环形抛光中频误差的计算模拟
- 格式:pdf
- 大小:533.03 KB
- 文档页数:4
第25卷第12期 2013年12月
强 激 光 与 粒 子 束
HIGH POWER LASER AND PARTICI E BEAMS Vo1.25,NO.12
Dec.,2013
文章编号: 1001—4322(2013)12—3307—04 环形抛光中频误差的计算模拟
谢 磊, 张云帆, 游云峰, 马 平, 刘义彬, 鄢定尧 (成都精密光学工程研究中心,成都610041) 摘要:通过建立环形抛光的去除模型,从理论上分析了转速比、槽形、元件摆动对于抛光结果的影响, 并分析了中频误差产生的原因。模拟结果表明:转速比的差异会产生较大的低频误差,而中频误差会随着低频 误差的降低而降低;槽形是中频误差的主要来源,复杂的非对称不规律槽形使抛光路径复杂化,降低中频误差; 同时元件的小幅度摆动能够使抛光更加均匀,减小定心式抛光造成的元件表面规则状纹路结构,从而有效减小 元件的中频误差。 关键词: 环形抛光; 中频误差;模拟; 转速比; 槽形 中图分类号:TG701 文献标志码: A doi:10.3788/HPLPB20132512.3307
随着强光光学的发展以及巨型高功率固体激光系统的建立,对于光学元件的要求越来越高,传统的波前指 标如波前峰谷值(PV)、波前梯度(GRMS)、表面粗糙度(R。)等已不能满足波前全频段的控制需求,需要得到大 口径光学元件的中频信息并加以控制。较大的中频误差会导致激光光束的高频调制和非线性增益,进而造成 光学元件损坏和光束的可聚焦功率降低口]。同时,中频段误差产生的小角度散射会极大降低光学系统的分辨 力,因此,光学元件表面中频段的信息引起了越来越多的关注。目前,光学元件中频误差的研究多集中于检测 理论 及检测手段 上,极少涉及光学元件的抛光加工阶段。而加工阶段,特别是抛光过程中造成的中频误 差不可能通过检测手段的提高加以改善。因此,如何在抛光阶段控制光学元件的中频误差是提高元件质量的 关键。作为全口径加工方式的环形抛光是大口径光学元件的主要加工技术,承担着修正元件面形与得到较好 表面质量的任务。国内外对环形抛光的去除量[6 与工艺实验 的研究较多,但对于环形抛光的中频误差的研 究较少。本文对环形抛光中频误差进行了计算模拟,建立了基于中频误差分析的环形抛光加工模型,并进一步 探索了加工参数与元件中频误差的关系。
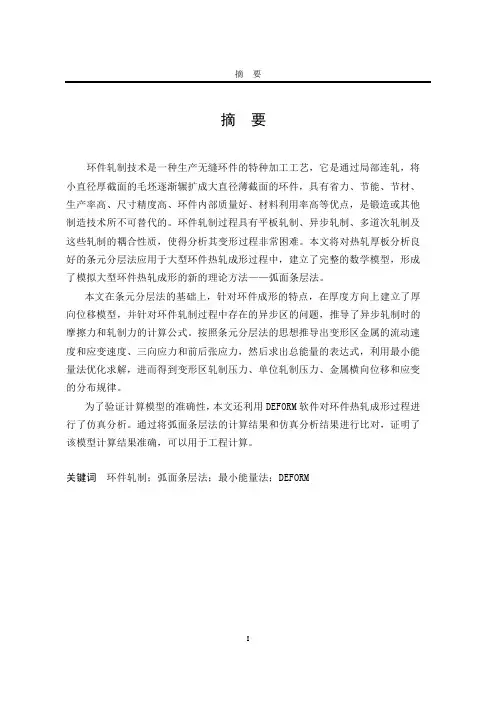
1 模型建立 环形抛光能够加工出精度较高的平面类光学元件,本文在Pres— ton方程的基础上,建立了环形抛光中频误差分析模型。环形抛光的 影响因素众多,温湿度、转速比、压力等都会对环形抛光过程产生影 响,为了建立分析环形抛光的中频误差的模型,做出如下假设:(1)抛 光盘与元件完全接触,吻合得很好;(2)材料的去除作用只是机械去除 作用;(3)压强、温度、湿度等不随时间变化;(4)Preston方程中比例系 数尼为常数。 建立抛光盘与工件的运动学模型如图1所示。通过运动分析,工 件上任意一点A在抛光过程中的运动轨迹方程为 —ecos( 2£)一rcos( 1t一 2 )+ o (1) y—esin(w2f)一rsin( ̄o1t一 2 )+ o (2)
J . —\/lapping“
/\
,
,9 e,一kp —/
Fig.1 Sketch showing kinematics of lapping tool and workpiece 图1 抛光盘与1二件运动学模型
式中:.27,.y为元件一点的z, 坐标;e为原件回转中心到抛光盘回转中心的距离; 为元件的角速度, 为抛 光盘的角速度,而通常元件及抛光盘的转速用每分钟转动的圈数表示,即 一2 rrn ;cU。一27rn。, 为元件的转 速, z为抛光盘的转速; 为元件上一点的初始角度;t为加工时间。根据式(1),(2)可以得到元件上一点在 丁时间内运动的距离z(r)为
f(r)一 d (3)
