实用汇总,13种厌氧生物反应器原理!
- 格式:docx
- 大小:25.12 KB
- 文档页数:8
污水处理三代厌氧生物反应器一、引言随着社会经济的发展和城市化进程的加快,污水处理成为环境保护和可持续发展的重要环节。
厌氧生物反应器作为污水处理的重要技术之一,经历了第一代、第二代和第三代的发展,其中第三代厌氧生物反应器在处理复杂有机废水方面表现出卓越的性能。
本文将详细介绍第三代厌氧生物反应器的技术原理、特点及实际应用案例,为相关领域的研究和应用提供参考。
二、三代厌氧生物反应器的技术发展第一代厌氧生物反应器第一代厌氧生物反应器主要采用传统升流式厌氧消化池,具有结构简单、易维护等优点。
但存在处理效率低、占地面积大等缺点,已逐渐被淘汰。
第二代厌氧生物反应器第二代厌氧生物反应器是在第一代基础上发展而来的高效厌氧反应器,通过改变反应器的结构或运行方式,提高反应器的容积负荷和产气率。
代表技术包括:升流式厌氧污泥床(UASB)、厌氧膨胀颗粒污泥床(EGSB)和内循环厌氧反应器(IC)等。
第三代厌氧生物反应器第三代厌氧生物反应器是在第二代基础上进一步优化升级的新型反应器,具有更高的处理效率、更低的能耗和更好的抗负荷冲击能力。
代表技术包括:膜分离厌氧反应器(MABR)、升流式固体厌氧反应器(USR)和超级厌氧反应器(SUFR)等。
三、第三代厌氧生物反应器的技术特点1.高处理效率:第三代厌氧生物反应器采用新型的微生物种群结构和运行模式,具有更高的有机物去除率和产气率。
2.适应性强:第三代厌氧生物反应器能够适应不同种类和浓度的有机废水,具有较强的抗负荷冲击能力。
3.能耗低:第三代厌氧生物反应器采用新型的能量回收和利用技术,降低了能耗。
4.自动化程度高:第三代厌氧生物反应器采用先进的自动化控制技术,减少了人工操作和维护工作量。
5.占地面积小:第三代厌氧生物反应器采用紧凑型设计,占地面积小,适合城市污水处理等空间有限的场所。
四、第三代厌氧生物反应器的实际应用案例1.城市污水处理厂:某城市污水处理厂采用第三代厌氧生物反应器技术进行改造,实现了高效去除有机物、降低能耗和减少占地面积的目标。
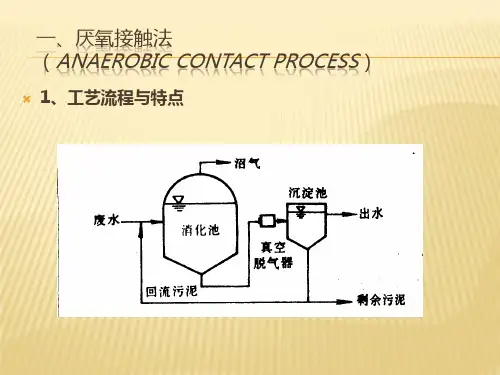
厌氧反应器的作用及工作原理厌氧反应器为厌氧处理技术而设置的专门反应器。
厌氧消化技术在世界各地广泛应用,大部分处理城市生活有机垃圾的厂处理量在2500t/a以上。
厌氧过程实质是一系列复杂的生化反应,其中的底物、各类中间产物、最终产物以及各种群的微生物之间相互作用,形成一个复杂的微生态系统,类似于宏观生态中的食物链关系,各类微生物间通过营养底物和代谢产物形成共生关系(symbiotic)或共营养关系(symtrophic)。
因此,反应器作为提供微生物生长繁殖的微型生态系统,各类微生物的平稳生长、物质和能量流动的高效顺畅是保持该系统持续稳定的必要条件。
如何培养和保持相关类微生物的平衡生长已经成为新型反应器的设计思路。
UASB反应器工作原理:上流式厌氧污泥床反应器(UASB)是传统的厌氧反应器之一。
三相分离器是UASB反应器的核心部件,它可以再水流湍动的情况下将气体、水和污泥分离。
废水经反应器底部的配水系统进入,在反应器内与絮状厌氧污泥充分接触,通过厌氧微生物的讲解,废水中的有机污泥物大部分转化为沼气,小部分转化为污泥,沼气、水、泥混合物通过三相分离器得于分离。
技术特点:运行稳定、操作简单、可用絮状污泥、产生沼气、较低的高度、投资省。
适用场合:广泛应用于食品、啤酒饮料、制浆造纸、化工和市政等废水的处理。
EGSB反应器工作原理:EGSB厌氧反应器是在UASB厌氧反应器的基础上发展起来的新型反应器,EGSB反应器充分利用了厌氧颗粒污泥技术,通过外循环为反应器提供充分的上升流速,保持颗粒污泥床的膨胀和反应器内部的混和。
TWT通过改进和优化EGSB的内外部结构,提供了效率,降低了能耗,增强了运行的稳定性,有效防止了颗粒污泥的流失。
技术特点:污泥浓度高高负荷高去除率抗冲击负荷能力强占地面积小造价低适用场合: 适用于淀粉废水、酒精废水和其他轻工食品等高浓度有机废水的处理。
TWT-IC反应器工作原理:TWT-IC反应器是继UASB、EGSB之后的新型厌氧反应器,需要处理的废水使用高效的配水系统由反应器底部泵入反应器,与反应器内的厌氧颗粒污泥混合。
厌氧反应加膜生物反应器厌氧反应加膜生物反应器是一种利用厌氧反应原理并结合薄膜技术的生物反应设备。
它在废水处理、生物能源生产和有机废物处理等领域具有广泛的应用前景。
一、厌氧反应原理厌氧反应是在缺氧的条件下,微生物通过发酵作用将有机物质分解成沼气和有机酸等产物的过程。
