MIC厌氧反应器的介绍
- 格式:ppt
- 大小:6.88 MB
- 文档页数:21
详解IC厌氧反应器工作原理及优势IC厌氧反应器是一种高效的生物处理设备,适用于处理有机废水和有机固体废物。
它基于厌氧微生物的代谢过程,通过在无氧条件下,利用甲烷产生微生物降解有机物质的能力。
IC厌氧反应器的工作原理可以分为以下几个步骤:1.进水:将待处理的有机废水或固体废物进入反应器内部。
在进水前,通常需要进行预处理,去除悬浮物、沉淀物以及可能对微生物有抑制作用的物质。
2.厌氧反应:厌氧微生物在无氧条件下将有机物质分解为含有能量的中间产物。
这些中间产物主要包括乙酸、氢气、甲酸和乙醇等。
3.淘汰:在乳酸菌发酵期,乳酸菌主要是通过乳酸维持酸度,而乳酸酸度较低时,不少乳酸菌有被干丘菌竞争代谢或抑制的趋势。
适当控制乳酸菌的繁殖就是一重要的环节.4.转化:部分中间产物通过异好氧微生物转化为甲烷气体和二氧化碳。
这些微生物主要是甲烷菌,它们具有氨氮转化为甲烷的能力。
这种转化过程称为甲烷化作用。
5.排出:产生的甲烷气体和二氧化碳会从反应器中排出,并可以用作能源源,如发电或直接供暖等。
IC厌氧反应器相比传统的厌氧处理技术有以下优势:1.高效稳定:IC厌氧反应器可以提供较高的废物处理效率,可以稳定地将有机物质转化为甲烷气体和二氧化碳。
与传统的厌氧处理技术相比,其效率更高,能耗更低。
2.灵活性:IC厌氧反应器可以处理不同种类和浓度的有机废物。
不同于传统厌氧池只能处理废水,IC厌氧反应器可以同时处理废水和有机固体废物,增加了处理的灵活性和范围。
3.减少气味:IC厌氧反应器通过在无氧条件下处理有机废物,有效减少了废物的气味和污染。
4.能源回收:IC厌氧反应器产生的甲烷气体可以用作能源,如发电或直接供暖等。
这种能源回收可以减少能源消耗,节约成本。
5.有机固体资源化:IC厌氧反应器能够将有机固体废物转化为有价值的甲烷气体和二氧化碳,实现资源化利用,减少废物排放。
总之,IC厌氧反应器通过利用厌氧微生物的代谢过程,将有机废物转化为甲烷气体和二氧化碳,实现了高效、稳定的废物处理。
内循环厌氧反应器的运行特性(1)以实验室规模的内循环厌氧反应器(IC)为研究对象,考察了其运行状况和影响运行的特征参数。
试验结果表明:当进水容积负荷为24.9~37.52kgCOD/(m3·d)时对COD的去除率达83.2%~92.8%,其中Ⅰ室的去除率为60%~70%,Ⅱ室的去除率为20%~30%;进水的上升流速高(2.65~4.35m/h)有利于反应器的稳定运行;在较高的容积负荷[35.0kgCOD/(m3·d)]、进水pH值为8.5时反应器具有最大的COD去除率。
关键词:IC反应器中温运行特性内循环厌氧反应器(Internal Circulation,简称IC)是在UASB反应器基础上开发出的第三代超高效厌氧反应器,其特征是在反应器中装有两级三相分离器,反应器下半部分可在极高的负荷条件下运行。
整个反应器的有机负荷和水力负荷也较高,并可实现液体内部的无动力循环,从而克服了UASB反应器在较高的上升流速度下颗粒污泥易流失的不足[1~3]。
笔者在实验室对小型IC反应器(25 L)进行了系统研究,主考察了反应器在中温条件下的运行特性及其影响因素,验证了IC反应器在UASB基础上的结构改进对处理效能的促进作用。
