案例
五、MTM的误差评价和改善
5.2MTM误差评价的方法和指标
5.3MTM误差改善的方法和技术
六、MTM与其他工程技术的关系
6.1MTM与人机工程学的关系
6.2MTM与工时测定的关系
6.3MTM与生产准备的关系
七、MTM在工业工程中的实践
7.1MTM的成功案例
7.2MTM的应用前景和发展趋势
八、结语
8.1知识总结
8.2学习收获和感悟
8.3对MTM教学的展望
以上是一个关于工业工程中MTM教学提纲的例子,提纲可以根据实际
需要进行调整和修改。
通过这样的提纲,可以系统地介绍MTM的基本原理、分类体系、应用技术、误差评价和改善等内容,帮助学生全面了解和掌握MTM在工业工程中的应用。
同时,可以通过案例分析和实践活动,帮助学
生深入理解和应用MTM,培养解决实际问题的能力,并展望MTM教学的未
来发展方向。
山东建筑大学基础工业工程实验报告实验日期:2016.11.15 班级:工业142实验者:20140214064 侯兆伟同组者:孙跃峰实验项目名称:动作研究和模特分析法一、实验目的1.用模特法制定装配零件的标准时间。
2.掌握细微动作研究的原理与方法;3.学会用动作经济原则改善动作。
二、实验仪器、设备及材料1.零件(如图)2.一字形螺丝刀3.改进后的双手操作分析图4.MOD分析表三、实验原理1.动作分析的意义与目的动作分析在方法研究中属于第三层次,它是在程序分析、操作分析的基础上,研究人体的各种操作的细微动作,发现操作者无效的和不经济的动作,寻求省力、省时、安全和最经济的动作,使操作更加简便有效,减少工作疲劳,降低劳动强度,提高工作效率。
2.十八个基本动素(详见下表)3.模特法是预定动作标准法的一种,是作业测定的一种新的技术。
运用模特法,无须经过现场测时,只要根据工作物蓝图、工作地布置图和操纵方法,就能预先计算出完成一项工作所需要的正常时间。
模特法根据人体工程学和疲劳研究的结果,以人的最低能耗工作的时间消耗为动作的时间单位,因为动作速度太快会造成人的能量消耗过高,易引起疲劳;动作速度太慢,能量消耗也会增加,也容易引起疲劳。
速度与能量的关系是,当速度增加1%时,能量也会随之增加约1%;速度下降到某一临界点后再减速1%时,则能耗反而增加0.5%。
模特法把能耗最低的速度作为动作为动作时间单元,使操作者的劳动紧张程度适当,因而使劳动者保持充沛的精力。
模特法把人的动作与时间融为一体,只要知道是什么动作,就可以知道动作所需的正常时间。
四、实验步骤及实验数据本实验1人1组。
研究内容仍然是油泵装配工作,根据“动作研究实验”所确定的标准操作法,分析油泵装配过程中每一个动作的模特表达式,并记录在MOD分析表中(如下表)。
左手动作动素符号MOD 分析式MOD 值综合分析式MOD 值MOD 分析式动素符号右手动作伸手至G 并抓取移至胸前定位伸手至H 并抓取移至胸前定位持住M3G1 4 M3G1 4 M3G1M3P0E2 5 M3P0E2 5 M3P0E2BD 0 M2P0 2 M2P0装配装配伸手至A1并抓取移至胸前定位BD 0 M3P0E2 5 M3P0E2BD 0 M2P0 2 M2P0BD 0 M3P0E2 5 M3P0E2BD 0 M2P2 4 M2P2伸手至B1并抓取BD 0 M2P0 4 M2P2持住装配装配伸手至A2并抓取移至胸前定位伸手至B2并抓取 M2P0 2 M2P0 0 BDM3P0E2 5 M3P0E2 0 BDM2P2 4 M2P2 0 BDM2P0 2 M2P0 0 BDM3P0E2 5 M3P0E2 0 BDM2P2 4 M2P2 0 BD移至胸前定位移至胸前定位BD 0 M2P0 2 M2P0装配伸手至C 并抓取移至胸前定位BD 0 M3P0E2 5 M3P0E2BD 0 M2P0 2 M2P0BD 0 M3P0E2 5 M3P0E2伸手至I 并抓取 BD 0 M2P0 4 M2P2移至胸前定位左手动作动素符号MOD 分析式MOD 值综合分析式MOD 值MOD 分析式动素符号右手动作持住BD 0 M2P0 2 M2P0装配装配伸手至D 并抓取移至胸前定位BD 0 M3P0E2 5 M3P0E2BD 0 M2P0 2 M2P0BD 0 M3P0E2 5 M3P0E2BD 0 M2P2 4 M2P2伸手至B3并抓取BD 0 M2P0 4 M2P2持住伸手至E 并抓取移至胸前定位伸手至F 并抓取 M2P0 2 M2P0 0 BDM3P0E2 5 M3P0E2 0 BDM2P0 2 M2P0 0 BDM3P0E2 5 M3P0E2 0 BD移至胸前定位移至胸前定位BD 0 M2P0 2 M2P0装配伸手至A3并抓取移至胸前定位BD 0 M3P0E2 5 M3P0E2BD 0 M2P0 2 M2P0BD 0 M3P0E2 5 M3P0E2伸手至B4并抓取 BD 0 M2P0 4 M2P2移至胸前定位持住装配BD 0 M2P2 4 M2P2持住伸手至A4并抓取移至胸前定位伸手至B5并抓取 M2P0 2 M2P0 0 BDM3P0E2 5 M3P0E2 0 BDM2P0 2 M2P0 0 BDM3P0E2 5 M3P0E2 0 BD移至胸前定位左手动作动素符号MOD 分析式MOD 值综合分析式MOD 值MOD 分析式动素符号右手动作装配M2P2 4 M2P2 0 BD 持住持住BD 0 M2P0 2 M2P0装配伸手至J 并抓取移至胸前定位 BD 0 M3P0E2 5 M3P0E2BD 0 M2P0 2 M2P0BD 0 M3P0E2 5 M3P0E2BD 0 M2P2 4 M2P2伸手至A5并抓取移至胸前定位 BD 0 M2P0 2 M2P0BD 0 M3P0E2 5 M3P0E2伸手至B6并抓取移至胸前定位具体步骤:1. 明确此零件装配的标准作业方法。