厌氧反应的特点是产生沼气,能够有效地回收能源。
厌氧反应通常分为四个阶段:有机物分解、产氢酸化、醋酸化和甲烷化。
厌氧反应加膜生物反应器利用这一原理,将废水或有机废物作为底物,通过微生物的代谢作用产生沼气。
二、薄膜技术的应用薄膜技术是指利用特殊的膜材料,通过分离作用将废水中的有害物质和有用物质分离开的一种技术。
薄膜可以根据不同的原理分为微滤膜、超滤膜、纳滤膜和反渗透膜等。
厌氧反应加膜生物反应器通过在反应器内部设置薄膜,实现废水处理和产气的同时进行。
薄膜的作用是将微生物和产生的气体分离,从而提高了产气效率,减少了气体的损失。
三、厌氧反应加膜生物反应器的优势1. 提高产气效率:薄膜的应用使得厌氧反应加膜生物反应器能够更好地控制废水中有机物质的分解,提高产气效率。
2. 减少气体损失:薄膜能够有效地将产生的气体与废水分离,减少气体的损失。
3. 提高废水处理效果:厌氧反应加膜生物反应器能够有效地去除废水中的有机物质和污染物,提高废水处理效果。
4. 节约能源:厌氧反应加膜生物反应器能够回收产生的沼气作为能源,实现废水处理和能源回收的双重效益。
四、厌氧反应加膜生物反应器的应用领域1. 废水处理:厌氧反应加膜生物反应器能够对含有有机物质的废水进行高效处理,达到国家排放标准。
2. 生物能源生产:厌氧反应加膜生物反应器能够将有机废物转化为沼气,作为能源供应给工业生产或居民生活。
3. 有机废物处理:厌氧反应加膜生物反应器能够对农业废弃物、畜禽粪便等有机废物进行高效处理,减少环境污染。
总结:厌氧反应加膜生物反应器是一种利用厌氧反应和薄膜技术相结合的生物反应设备。
它通过厌氧反应将废水或有机废物分解产生沼气,同时利用薄膜技术实现气体的分离和回收。
厌氧膜生物反应器原理嗨,小伙伴们!今天咱们来唠唠一个超有趣的东西——厌氧膜生物反应器。
这玩意儿听起来是不是有点高大上?其实呀,理解起来也没那么难啦。
咱先来说说啥是厌氧环境。
你想啊,就像有些小生物不喜欢氧气,在没有氧气的地方才能活得自在,这就是厌氧啦。
厌氧膜生物反应器呢,就是专门给这些厌氧小生物创造了一个超级合适的家。
在这个反应器里呀,有一个很关键的部分就是膜。
这个膜就像是一个超级滤网,但是它的作用可不仅仅是过滤那么简单哦。
它把那些厌氧微生物留在了反应器里面,就像把一群调皮的小娃娃圈在了一个安全的小院子里。
这些微生物呢,可是反应器里的小能手。
它们会分解那些进入反应器的有机物。
比如说,咱们生活中的污水里有好多脏东西,像一些没被处理干净的食物残渣啦,还有各种有机的小颗粒之类的。
这些微生物看到这些有机物,就像小馋猫看到了美食一样,它们会把这些有机物一点点分解掉。
那这些微生物是怎么分解有机物的呢?这就像是一场微观世界里的奇妙派对。
微生物们会利用自己身体里特殊的“工具”,这些“工具”就像是小小的魔法棒。
它们会把有机物分子打散,然后重新组合成一些新的东西。
比如说,会产生一些甲烷之类的气体。
甲烷可是个很有用的东西呢,它可以用来做燃料。
你看,原本是污水里的脏东西,经过这些微生物的魔法手,就变成了有用的能源,是不是很神奇呀?再来说说这个膜的另一个厉害之处。
它能够把分解后的产物进行有效的分离。
那些被微生物分解后产生的小颗粒啦,还有一些不能被微生物分解的东西,膜就会把它们挡在一边,不让它们乱跑。
就像一个严格的守门员,只允许那些合格的东西通过。
这样呢,从反应器里出来的东西就会比较纯净啦。
比如说,如果是处理污水的话,经过厌氧膜生物反应器处理后的水就会比进去的时候干净很多。
而且哦,这个厌氧膜生物反应器还有一个很棒的特点。
它不需要太多的能量来维持运行。
因为是厌氧环境嘛,不像那些需要氧气的处理过程,还得不断地往里面鼓入氧气,那可是很费能量的。
厌氧反应器原理、性能、优缺点介绍分析!1.厌氧处理原理概述厌氧处理技术是有机废弃物生物处理方法的一种,近年来在污水处理领域内发展很快,是消减有机污染物、降低运行成本的有效途径。
污水中的有机废弃物始终是造成环境污染最重要的污染物,它是使水域变质、发黑发臭的主要原因。
有机废弃物在废水中可以以悬浮物、胶状物或溶解性有机物的方式存在,在水污染控制中主要以TS (固体物含量)、化学需氧量(COD)和生化需氧量(BOD)作为监测目标。
一般而言,生物方法是去除废水中有机物最经济有效的方法,特别是对废水中BOD 含量较高的有机废水更为适宜。
利用微生物生命过程中的代谢活动,将有机废弃物分解为简单无机物从而去除有机物污染的过程被称之为废水的生物处理。
根据代谢过程中对氧的需求情况,微生物可以分为好氧微生物、厌氧微生物和介于二者之间的兼性微生物,因此,相应的污水处理工艺也可以分为三大类。