1 试验装置和方法1.1 试验装置IC反应器为有机玻璃制成,有效容积为25L,反应器总高度为1500mm,沿柱高设置多个取样孔。
将反应器安装在恒温箱内,用WMZK-01温控仪和热源构成自动温控系统,将温度控制在(35±1)℃。
工艺流程见图1。
试验配水首先进入Ⅰ室被降解,产生的沼气由Ⅰ室的集气罩收集,大量沼气携带Ⅰ室的泥水混合液沿着提升管上升至反应器顶部的气液分离器,沼气在此处逸出反应器,而泥水混合液则沿下降管返回到Ⅰ室的底部。
Ⅰ室出水自动进入Ⅱ室继续处理,随后经Ⅱ室的三相分离器排出反应器外。
1.2 试验用水采用人工合成的葡萄糖废水,并加入适量微量元素(见表1)。
1.3 接种污泥接种污泥采用无锡狮王太湖水啤酒有限公司UASB反应器中的颗粒污泥,污泥的TSS为72.2g/L,VSS为56.6g/L。
MIC反应器-卡鲁塞尔氧化沟处理酒精废水刘锋;蒋文化;徐富;蒋京东;马三剑【期刊名称】《工业用水与废水》【年(卷),期】2007(38)5【摘要】介绍了采用清液发酵法生产酒精的工艺和废水排放情况,针对酒精废水的COD高、温度高、SS高、pH值低的特点,采用MIC反应器-卡鲁塞尔氧化沟为主的工艺处理酒精废水,并讨论了工艺流程和主要设计参数.在进水COD的质量浓度为35~40 g/L时,一级MIC有机负荷可达15 kg[COD]/(m3·d),水力停留时间为2d,COD去除率为88%以上,氧化沟有机负荷为0.6 kg[COD]/(m3·d),COD去除率为93%以上,最终出水的COD去除率为99.7%,达到《污水综合排放标准》(GB 8978-1996)的二级要求.厌氧所产生沼气的回收价值抵去整个系统运行费用,每年可盈余1 300余万元.【总页数】4页(P104-107)【作者】刘锋;蒋文化;徐富;蒋京东;马三剑【作者单位】苏州科技学院,环保应用技术研究所,江苏,苏州,215011;苏州爱普特环保设计咨询有限公司,江苏,苏州,215156;苏州爱普特环保设计咨询有限公司,江苏,苏州,215156;苏州科技学院,环保应用技术研究所,江苏,苏州,215011;苏州科技学院,环保应用技术研究所,江苏,苏州,215011【正文语种】中文【中图分类】X797.031【相关文献】1.卡鲁塞尔氧化沟、浅层气浮技术及其在木浆废水处理中的应用 [J], 胡光勇2.卡鲁塞尔氧化沟工艺的污水处理性能研究 [J], 吴王根3.污水处理厂巴登福/卡鲁塞尔氧化沟工艺运行分析--以昆明市第一污水处理厂为例 [J], 郭丽珍4.影响昆明某污水处理厂卡鲁塞尔氧化沟脱氮的原因分析 [J], 刘秀兵5.卡鲁塞尔氧化沟反应器三维流场体视PIV测量 [J], 许丹宇;张代钧;陈钊;杨胜发;张天因版权原因,仅展示原文概要,查看原文内容请购买。
酒精废水处理高效厌氧技术——MIC反应器
徐富;吴建华;刘锋;蒋京东;马三剑
【期刊名称】《酿酒科技》
【年(卷),期】2006(000)010
【摘要】针对酒精废水的COD高、温度高、SS高、pH低特点,对酒精废水中的蛋白质提取DDG饲料后,采用中温MIC厌氧反应器和卡鲁塞尔氧化沟的两级厌氧和两级好氧工艺处理高浓酒精废水,结果表明,MIC反应器在厌氧温度控制在35~39℃,pH为4~5,有机负荷为15kgCOD/m3·d时,COD去除率达88%以上,MIC 反应器运行稳定,出水可达到国家二级排放标准.