*收稿日期:2013一O7—22; 修订日期:2013-08—25 基金项目:国家高技术发展计划项目 作者简介:谢磊(1985 ),男,硕士,从事光学加工工艺研究;humanx30@163.coln。 强 激 光 与 粒 子 柬 第25卷 目前研究基于的Preston方程为 dh/dt—kpv—kp[dl(r)/dt] (4) 式中:dh/dt代表抛光效率即单位时间内的去除量;k为Preston常数,由速度和压力以外的其他因素所决定, 与被抛光材料、抛光模层材料、抛光粉种类和粒度、抛光液浓度和pH值、抛光温度等参数都有关系; 为元件 上某一点的瞬时压力; 为元件上某一点相对与抛光盘的速度;l(r)为总运动距离。根据Preston方程,抛光效 率可以描述成一个线性方程:单位时间内材料的去除量与抛光点的压力、抛光盘和工件的相对速度以及抛光比 例常数成正比。式(4)积分可得元件上一点的在T时间的磨削量
)一 ud£ (5) 根据模型建立的假设,忌,P都为常数,因此式(5)可以简化为 ^(r)==kp I vdt—kpl(r) (6) 即元件上一点的磨削量与元件的运动距离成正比。实际上用于加工的抛光盘上都会刻划出沟槽状的结构。这 些沟槽状结构不仅能够储存抛光液,还有利于抛光盘的流动变形。在模拟中需要考虑沟槽对于加工结果的影 响,元件在槽中时没有受到磨削作用,因此元件实际去除距离应该是总运动距离z(r)减去位于沟槽中的距离l。 (r),从而得到元件的实际去除距离£ (r),即 Z (r)一l(r)——Z (r) (7) 因此,研究不同时间、不同转速、不同偏心距等因素和元件表面所有点的运动距离的关系就能得到元件表 面的去除量,从而得到元件面形的模拟加工结果。 对于元件的中频误差,通常采用功率谱密度进行描述。美国劳伦斯利弗莫尔国家实验室(LI NI )为适应 设计制造美国国家点火装置(NIF)的需要,建立了功率谱密度(PSD)评价原则来评价光学元件的中频段误 差 。中频误差(,)的频率范围是0.03 mm <厂<8.3 mm一,称为波纹度,误差主要是由加工过程引入。 对于光学元件表面形貌的中频误差分析,就是将表面的图像做二维傅里叶变换,即
U(v , )一l I “( , )eiZ ̄( dzdy (8) 将傅里叶变换的结果用功率的密度形式表示出来 PSD( )= (9) 其中对于中频误差段0.03 m12fl_1<厂<8.3 mu1,Y-N分为两部分,波纹度1(PSD1)(O.03 mm < d0.4 mm )和波纹度2(PSD2)(0.4 mm <f<8.3 mm ),PSD1及PSD2就是PSD函数在其对应频段的积分, 用均方跟值表示为
一 ㈤ 中频误差的评价可以通过在PSD1频段内带通滤波得到的残差进行分析。对于环形抛光模拟加工的结果 做PSD分析就能够得到环形抛光的中频误差。
2模拟结果及分析 2.1 工件与抛光盘转速比对中频误差的影响 根据式(1),(2),(3),(5),选取一组工艺参数,P一50 cm,r一30 cm, z一0.5 r/rain,t一60 min,计算了元件 在不同转速比下的运动轨迹,如图2所示。 一632.8 niil时,元件的模拟加工结果如图3所示。 从图2中可以看出,当元件与抛光盘的转速比叫 / 一1时,工件上每一点的轨迹都将简化为一个圆,此时 轨迹的重复性太强,即每一点只在抛光盘面的特定位置进行抛光,容易形成明显的抛光轨迹,对抛光不利。而 当转速比 /叫 一1.25时,式(1)与式(2)中转速差的三角函数项无法消掉,使轨迹趋于复杂,有利于抑制象散。 图3(a)为透射元件的模拟加工的结果,图3(b)为反射元件的模拟加工结果,从图2和图3可以看出,无论反射 元件还是透射元件的模拟结果,都为光滑的曲面,没有细微的纹路结构。此时产生的中频误差主要是由于波前 峰谷值(PV)较大造成的,在实际加工中通过控制元件的面形即可有效减小元件的中频误差。因此,在抛光中 应该将转速比设置为不等于1。使抛光轨迹复杂,并通过其他参数的调整以降低元件的PV值,从而加T出高 精度的元件。 3310 强 激 光 与 粒 子 束 第25卷 果都变得平滑。在环形抛光中,元件往复摆动,并合理设置摆动参数,能够使元件的加工轨迹更加复杂,更加有 效地抑制由于定偏心加工所造成的周期性纹路结构,从而更加有效降低元件的中频误差。