好氧生物处理利用好氧微生物的代谢活动来处理废水,它需要不断向废水中补充大量空气或氧气,以维持其中好氧微生物所需要的足够的溶解氧浓度。
在好氧条件下,有机物最终被氧化为水和二氧化碳等,部分有机物被微生物同化以产生新的微生物细胞,活性污泥法、生物转盘法和好氧滤器等都属于好氧处理工艺。
厌氧生物处理则利用厌氧微生物的代谢过程,在无需提供氧气的情况下把有机物转化为无机物和少量的细胞物质,这些无机物主要包括大量的生物气(即沼气)和水。
沼气的主要成分是约2/3 的甲烷和1/3 的二氧化碳,是一种可回收的能源。
厌氧废水处理是一种低成本的废水处理技术,它又是把废水处理和能源回收利用相结合的一种技术。
包括中国在内的大多数发展中国家面临严重的资金不足。
这些国家需要既有效、简单又费用低廉的技术。
厌氧技术因而是特别适合我国国情的一种技术。
厌氧废水处理技术同时可以作为能源生产和环境保护体系的一个核心部分,其产物可以被积极利用而产生经济价值。
例如,处理过的洁净水能被用于鱼塘养鱼、灌溉和施肥;产生的沼气可作为能源;剩余污泥可以作为肥料并用于土壤改良。
13种厌氧生物反应器结构及原理厌氧生物反应器是一种用于处理含有机物污染物的废水、垃圾和有机废料的设备。
与常规的好氧生物反应器相比,厌氧生物反应器能够在无氧环境下降解有机废物,产生可再生的能源,如甲烷气体。
下面将介绍13种常见的厌氧生物反应器结构及原理。
1.家庭型生物反应器(家庭式厌氧发酵箱)家庭型生物反应器是一种小型厌氧生物反应器,常用于处理家庭废弃物。
它由一个密封的容器组成,内部含有厌氧微生物,废物在容器内分解产生甲烷气体。
2.填料式反应器(填料式厌氧反应器)填料式反应器是一种常见的厌氧生物反应器。
它由一个圆筒形容器组成,内部填充有一种特殊填料,如陶粒或聚合物。
填料提供了更大的表面积,用于附着厌氧微生物,促进废物的降解。
3.流化床反应器(流化床堆式厌氧反应器)流化床反应器利用流化床的原理进行废物处理。
废物被喷入反应器中,与床层内流动的气体混合并流化,从而实现废物降解和产气。
4.固定床反应器(固定床式厌氧反应器)固定床反应器是一种常见的厌氧生物反应器。
废物通过固定床内的孔隙流动,废物在固定床内降解,产生甲烷气体。
5.上升式床反应器(上升式床式厌氧反应器)上升式床反应器将废物从底部喷入反应器中,废物上升流动与厌氧微生物接触,实现废物的降解。
6.下降式膜池反应器(下降式膜池式厌氧反应器)下降式膜池反应器利用膜池和厌氧微生物来处理废物,膜池可以将固体和液体分离,同时提供厌氧微生物所需的无氧环境。
7.膜生物反应器(膜式厌氧反应器)膜生物反应器使用微孔膜将厌氧微生物和废物分离开。
厌氧微生物在反应器中降解废物,并通过膜分离器收集产生的甲烷气体。
8.微型反应器(微型厌氧生物反应器)微型反应器是一种小型的厌氧生物反应器,用于处理小量的废物。
反应器通常是由微型流道和反应池组成,利用微湍流和微流动加速废物的降解过程。
9.连续流式反应器(连续流式厌氧反应器)连续流式反应器是一种将废物连续供应到反应器中的反应器。
废物通过反应器流动,与厌氧微生物接触,实现废物的降解。
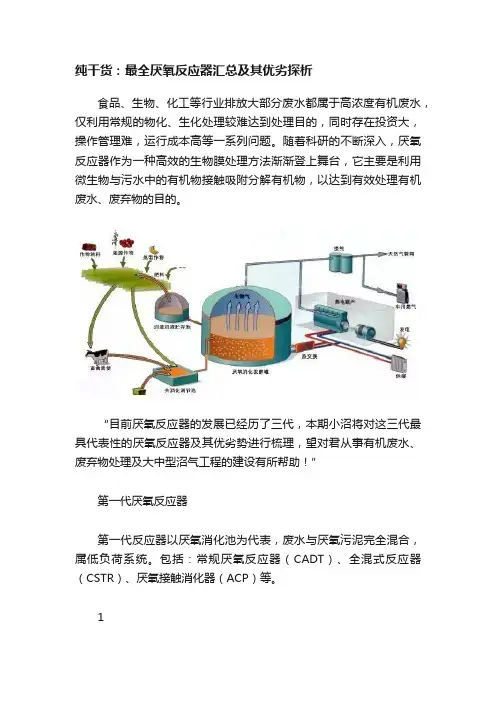
纯干货:最全厌氧反应器汇总及其优劣探析食品、生物、化工等行业排放大部分废水都属于高浓度有机废水,仅利用常规的物化、生化处理较难达到处理目的,同时存在投资大,操作管理难,运行成本高等一系列问题。
随着科研的不断深入,厌氧反应器作为一种高效的生物膜处理方法渐渐登上舞台,它主要是利用微生物与污水中的有机物接触吸附分解有机物,以达到有效处理有机废水、废弃物的目的。
“目前厌氧反应器的发展已经历了三代,本期小沼将对这三代最具代表性的厌氧反应器及其优劣势进行梳理,望对君从事有机废水、废弃物处理及大中型沼气工程的建设有所帮助!”第一代厌氧反应器第一代反应器以厌氧消化池为代表,废水与厌氧污泥完全混合,属低负荷系统。
包括:常规厌氧反应器(CADT)、全混式反应器(CSTR)、厌氧接触消化器(ACP)等。
1常规厌氧反应器(CADT)常规厌氧反应器也叫常规沼气池,是一种结构简单、应用广泛的工艺类型。
CADT结构图该消化器无搅拌装置,原料在其中呈自然沉淀状态,一般分为4层,自上而下依次为浮渣层、上清液层、活性层和沉渣层,其中易于消化、活动旺盛的场所只限活性层,因而效率较低。
我国农村较为常见。
2全混式反应器(CSTR)全混式消化器是在常规消化器中安装了搅拌装置,使得原料处于完全混合状态,因而,使得活性区域遍布于整个消化区,效率相比于常规消化器明显提高,故又称高效消化器。