【总页数】4页(P104-107)
【作者】徐富;吴建华;刘锋;蒋京东;马三剑
【作者单位】苏州科技学院环保应用技术研究所,江苏,苏州,215011;苏州科技学院环保应用技术研究所,江苏,苏州,215011;苏州科技学院环保应用技术研究所,江苏,苏州,215011;苏州科技学院环保应用技术研究所,江苏,苏州,215011;苏州科技学院环保应用技术研究所,江苏,苏州,215011
【正文语种】中文
【中图分类】X7
【相关文献】
1.厌氧内循环反应器(IC反应器)在造纸废水处理中的应用 [J], 李琛;从善畅;郝磊磊
2.一种新型的厌氧处理技术——UOBF上流式外循环厌氧复合污泥反应器 [J], 彭
吉成
3.厌氧(UASB)+好氧(接触氧化)在高浓度酒精废水处理中的应用 [J], 蓝炳杰
4.无动力高效组合式厌氧生物膜反应器技术在杭州农村生活污水治理中的应用 [J], 虞益江;魏国庆;陈铬铭
5.厌氧电化学膜生物反应器以及废水处理方法 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
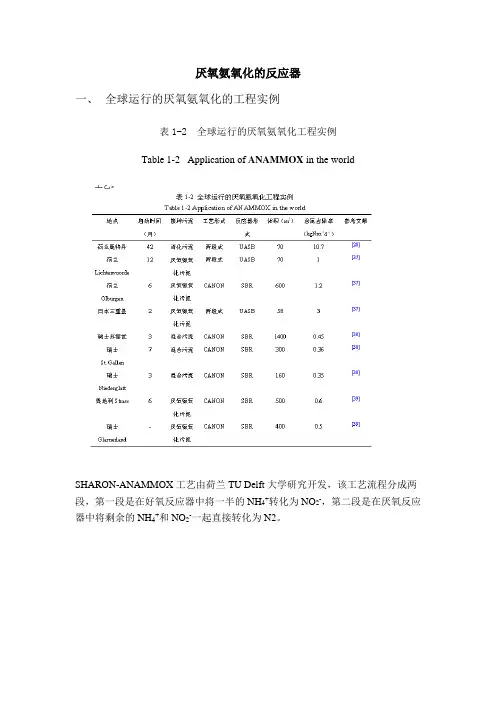
厌氧氨氧化的反应器一、全球运行的厌氧氨氧化的工程实例表1-2 全球运行的厌氧氨氧化工程实例Table 1-2 Application of ANAMMOX in the worldSHARON-ANAMMOX工艺由荷兰TU Delft大学研究开发,该工艺流程分成两段,第一段是在好氧反应器中将一半的NH4+转化为NO2-,第二段是在厌氧反应器中将剩余的NH4+和NO2-一起直接转化为N2。
图1-7短程硝化与厌氧氨氧化结合工艺流程Figure1-7The combined SHARON-ANAMMOX process 二、SHARON-ANNOMMOX工艺反应器资料AN A MM OX的生化反应式为:因此AN A MM OX反应器进水要求有氨氮和亚硝氮且比例最好为1:1。
而S H AR ON工艺的生化反应式为:SHARON(短程反硝化)反应装置SHARON常用SBR、CSTR反应装置SHARON(短程反硝化)反应条件控制(1)当溶解氧(DO)浓度在1.1-1.5mg/L、氨氮负荷0.029kgNH4+--N/KgVSS.d 和PH 值在7.3-7.8时,可以使亚硝酸盐得到稳定积累,出水亚硝态/总硝态氮大于90%,出水NO2--N/NH4+-N接近1.0,满足厌氧氨氧化的进水要求。
(2)实现短程硝化的关键是在硝化阶段实现NO2--N的积累,国内外的研究都是着眼于积累NO2--N的控制条件。
根据国内外文献报道,SHARON工艺的操作温度以30~35℃为宜,pH适应控制在7.4~8.3之间,溶解氧浓度己控制在1.0~1.5mg/L范围,供氧方式可采用间歇曝气。
基质中游离氨浓度调控在5~10mg/L范围内有利于实现短程硝化,污泥(以VSS计)氨负荷为0.02~1.67kg/(kg·d),泥龄在1~2.5天。
(3)大量国内外试验表明,在废水温度较高、Do较低条件下,利用亚硝酸菌和硝酸菌的不同生长速度,通过控制水力停留时间,将生长速率较慢的硝酸菌冲走,使亚硝酸菌大量积累,可以使短程反硝化成功运行。