3 结 论 本文根据中频误差分析的理论,建立了环形抛光的去除模型,并分析了转速比、槽形、元件摆动等参数对元 件中频误差的影响。模拟结果表明:转速比为1时,元件运动轨迹简化为一个圆,轨迹重复性太强,容易形成明 显的抛光痕迹,造成较大的中频误差;当转速比不为1时,元件运动轨迹复杂。没有明显的抛光轨迹,通过控制 元件的面形即可以有效减小元件的中频误差。抛光盘的槽形会影响元件上一点的实际运动距离,从而造成元 件上不同点的去除量的差异,得到与槽形相关的面形模拟结果。因此,槽形造成的元件面形差异是环形抛光中 频误差的主要因素。模拟结果显示,选取放射线形槽与非对称不规律的槽形对降低元件的中频误差是直接有 效的。增加元件在转动过程中的小幅度摆动,并合理设置摆动参数,能够使元件的加工轨迹更加复杂,有效抑 制由于定偏心加工所造成的周期性纹路结构,从而更加有效降低元件的中频误差。
参考文献: [1]Lawson J K,Wolfe C R,Manes K R,et a1.Specification of optical components using the power spectral density function[c]//Proceedings of SPIE.1995,2536:38—5O. [2]Elson J,Bennett J.Calcu Lation of the power spectral density froin surface profile data ̄j].Applied Optics,1 995,34(1):201-208. [3]程晓锋,郑万国,蒋晓东,等.用功率谱密度坍陷评价光学元件波前中频误差特性[J].强激光与粒子束,2005,17(10):1465—1468.(Chen Xiaofeng,Zheng Wanguo,Jiang Xiaodong,et a1.Evaluating intermediate frequency error property of wavefront of optical components with PSD collapse.High Power Laser and Particle 1 ̄eaIn s,2005,17(10):1465—1468) [4]许乔,顾元元,柴林,等.大口径光学元件波前功率谱密度检测ⅢJ].光学学报。2001,21(3):344—347.(Xu Qiao,Gu Yuanyuan,Chai Lin,et a1.Measurement of wavefront power spectral density of large optical components.Acta Optica Sinica,2001,21(3):344—347) [5]陈伟,姚汉民,伍凡,等.用于圆形LI径光学元件的功率谱密度检测[J].红外与激光工程,2006,35(s2):97 100.(Chen Wei,Yao Hanmin, Wu Fan.et a1.Power spectral density measurement for circular optical surfaces.Infrared and laser engineering,2006,35(s2):97—100) [6] 杨炜,郭隐彪,许乔,等.超精抛光中边缘效应对材料去除量的影响[J].强激光与粒子束,2008,20(10):1654—1657.(Yan Wei,Guo Yinbi ao,Xu Qiao,et a1.Edge effects on material removal amount in ultra precise polishing process.High Power Laser and Particle Beam s, 2008,20(10):1654—1657) [7]曹冲,冯国英,杨李茗,等.影响超精密环抛相对磨削量因素的计‘算模拟[J].光电工程,2004,31(4):67—71.(Cao Chong.Feng Guoying, Yang Liming,et a1.Calculation and simulation for the factors affecting relative grinding removal in ultra—precision continuous polishing.Op to-Electronic Engineering,2004,31(4):67—71) r8]Suratwala T,Feit M,Steek W.Material removal and surface figure during pad polishing of fused silica[J].Journal of American Ceramic