该消化器常采用恒温连续投料或半连续投料运行,适用于高浓度及含有大量悬浮固体原料的处理。
CSTR结构图搅拌器工作原理工艺优点1、原料适应性广。
适用于畜禽粪便等各种有机垃圾,城市污水厂污泥稳定化处理及高浓度、高悬浮物、难降解有机废水的处理。
2、消化池具有完全混合的流态,原料与底物接触充分,发酵速率高,容积产气率较高。
3、消化器内温度分布均匀。
4、厌氧消化反应与固液分离在同一个池内实现,结构简单、能耗低、运行管理方便。
5、由于有强制机械搅拌,在高浓度状态可有效控制原料的沉淀、分层以及表层浮渣结壳、气体溢出不畅和短流等问题。
厌氧反应加膜生物反应器厌氧反应加膜生物反应器是一种先进的生物处理技术,它在废水处理、有机废弃物处理以及生物能源产生等领域有着广泛的应用。
本文将对厌氧反应加膜生物反应器的原理、优势以及应用进行详细介绍。
一、原理厌氧反应加膜生物反应器采用了厌氧反应和膜分离两种技术的结合。
在反应器中,废水或废弃物通过进料系统进入反应器内部,与厌氧菌共同进行生化反应。
厌氧菌利用废水中的有机物质进行代谢,产生甲烷等有用气体,并将有机物质转化为无机物质。
同时,通过膜分离技术,将产生的有用气体与废水进行分离,从而达到废水处理和能源回收的目的。
二、优势1. 高效处理废水:厌氧反应加膜生物反应器具有高效处理废水的能力。
在反应器中,厌氧菌能够高效地降解有机物质,使废水中的污染物得到有效去除。
同时,膜分离技术可以将产生的有用气体分离出来,减少了废水中的污染物含量,提高了处理效率。
2. 能源回收利用:厌氧反应加膜生物反应器能够产生甲烷等有用气体,这些气体可以作为能源进行利用。
甲烷是一种重要的生物能源,可以用于发电、供热等领域,实现能源的回收与利用。
3. 占地面积小:相比传统的废水处理设备,厌氧反应加膜生物反应器占地面积较小。
由于采用了膜分离技术,反应器内部的处理系统更加紧凑,可以在有限的空间内实现高效的废水处理。
4. 减少二氧化碳排放:厌氧反应加膜生物反应器在处理废水的同时,还能够减少二氧化碳的排放。
厌氧菌在代谢过程中产生的甲烷等有用气体可以替代传统的化石燃料,减少二氧化碳的排放量,对环境有着积极的影响。
三、应用1. 废水处理:厌氧反应加膜生物反应器在废水处理领域有着广泛的应用。
它可以有效处理各种类型的废水,包括家庭污水、工业废水等。
通过厌氧反应和膜分离的联合作用,可以高效去除废水中的有机物质和污染物,达到排放标准。
2. 有机废弃物处理:厌氧反应加膜生物反应器也可以用于有机废弃物的处理。
有机废弃物包括生活垃圾、农业废弃物等,通过反应器中的厌氧菌降解,可以将有机废弃物转化为有用气体和无机物质,实现废物资源化利用。
厌氧UASB反应器原理设计总结一、UASB原理UASB反应器废水被尽可能均匀的引入反应器的底部,污水向上通过包含颗粒污泥或絮状污泥的污泥床。
厌氧反应发生在废水和污泥颗粒接触的过程。
在厌氧状态下产生的沼气(主要是甲烷和二氧化碳)引起了内部的循环,这对于颗粒污泥的形成和维持有利。
在污泥层形成的一些气体附着在污泥颗粒上,附着和没有附着的气体向反应器顶部上升。
上升到表面的污泥撞击三相反应器气体发射器的底部,引起附着气泡的污泥絮体脱气。
气泡释放后污泥颗粒将沉淀到污泥床的表面,附着和没有附着的气体被收集到反应器顶部的三相分离器的集气室。
置于极其使单元缝隙之下的挡板的作用为气体发射器和防止沼气气泡进入沉淀区,否则将引起沉淀区的絮动,会阻碍颗粒沉淀。
包含一些剩余固体和污泥颗粒的液体经过分离器缝隙进入沉淀区。
由于分离器的斜壁沉淀区的过流面积在接近水面时增加,因此上升流速在接近排放点降低。
由于流速降低污泥絮体在沉淀区可以絮凝和沉淀。
累积在三相分离器上的污泥絮体在一定程度上将超过其保持在斜壁上的摩擦力,其将滑回反应区,这部分污泥又将与进水有机物发生反应。
二、UASB反应器的构成UASB反应器包括以下几个部分:进水和配水系统、反应器的池体和三相分离器。
在UASB反应器中最重要的设备是三相分离器,这一设备安装在反应器的顶部并将反应器分为下部的反应区和上部的沉淀区。
为了在沉淀器中取得对上升流中污泥絮体/颗粒的满意的沉淀效果,三相分离器第一个主要的目的就是尽可能有效地分离从污泥床/层中产生的沼气,特别是在高负荷的情况下,在集气室下面反射板的作用是防止沼气通过集气室之间的缝隙逸出到沉淀室,另外挡板还有利于减少反应室内高产气量所造成的液体絮动。
反应器的设计应该是只要污泥层没有膨胀到沉淀器,污泥颗粒或絮状污泥就能滑回到反应室(应该认识到有时污泥层膨胀到沉淀器中不是一件坏事。