常用厌氧反应器优缺点比较厌氧反应器是一种用于处理有机废水和有机废物的生物处理设备。
与传统的好氧反应器相比,厌氧反应器具有一些独特的优点和局限性。
首先,厌氧反应器的优点之一是能够处理高浓度有机废水。
厌氧反应器可以容纳高浓度有机废水,因为厌氧微生物的生长速率相对较慢,而有机废水在厌氧条件下可以被更有效地降解。
这使得厌氧反应器成为处理高浓度有机废水的理想选择,特别是对于含有难降解有机物质的废水。
其次,厌氧反应器比好氧反应器更适合处理含有硫化物和氮化物等物质的废水。
厌氧微生物可以在缺氧条件下将硫化物和氮化物转化为硫或氮气,从而减少废水中有害物质的排放。
这对于一些特定的废水处理过程非常重要,如含有硫化物的工业废水和含有氨氮的养殖废水。
此外,厌氧反应器还具有较低的能耗和较低的污泥产生量。
由于厌氧反应器不需要通过通风等方式提供氧气供给微生物生长,因此其能耗较低。
此外,由于厌氧微生物生长速率相对较慢,厌氧反应器产生的污泥量也相对较少,减少了处理过程中的处理成本和后续处理过程的负担。
然而,厌氧反应器也有一些局限性。
首先,厌氧反应器对于温度和营养物质的要求较高。
良好的温度控制对于厌氧微生物的生长和降解效果至关重要,而一些较低温度下的工业废水处理会受到限制。
此外,厌氧微生物对于营养物质的需求较高,如氮、磷等元素,如果废水中的营养物质含量不足,厌氧反应器可能会受到影响。
其次,厌氧反应器的稳定性相对较低。
厌氧微生物的生长速率较慢,并且对外界环境的变化较为敏感。
这意味着厌氧反应器在处理厌氧废水时可能会受到一些外界因素的影响,如温度变化、营养物质变化、pH变化等,导致处理效果不稳定。
此外,厌氧反应器处理速度较慢。
由于厌氧微生物的生长速率较慢,厌氧反应器处理废水的速度相对较慢,处理效率较低。
这对于一些处理要求较高、处理效率要求较高的废水来说可能不太适用。
综上所述,尽管厌氧反应器具有处理高浓度有机废水、处理含有硫化物和氮化物的废水、能耗较低和污泥产生量较少等优点,但对温度和营养物质要求高、稳定性较差以及处理速度较慢等局限性也需要注意。
厌氧反应器组成及分类厌氧反应器是用于处理有机废水的生物反应器,其中厌氧微生物在无氧或缺氧条件下,通过分解有机物来产生能量,同时生成甲烷和二氧化碳等气体。
厌氧反应器的主要组成和分类如下:一、厌氧反应器的组成1.反应器主体:是反应器的核心部分,通常由圆柱形或矩形结构组成。
2.填料:为厌氧微生物提供栖息和生长的场所,常见的填料有厌氧生物球、厌氧生物膜等。
3.搅拌装置:用于混合和分散反应器内的液体和固体物质,促进微生物与废水充分接触。
4.气体排放装置:用于收集和排放反应器内产生的气体,如甲烷和二氧化碳。
5.进水口和出水口:分别用于向反应器内加入废水和从反应器内排出处理后的废水。
6.温度控制装置:用于调节反应器内的温度,以适应厌氧微生物的生长和代谢。
7.控制系统:用于监控反应器的运行状态,如温度、pH值、溶解氧等参数,并通过自动控制装置进行调节。
二、厌氧反应器的分类1.根据处理废水的类型:可分为高浓度有机废水厌氧反应器和低浓度有机废水厌氧反应器。
高浓度有机废水厌氧反应器适用于处理含有大量有机物的废水,如食品、造纸、酿造等行业的废水;低浓度有机废水厌氧反应器适用于处理含有较低有机物浓度的废水,如生活污水等。
2.根据运行方式:可分为升流式厌氧反应器和降流式厌氧反应器。
升流式厌氧反应器中废水自下而上流动,适用于处理含有较高悬浮固体或悬浮固体含量变化较大的废水;降流式厌氧反应器中废水自上而下流动,适用于处理含有较低悬浮固体或悬浮固体含量较稳定的废水。
3.根据结构形式:可分为常规型厌氧反应器和高效型厌氧反应器。
常规型厌氧反应器结构简单,适用于处理中等浓度的有机废水;高效型厌氧反应器结构复杂,适用于处理高浓度有机废水或处理能力较大的系统。
4.根据是否需要加热:可分为常温厌氧反应器和高温厌氧反应器。
常温厌氧反应器适用于常温条件下的废水处理;高温厌氧反应器适用于高温条件下的废水处理,通常需要加热到35℃以上。
5.根据处理效果:可分为一级厌氧反应器和多级厌氧反应器。
厌氧反应加膜生物反应器厌氧反应加膜生物反应器是一种先进的生物处理技术,它在废水处理、有机废弃物处理以及生物能源产生等领域有着广泛的应用。
本文将对厌氧反应加膜生物反应器的原理、优势以及应用进行详细介绍。
一、原理厌氧反应加膜生物反应器采用了厌氧反应和膜分离两种技术的结合。
在反应器中,废水或废弃物通过进料系统进入反应器内部,与厌氧菌共同进行生化反应。
厌氧菌利用废水中的有机物质进行代谢,产生甲烷等有用气体,并将有机物质转化为无机物质。
同时,通过膜分离技术,将产生的有用气体与废水进行分离,从而达到废水处理和能源回收的目的。
二、优势1. 高效处理废水:厌氧反应加膜生物反应器具有高效处理废水的能力。
在反应器中,厌氧菌能够高效地降解有机物质,使废水中的污染物得到有效去除。
同时,膜分离技术可以将产生的有用气体分离出来,减少了废水中的污染物含量,提高了处理效率。
2. 能源回收利用:厌氧反应加膜生物反应器能够产生甲烷等有用气体,这些气体可以作为能源进行利用。
甲烷是一种重要的生物能源,可以用于发电、供热等领域,实现能源的回收与利用。
3. 占地面积小:相比传统的废水处理设备,厌氧反应加膜生物反应器占地面积较小。
由于采用了膜分离技术,反应器内部的处理系统更加紧凑,可以在有限的空间内实现高效的废水处理。
4. 减少二氧化碳排放:厌氧反应加膜生物反应器在处理废水的同时,还能够减少二氧化碳的排放。
厌氧菌在代谢过程中产生的甲烷等有用气体可以替代传统的化石燃料,减少二氧化碳的排放量,对环境有着积极的影响。
三、应用1. 废水处理:厌氧反应加膜生物反应器在废水处理领域有着广泛的应用。
它可以有效处理各种类型的废水,包括家庭污水、工业废水等。
通过厌氧反应和膜分离的联合作用,可以高效去除废水中的有机物质和污染物,达到排放标准。
2. 有机废弃物处理:厌氧反应加膜生物反应器也可以用于有机废弃物的处理。
有机废弃物包括生活垃圾、农业废弃物等,通过反应器中的厌氧菌降解,可以将有机废弃物转化为有用气体和无机物质,实现废物资源化利用。
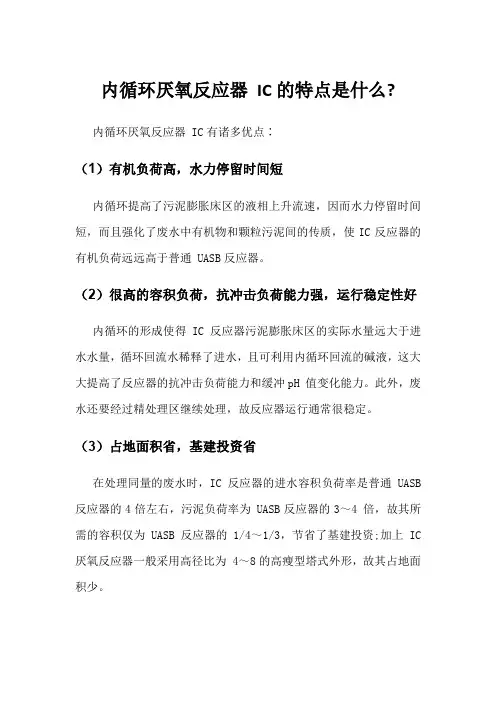
内循环厌氧反应器IC的特点是什么?