相反,存在于沉淀器内的膨胀的泥层将网捕分散的污泥颗粒/絮体,同时它还对可生物降解的溶解性COD起到一定的去除作用)。
厌氧生物反应器分类厌氧生物反应器是一种利用厌氧微生物进行有机废弃物降解和能源转化的设备。
根据不同的工艺和应用,厌氧生物反应器可以被分为多个类型。
本文将介绍常见的四种厌氧生物反应器分类。
一、厌氧污泥法反应器厌氧污泥法反应器是一种利用厌氧污泥进行废水处理的设备。
在厌氧环境中,厌氧污泥能够降解有机物,并产生甲烷等可再生能源。
常见的厌氧污泥法反应器包括厌氧污泥法废水处理系统和厌氧消化池。
厌氧污泥法反应器适用于高浓度有机废水的处理,具有处理效率高、产气量大、操作简便等优点。
二、厌氧发酵反应器厌氧发酵反应器是一种利用厌氧微生物进行有机物发酵的设备。
在厌氧环境中,厌氧微生物能够通过发酵过程将有机物转化为有机酸、气体等产物。
常见的厌氧发酵反应器包括厌氧发酵罐和厌氧发酵槽。
厌氧发酵反应器广泛应用于生物质能源和有机废弃物的转化,具有资源利用高效、环境友好等优点。
三、厌氧滤池反应器厌氧滤池反应器是一种利用滤料固定化厌氧微生物进行废水处理的设备。
在厌氧滤池中,厌氧微生物能够通过附着在滤料表面的生物膜进行有机物降解和氮、磷去除。
常见的厌氧滤池反应器包括厌氧滤池和厌氧生物滤池。
厌氧滤池反应器适用于中低浓度有机废水的处理,具有处理效果稳定、占地面积小等优点。
四、厌氧气浮反应器厌氧气浮反应器是一种利用气浮技术和厌氧微生物进行废水处理的设备。
在厌氧气浮反应器中,厌氧微生物能够通过气泡的升浮作用将有机物和悬浮物从废水中去除。
常见的厌氧气浮反应器包括厌氧气浮池和厌氧气浮槽。
厌氧气浮反应器适用于高浓度有机废水和高浓度悬浮物的处理,具有处理效果好、气浮效率高等优点。
总结起来,厌氧生物反应器是一种重要的废水处理和能源转化设备,根据不同的工艺和应用可以分为厌氧污泥法反应器、厌氧发酵反应器、厌氧滤池反应器和厌氧气浮反应器等多种类型。
这些不同类型的厌氧生物反应器在废水处理和有机废弃物转化方面发挥着重要作用,为实现资源循环利用和环境保护做出了贡献。
uasb工作原理
UASB(Upflow Anaerobic Sludge Blanket)是一种高效的厌氧
生物反应器,可以用于处理有机废水。
其工作原理如下:
1. 进水:有机废水通过进水管道进入UASB反应器的底部,
并向上流动。
2. 沉淀:底部的水流速度较慢,使重负荷有机颗粒悬浮物能够沉淀,形成厌氧污泥毯。
3. 厌氧消化:有机废水进一步向上流动,经过厌氧污泥毯生物过滤层。
厌氧污泥中的微生物开始进行厌氧消化过程,将底物有机物分解为甲烷和二氧化碳等气体。
4. 沼气产生:在厌氧消化的过程中,产生的甲烷与二氧化碳混合形成沼气,该沼气可以作为能源利用或者回收利用。
5. 上升:处理后的水通过上升污泥水分离器,将液体和污泥分开。
液体被排出反应器,而残余的污泥则回流到污泥毯中继续重复处理过程。
通过这样的循环,UASB反应器能够高效地降解有机废水,并
产生可用的沼气。
同时,由于反应器内的底物厌氧分解速率高,反应器体积较小,适用于空间有限的场所。
厌氧反应器工作原理
厌氧反应器是一种特殊的生物反应器,可以利用厌氧细菌将有机物氧化成无机物,如CO2。
它可以用来处理含有高浓度的有机物质的废气或废水。
厌氧反应器的工作原理是采用厌氧细菌群体,在比较低的氧浓度下,将含有有机物质的废气或废水氧化为二氧化碳,氨氮,硝酸盐等无机物质,从而达到净化废气或废水的效果。
厌氧反应器的工作原理是利用厌氧细菌群体,将含有有机物质的废气或废水氧化为无机物质,从而实现净化效果。
厌氧细菌是一种不需要氧气而可以进行代谢活动的细菌,它能够利用氧化还原反应将有机物氧化成无机物,如CO2,氨氮,硝酸盐等。
因此,厌氧反应器往往设置在废气或废水处理设备的末端,来净化废气或废水中的有机物质。
厌氧反应器的工作过程大致是:先将废气或废水注入反应器内,然后控制反应器内的氧浓度,维持在厌氧细菌的最适生长条件下,向反应器内添加厌氧细菌,使之不断增殖,形成厌氧细菌群体,并在比较低的氧浓度下进行氧化反应。
在这个过程中,厌氧细菌会将废气或废水中的有机物质氧化为无机物质,从而达到净化的目的。
此外,厌氧反应器还具有低能耗、低噪音、自动控制、可靠性高等特点,因此,它被广泛应用于废气或废水的净化。
厌氧生物处理的基本原理是什么厌氧生物处理是一种利用厌氧微生物降解有机废物的处理技术。
与传统的好氧生物处理相比,厌氧生物处理具有一些独特的优势,例如能够高效处理高浓度、高强度的有机废物,产生的副产物可以用作能源或肥料,以及低能耗等。
以下是厌氧生物处理的基本原理。
厌氧生物处理的基本原理是在无氧条件下利用厌氧微生物(包括细菌、古菌、真菌等)降解有机废物。
这些微生物可以在缺氧环境中生存和繁殖,并利用废物中的有机物作为能源进行生长。
在厌氧生物处理过程中,有机废物首先进入处理系统,通常称为厌氧反应器。
厌氧反应器设计成密封的系统,以确保无氧环境维持稳定。
当有机废物进入厌氧反应器后,厌氧微生物将开始降解废物。
这个过程涉及到三个主要的阶段:好氧解聚、酸化乙酸化和甲烷发酵。
在好氧解聚阶段,微生物首先降解废物中的易降解有机物,例如蛋白质、糖类和脂肪。
这些有机物被微生物分解为较小的有机物分子,例如氨基酸、糖醛酸和脂肪酸。
这个过程产生了一些中间产物,例如氨氮和挥发性脂肪酸。
在酸化乙酸化阶段,挥发性脂肪酸被厌氧微生物进一步代谢为乙酸、丙酸和丁酸等短链挥发性脂肪酸。
这些短链挥发性脂肪酸作为微生物的有机碳源进一步降解。
在甲烷发酵阶段,乙酸、丙酸和丁酸等短链挥发性脂肪酸通过厌氧微生物的共同代谢途径被转化为甲烷和二氧化碳。
这个过程称为甲烷发酵,产生的甲烷可用作能源或燃料。
厌氧生物处理过程中,微生物种类和数量的选择对处理效果至关重要。
厌氧微生物种群通常比好氧微生物种群更复杂多样,能够降解更广泛的有机物。
在厌氧反应器中保持适当的微生物种群组成和活性是确保处理系统高效运行的关键。
此外,厌氧生物处理过程还涉及到温度、Ph值、有机负载和水力负荷等操作参数的控制。
这些操作参数的优化可以提高有机废物降解效率和甲烷产量。
综上所述,厌氧生物处理是一种利用厌氧微生物降解有机废物的处理技术。
其基本原理包括好氧解聚、酸化乙酸化和甲烷发酵阶段。
通过控制微生物组成和活性,以及调节操作参数,可以实现高效的有机废物降解和甲烷产生。
厌氧反应器原理
厌氧反应器是一种用于厌氧消化和处理有机废物的设备。
它利用厌氧微生物来进行消化,将有机废物转化为产气和消化液。
厌氧反应器的原理主要包括以下几个方面:
1. 厌氧环境:厌氧反应器内部创造了无氧环境,排除了氧气对厌氧微生物活动的干扰。
这是通过反应器密封性好、进气和出气管道设计合理等方式实现的。
2. 厌氧微生物:厌氧反应器中存在着多种厌氧微生物,如产气菌、乙酸菌、甲烷菌等。
这些微生物通过协同作用,完成有机废物的分解和转化。
其中,产气菌将有机废物分解为有机酸和氢气,乙酸菌将部分有机酸转化为乙酸,而甲烷菌则利用乙酸和氢气生成甲烷。
3. pH调节:厌氧反应器中往往需要进行pH的调节,以适应厌氧微生物的生长和代谢。
一般来说,适宜的pH范围为6.8-7.2,可以通过添加酸碱调节剂或者利用厌氧微生物自身的代谢产物来维持合适的pH值。
4. 温度控制:厌氧反应器对温度的要求较高,通常保持在35-40摄氏度。
这是因为厌氧微生物的活动速率和产气量与温度密切相关,适宜的温度可以促进微生物的生长和代谢。
5. 反应器结构:厌氧反应器的结构通常是圆筒形状,内部设置有搅拌装置,以促进废物和微生物的充分混合。
同时,反应器
还有进料口和出料口,用于废物的输入和产物的收集。
总的来说,厌氧反应器利用厌氧微生物,通过调节环境参数和提供适宜的废物供应,实现有机废物的分解和转化,同时产生可用的生物气体和消化液,具有节能环保、资源化利用等优点。
实用汇总,13种厌氧生物反应器原理!目前,厌氧微生物处理是高浓度有机废水处理过程中不可缺少的一个处理阶段。
它不仅能耗低,而且可以生产沼气作为二次利用的能源。
厌氧反应的容积负荷远大于好氧反应的容积负荷,而处理等量COD厌氧反应的投资较低。
目前常用的厌氧处理方法是:UASB,EGSB,CSTR,IC,ABR,UBF等。
其他厌氧处理方法包括:AF,AFBR,USSB,AAFEB,USR,FPR,两相厌氧反应器等。
1。
UASB——上流式厌氧污泥床反应器uasb是一种英文缩写,表示向上流动的、不能吸收的细长床/毯子。
称为上游厌氧污泥床反应器,是处理污水的厌氧生物方法,又称升厌氧污泥床。
它是由荷兰的Lettinga教授在1977年发明的(Ding Yinian)。
UASB由三部分组成:污泥反应区、气-液-固三相分离器(包括沉淀区)和气室。
底部反应区储存了大量的厌氧污泥,沉淀和凝结性能好的污泥在下部形成了一层污泥层。
待处理的污水从厌氧污泥床底部流入污泥层与污泥混合接触,污泥中的微生物分解污水中的有机物并转化为沼气。
沼气不断地以微小气泡的形式释放出来,在上升的过程中,这些微小的气泡继续合并逐渐形成较大的气泡。
在污泥床的上部,由于沼气的搅动,污泥浓度较低的污泥与水一起上升到三相分离器中。
当沼气接触到分离器下部的反射器时,它围绕反射器弯曲,然后穿过水层进入气室。