内循环厌氧反应器 IC有诸多优点∶
(1)有机负荷高,水力停留时间短
内循环提高了污泥膨胀床区的液相上升流速,因而水力停留时间短,而且强化了废水中有机物和颗粒污泥间的传质,使IC反应器的有机负荷远远高于普通 UASB反应器。
(2)很高的容积负荷,抗冲击负荷能力强,运行稳定性好内循环的形成使得IC反应器污泥膨胀床区的实际水量远大于进水水量,循环回流水稀释了进水,且可利用内循环回流的碱液,这大大提高了反应器的抗冲击负荷能力和缓冲pH 值变化能力。
此外,废水还要经过精处理区继续处理,故反应器运行通常很稳定。
(3)占地面积省,基建投资省
在处理同量的废水时,IC反应器的进水容积负荷率是普通 UASB 反应器的4倍左右,污泥负荷率为 UASB反应器的3~4 倍,故其所需的容积仅为 UASB反应器的1/4~1/3,节省了基建投资;加上 IC 厌氧反应器一般采用高径比为 4~8的高瘦型塔式外形,故其占地面积少。
(4)节能
IC厌氧反应器的内循环是在沼气的提升作用下实现的,利用沼气膨胀做功,在无须外加能源的条件下实现了内循环废水回流。
节省能耗,启动期短。
虽然 IC反应器有诸多优点,其缺点也不容忽视。
主要有以下几点∶
① IC反应器内含有较高浓度的细微颗粒污泥,而且水力停留时间相对短,高径比大,所以IC反应器出水中含有更多的细微固体颗粒,这不仅使后续沉淀处理设备成为必要,还加重了后续设备的负担。
②IC反应器高度一般较高,且内部结构复杂,这增加了施工安装和日常维护的困难,高径比大使进水泵的能量消耗大,运行费用高。
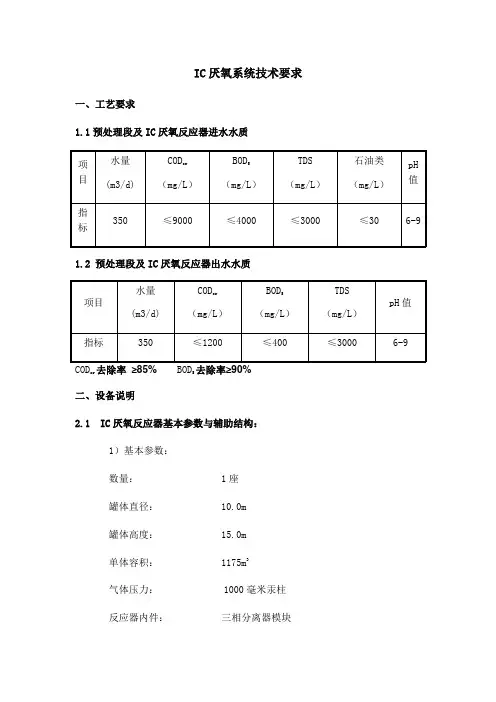
IC厌氧系统技术要求一、工艺要求1.1预处理段及IC厌氧反应器进水水质1.2 预处理段及IC厌氧反应器出水水质CODcr 去除率≥85% BOD5去除率≥90%二、设备说明2.1 IC厌氧反应器基本参数与辅助结构:1)基本参数:数量:1座罐体直径:10.0m罐体高度:15.0m单体容积:1175m3气体压力: 1000毫米汞柱反应器内件:三相分离器模块模块支撑系统进水布水系统(含分水包)内部管道系统管道与人孔气液分离器螺栓、螺母、垫片等辅助连接材料2)交界面:进水管:材质碳钢,管径DN80,至分水包法兰片;出水管:出水管均引至距离地面1米处,材质不锈钢304,管径DN80;沼气管:从水封器顶部连接至距离地面4米高处,每个水封器设置一路沼气管,碳钢防腐,管径DN65;污泥管:每一个罐底部的污泥管配备1个优质碳钢球阀;取样管:每个反应罐至少配置5个取样口,每个取样管配置1个优质碳钢球阀外循环管:外循环管引至距离地面1米处,材质碳钢防腐,管径DN250,保温厚度50㎜,保温材质为玻璃丝棉,满足相关规范要求。
3.排除内容:土建基础:钢筋混凝土、表面敷设沥青砂垫层2.2 反应器壳体材料要求:底板: Q235 *12mm∙1-2层板: Q235 *12mm∙3-6层板: Q235 *10mm∙7-10层板: Q235 *8mm∙出水堰:碳钢防腐材质4mm∙旋梯、护栏及顶部平台:碳钢防腐,踏步板采用花纹板,栏杆扶手包括所有支架,材质碳钢防腐;∙壳体除锈:罐体内外采用St2.0级标准机械打磨除锈。
∙壳体防腐:外壁采用铁红防锈漆两道,内壁采用环氧煤沥青漆三道,罐顶板采用环氧煤沥青漆两道。
漆膜厚度符合防腐涂漆施工验收规范。
∙罐体保温:采用5cm厚岩棉,0.5mm白色瓦楞板。
2.3 IC反应器的内件描述:1)分水包数量: 2个位于IC厌氧反应器进水端,材质为碳钢防腐,包含:∙母体所属一次法兰∙母体所属管道及阀门2)布水系统布水系统包括:∙布水管∙导流罩/布水罩(δ=4mm)∙支撑3)三相分离器模块∙IC三相分离系统由上部和下部三相分离器模块组成,模块由优质聚丙烯(PP)材料制成,三相分离器模块使用插接模式,保证整体牢固、使用寿命。