浓缩在气室沼气中,经导管输出,固液混合物反射到三相分离器的沉淀区,使污水中的污泥絮凝,颗粒逐渐增多,在重力作用下沉降。
斜壁上沉淀的污泥沿斜壁滑回厌氧反应区,使大量污泥在反应区内堆积,从沉淀区溢流堰上部分离出的污水从溢流堰上部溢出,然后排出污泥床。
2。
EGSB-厌氧颗粒污泥膨胀床反应器EGSB(Expanded Granular Sludge Blanket Reactor)是一种中文名称膨胀颗粒污泥床,是第三代厌氧反应器。
它最初由Lettinga等人于20世纪90年代初开发。
在荷兰瓦根根农业大学。
其结构与UASB反应器相似,可分为进水分配系统、反应区、三相分离区和出水渠系统。
与UASB反应器不同,EGSB反应器具有特殊的出水回流系统。
EGSB反应器一般为圆柱形塔,其特点是高径比大,可达3~5,生产装置反应器高度可达15~20m。
颗粒污泥膨胀床改善了废水中有机物与微生物的接触,强化了传质效果,提高了反应器的生化反应速度,极大地提高了反应器的处理效率。
通过对底污泥区与上、中气、液、固三相分离区的结合,通过回流和结构设计,使废水在反应区具有较高的向上流动率,反应器中的颗粒污泥处于膨胀态厌氧反应器中。
3。
CSTR-完全混合厌氧反应器(也称为连续流混合搅拌反应器)连续搅拌反应器系统,或全混合厌氧反应器(连续搅拌槽式反应器),简称CSTR,是一种使发酵原料和微生物处于完全混合状态的厌氧处理技术。
发酵和沼气生产过程是在一个封闭的罐内完成的。
在消化池内设置搅拌装置,使发酵原料与微生物完全混合。
进料方式采用恒温连续加料或半连续加料操作。
由于搅拌作用的影响,新原料在发酵罐中迅速与所有发酵液中的细菌混合,使发酵基质浓度始终较低,以降解废水中的有机污染物,去除厌氧废水生物处理器中的悬浮物。
4。
IC——内循环厌氧反应器icta类似于两层串联式的uasb反应器,在每个厌氧反应器的顶部有一个空气、固体和液体的三相分离器。
它由两个反应室组成。
废水从反应堆的底部向上流动,污染物被细菌吸附并降解,净化的水从反应堆上部流出。
采用IC塔下部第一个升流厌氧反应器产生的沼气作为升程的内动力,即立管与回流管的混合气密度差,实现了下部混合气的内循环,加强了废水的预处理。
上述第二个UASB对废水进行后处理(或精细处理),使出水达到预期的处理要求。
污水由底部的污泥区和中上部的气、液、固三相分离区组成,通过回流和结构设计,使污水在反应区有较高的上升率。
在厌氧反应器条件下,反应器中的颗粒污泥处于膨胀状态。
5。
ABR-厌氧折流板反应器厌氧折流板反应器(Anaerobicba edreactor,ABR)是由McCarty和Bachmann等人开发和开发的一种新型高效解剖学。
1982年基于第二代厌氧反应器的工艺性能总结。
氧气生物处理装置。
本实用新型的特点是反应器有一个垂直导流板,反应器分为几个串联的反应室,每个反应室是一个相对独立的上流式污泥床系统,污泥形式为造粒或存在絮状物。
导流板引导水流上下运动,逐个通过反应室内的污泥床。
进水中的基质与微生物有充分的接触,可以被降解和去除。
废水通过ABR反应器时,需要自底向上流动,并在流动过程中与污泥多次接触,大大提高了反应器的容积利用率,节省了三相分离器。
6、两相厌氧反应器两相厌氧消化系统是由Bolante和波兰德于20世纪70年代早期在美国开发的厌氧生物处理过程。
它于1977年首次应用于比利时的生产。
两相厌氧消化过程使酸化和甲烷分别在两个系列反应器中进行,使产生酸的细菌和产生甲烷的细菌在最佳的环境条件下各自生长,这不仅有利于充分利用各自的活动,但也能提高治疗效果。
达到了提高体积负荷率、降低反应堆体积、提高运行稳定性的目的。
在传统的应用中,单一反应器中产酸菌和产甲烷菌之间的平衡是脆弱的。
这是由于两种微生物在生理、营养需求、生长速率和对周围环境的敏感性等方面存在着很大的差异。
传统设计应用中遇到的稳定性和控制问题迫使研究人员寻找新的解决方案。
从生化角度看,产酸阶段主要包括水解阶段、产酸阶段和产氢阶段,产甲烷阶段主要是产甲烷阶段。
从微生物的角度看,只有产酸发酵细菌处于产酸阶段,而产甲烷菌不仅存在于产酸阶段,还存在不同程度的产酸发酵细菌。
总之,产甲烷阶段是整个厌氧消化的控制阶段。
为了使厌氧消化过程完成,首先要满足产甲烷菌的生长条件,如维持一定的温度,增加反应时间,特别是对难降解或有毒的废水,才能长期适应。
两相厌氧消化过程将两个反应器中酸化和甲烷化的两个阶段分开,使产酸细菌和产甲烷菌在最佳环境条件下生长,这不仅有助于充分发挥各自的活性。
而且,改善了处理效果,并且实现了增加体积负荷率,减小反应体积和提高操作稳定性的目的。
7。