厌氧微生物电化学反应器嘿,朋友们!今天咱们来唠唠那个超酷的厌氧微生物电化学反应器,这玩意儿就像是微生物的超级能量站呢!你想啊,厌氧微生物在里面就像是一群小魔法师,被关在一个神秘的魔法盒子里。
这个盒子就是反应器啦。
它们在里面捣鼓着各种化学魔法,把那些脏脏的、看起来没啥用的东西变成宝贝,就像把石头变成金子一样神奇,只不过这个“金子”是清洁能源之类的好东西。
这反应器啊,它的构造也特别有趣。
如果把它比作一个城市,那里面的电极就像是高楼大厦,微生物们就在这些“高楼”之间穿梭忙碌,就像忙碌的小市民,每个人都有自己的工作。
阳极就像是垃圾处理厂,微生物在这儿把那些有机物给分解,就像把垃圾拆得七零八落,然后把电子给释放出来,这些电子就像是小快递员,顺着电路这个“高速公路”跑到阴极去。
阴极呢,就像是一个大超市,电子们跑到这儿来和各种物质进行交换。
那些微生物就像精明的小商人,在这个过程中让各种反应顺利进行。
整个过程就像是一场超级热闹的集市,微生物们叽叽喳喳地忙活着,一刻不停。
而且啊,这个厌氧微生物电化学反应器还特别环保。
它就像是地球的小卫士,把那些可能会污染环境的东西都处理得干干净净。
如果说普通的污染处理是用大锤子砸石头,又笨又不彻底,那这个反应器就是用绣花针在绣一幅美丽的画卷,精细又高效。
有时候我觉得这反应器里的微生物们肯定特别有团队精神。
它们就像一群超级英雄,互相配合,共同完成那些复杂的化学反应。
阳极的微生物像是力量型的英雄,负责破坏有机物释放能量,阴极的微生物就像是智慧型的英雄,负责把这些能量转化成有用的东西。
这反应器的效率有时候也很让人惊讶。
就好像是一台超级跑车,只要给它合适的原料,它就能“嗖”地一下把反应完成,比我们想象的快多了。
它不像那些慢吞吞的老乌龟一样的传统反应,而是像火箭发射一样迅速又高效。
不过呢,这厌氧微生物电化学反应器也有点小脾气。
要是环境条件不合适,就像一个小朋友没吃到糖就不干活一样,微生物们的工作效率就会大大降低。
ic厌氧反应器原理IC厌氧反应器是一种新型的垃圾处理设备,它采用厌氧反应的方式处理生活垃圾和有机物。
这种设备原理非常优秀,是目前生活垃圾处理的一项重要技术之一。
下面将分步骤阐述IC厌氧反应器的原理。
第一步,IC厌氧反应器的构造原理。
IC厌氧反应器通常由反应器部分、气体回收部分、沼气发电部分、生物脱水部分组成。
其中,反应器部分是整个设备的核心组成部分,其主要由厌氧生物反应器、厌氧污泥浓缩器、生物膜反应器和沼气回收仪构成。
反应器设有气氛调节设备,可以调节反应器内的气氛,保证反应器内良好的反应环境。
第二步,IC厌氧反应器的工作原理。
在IC厌氧反应器中,生物体利用垃圾中的有机物作为营养物质,通过异味等潜在的代谢过程将有机物质分解成二氧化碳和甲烷,再通过进一步的压缩、净化、浓缩等处理,最终产生沼气。
生物脱水部分则通过高压过滤机对沼渣进行脱水处理,将污泥脱水到25%~40%的干含率,然后将污泥送往静态调理池进行二次厌氧反应。
第三步,IC厌氧反应器的应用原理。
IC厌氧反应器可以广泛应用于生活垃圾和有机物的处理,特别是在城市建设中。
使用IC厌氧反应器处理生活垃圾和有机物,可以有效地减少垃圾对环境造成的污染,产生的沼气也可以用于发电或供热,是一种非常环保、经济的处理方式。
综上所述,IC厌氧反应器的原理是利用厌氧生物反应器,将生活垃圾和有机物分解成沼气和沼渣,经过处理之后,沼气可以用于发电或供热,沼渣则可以进行脱水等处理再次利用。
IC厌氧反应器是一种非常优秀的垃圾处理设备,可以有效地解决垃圾处理中的环保问题。