上流式厌氧污泥床反应器上游污泥床滤池(,简称ub f)是加拿大的Guiot在厌氧滤池(af)和上流厌氧污泥床(上流厌氧污泥床)中,基于uasb的缩写,开发了一种新型的复合厌氧流化床反应器。
聚乙二醇具有较高的生物固体停留时间(srt),能有效降解有毒物质。
它是处理高浓度有机废水的一种经济有效的技术。
复合厌氧流化床工艺是一种利用流态化技术进行生物处理的反应设备。
该设备采用砂土和软填料作为流态化载体。
污水作为运行介质,厌氧微生物以生物膜的形式存在于砂土和软填料的表面,在循环泵处理过程中或污水处理过程中产生甲烷气的自混合,使污水进入流动状态。
当污水向上流经床层时,与附着在床内厌氧生物膜上的载体发生接触和反应,从而达到降解和吸附污水中有机物的目的。
UBF复合厌氧流化床具有效率高、占地少等优点,适用于高浓度有机废水处理工程。
反应器的主要结构特点如下:下部为厌氧污泥床,与UASB反应器下部的污泥床相同,上部为与(AF)滤池相似的填料过滤层。
填料层可附着大量厌氧微生物。
从而提高了整个反应器的生物量,提高了反应器的处理能力和抗冲击性能。
8,AF - 厌氧生物滤池af是厌氧生物滤池的简称。
该工艺是在传统厌氧活性污泥工艺的基础上发展起来的。
反应器由底部进水分配系统、池底水分配系统与滤层之间的污泥层、生物填料、池面出水供水系统和沼气收集系统五部分组成。
厌氧污泥在AF反应器中的滞留方式有两种:一种是细菌在固定填料表面形成生物膜,另一种是厌氧污泥在反应器空间中形成细菌聚集体。
与传统厌氧生物处理结构和其他新型厌氧菌相比,厌氧生物滤池的优点是:生物固体浓度高,可获得较高的有机负荷。
微生物固体停留时间长,水力停留时间短,抗冲击负荷能力强,启动时间短,停机后易于再次启动。
它产生的剩余污泥很少,不需要污泥回流,不需要剩余污泥处理设施,投资大,运行管理方便,在处理水量和负荷变化较大的情况下,能保持较大的稳定性。
通过实际应用,在低浓度污水处理中不需要沼气处理系统。
在AF反应器中,水从反应器底部进入,经过池底配水系统的均匀布置后,废水依次经过悬浮污泥层和生物滤层,有机物与污泥和生物膜上的微生物接触固定,然后被消化。
然后从池面的污水补充系统均匀排放水,并进入下一级处理器。
根据流向的不同,厌氧生物滤池可分为上流式厌氧滤池和下流式厌氧滤池。
废水通过反应器的上升流为上流式厌氧滤池,而下流式厌氧滤池为下流式厌氧滤池。
9。
USSB-上流式分段污泥床USSB是Upflow Staged Sludge Bed反应器的缩写。
在反应器中,反应区分为几个部分,水封后各部分的气体产生分别释放,整个反应装置相当于一系列UASB反应器组件。
10。
USR——上流式厌氧固体反应器升固体厌氧反应器(usr)是一种结构简单的反应器,适用于高悬浮固体有机材料原料。
原料从底部进入消化池,并与消化池中的活性污泥接触,使原料快速消化。
未消化的有机固体颗粒和沼气发酵微生物通过自然沉降留在消化池中,上清液从消化池的上部溢出。
这样可以得到比水力停留时间大得多的固体停留时间(SRT)和微生物停留时间(MRT),从而提高固体有机物的分解速率和蒸煮效率。
目前,粪便资源在畜禽养殖业中的应用很多。
该工艺在许多大中型沼气工程中得到了应用。
USR主要处理高有机固体(有机固体材料>5%)的废液。
废水通过底水分配系统进入,并在上升过程中通过高浓度厌氧微生物的固体床。
废液中的有机固体与厌氧微生物完全接触,有机固体经厌氧菌液化、发酵、分解,达到厌氧消化的目的。
11,AAFEB - 厌氧胶膜膨胀床厌氧附着膜膨胀床(厌氧附着微生物膜膨胀床,AAFEB)反应器是Jewell等人在20世纪70年代中期发展起来的一种厌氧消化工艺。
在AAFEB反应器中,大部分微生物以附着在载体上的形式存在,通过扩散方式进入废水养分的生物膜中,在厌氧菌和产氢醋酸菌的共同作用下产生氢气。
aafeb和egsb的结构基本相似,但反应堆中填充了大量固体颗粒介质(颗粒尺寸小于0.5-1mm)。
在低水力停留时间(HRT)条件下,AAFEB可以保持较高的生物量、较高的传质效率和稳定的运行。
一般的厌氧附着膜膨胀床反应器是用颗粒活性炭(GAC)填充的。
GAC通常被认为是一种很好的固定化反应器中微生物的载体。
在AAFEB反应器中,由于细菌的运动和废水的旋涡,生物膜被附着在载体上,并在生物膜的外部被丝状细菌所覆盖。
结果表明,该生物膜附着在载体上,并在生物膜外被丝状细菌所覆盖。
生物膜中有大量的微菌落,包括球菌、细菌和螺旋体。
颗粒相互接触,载体膨胀率在10%~20%之间,厌氧微生物附着在载体上形成具有生物膜结构的活性污泥,污泥龄较长,使反应器能够高效稳定运行。