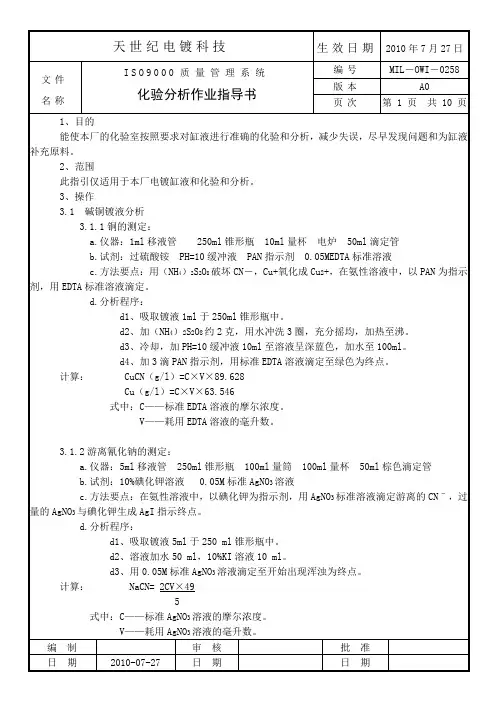
酸性镀铜延展性测试作业指导书105A
- 格式:doc
- 大小:205.00 KB
- 文档页数:3
电镀检验作业指导书引言概述:电镀检验是指对电镀产品进行质量检查和评估的过程。
它是确保电镀产品符合质量标准和客户要求的重要环节。
本文将详细介绍电镀检验的操作指导,包括检验前的准备工作、检验过程中的注意事项、常见的电镀缺陷及其判别方法、以及如何编制电镀检验报告。
一、检验前的准备工作:1.1 确定检验项目:根据产品的特性和客户要求,确定需要进行的检验项目,如镀层厚度、附着力、耐蚀性等。
1.2 准备检验设备和工具:根据检验项目的要求,准备相应的设备和工具,如厚度计、附着力测试仪、显微镜等。
1.3 制定检验计划:根据产品的数量和检验项目的复杂程度,制定合理的检验计划,确保检验工作的高效进行。
二、检验过程中的注意事项:2.1 样品的选择和准备:从批量生产中选择具有代表性的样品,并进行必要的清洗和处理,确保样品表面干净平整。
2.2 检验环境的控制:在检验过程中,要确保检验环境的温度、湿度等因素符合要求,以免对检验结果产生影响。
2.3 检验人员的技术要求:检验人员应具备专业的电镀知识和丰富的实践经验,能够准确判断电镀缺陷并进行有效的判别。
三、常见的电镀缺陷及其判别方法:3.1 镀层厚度不均匀:通过使用厚度计对镀层进行测量,比较不同位置的厚度差异,判断镀层厚度是否均匀。
3.2 镀层附着力不良:使用附着力测试仪对镀层进行拉伸测试,判断镀层与基材之间的附着力是否符合要求。
3.3 镀层出现气泡或孔洞:使用显微镜观察镀层表面,检查是否存在气泡或孔洞,评估其对产品质量的影响程度。
四、编制电镀检验报告:4.1 报告的基本要素:电镀检验报告应包括产品信息、检验项目、检验结果、缺陷描述等基本要素,确保报告内容完整准确。
4.2 报告的格式要求:根据客户要求或公司规定,确定电镀检验报告的格式,包括报告编号、日期、签名等,使报告具备可追溯性和可读性。
4.3 报告的存档和归档:电镀检验报告应按照一定的存档和归档规定进行管理,以便后续的追溯和查询。
电镀件检验作业指导书1.0目的为来料检验人员明确来料品质质量要求,特制定此通用标准作为来料检验的标准,同时提供给供应商了解本公司的品质水平要求,加强品质管理。
2. 适用范围适用于本厂所有外发加工电镀件材料入厂时的检验。
3.权责单位3.1检验规范由品保单位制定,品保单位经理核准后发行。
3.2所制定之规格,如有修改时,须经原核准单位同意后修改之。
4.0检验依据4.1依据工程提供产品图纸进行检验。
4.2依据工程提供的产品样板进行检验。
4.3依据制定的检验标准以及相关的资料进行检验。
5.0检验标准5.1检验工具卡尺、工具显微镜、投影仪、点卡、刀片、3M600胶纸、RAC耐耐磨仪、硬度测试仪、酒精、棉布等。
5.2允收标准a. 外观按照MIL-STD-105E一般检验水准II抽样,AQL定为CRI=0、MAJ=0.65、MIN=1.0;b. 性能测试按照MIL-STD-105E特殊检验水准S-1抽样,AQL定为C=0;c. 尺寸按照MIL-STD-105E特殊检验水准S-3抽样,AQL定为C=0.5.3缺陷定义a. 缺陷(CRI):产品功能完全失常或会导致使用者或操作者生命安全之缺陷。
b. 缺陷(MAJ):产品部分功能、结构失常或严重的外观不良会导致客户拒收或抱怨的缺陷。
c. 缺陷(MIN):产品明显的外观不良可能会导致客户抱怨或包装方面的缺陷。
5.4检验条件a. 光源:标准光源灯光;b. 检物表面与眼睛距离:30~40cm;c. 视线与被检物表面角度: 45±15º;d. 检验时间:≤10S;e. 视力:裸视或矫正视力在1.0以上且无色盲。
6.0电镀件检验内容6.1外观检验:检验项目序号缺点类型不良内容描述判定备注C R I M AJ M IN外1色泽对比样板有明显发亮/太哑、不均匀V对比样板基本接近V 2露黄外表面大面积发黄V22观检验3起泡用指甲往泡上前后左右推移不会扩散的毛坯泡V 一般情 况下不允许有用指甲往泡上前后左右推移会向周边扩散的电镀泡V4 麻点在同一平面内面积 1c m 范围内有一个直径0.1≤D ≤0.15m m 麻点V用污点卡测量 (参考限度板)在同一平面内面积 1c m 范围内有两个直径0.1≤D ≤0.15m m 麻点V检验项目 序号 缺点类型不 良 内 容 描 述判 定备 注C R I M AJ M IN 1、外观检验5起皮工件与镀层或镀层与镀层之间脱离 V不允许 6 漏镀 一般情况下正面不允许有漏镀(特殊情况除外),反面如有要求以签板为准 V 7 针孔表面不允许有针孔V 8 亮点/黑影 表面不允许有亮点/黑影 V9油渍/脏污可去除之油渍/脏污 V 不可去除之油渍/脏污V10划痕在同一平面内长度≤5mm,宽度≤0.1m m, 条数≤1,且距离≥15mmV用污点 卡测量 在同一平面内长度≥5m m , 宽度≥0.1m m 有感划痕V 11 缩水在自然无反光的条件下,看到明显的缩水纹(参考限度样品)V 12 变形 影响装配,通过装配不能复原位V 不影响装配,通过装配能复原位V 13 缺胶 产品不允许有缺胶现象 V 14水纹表面不允许有水纹V15 批锋不影响装配及外观允收16 熔接线表面不允许有熔接线VV17 浇口残余浇口的高度≤0.10m m,且不影响装及外观6.2 尺寸检测:严格按照文控中心所发放的图纸或样品,用卡尺、工具显微镜或投影仪测量产品的长度、宽度、厚度等关键尺寸,公差按照±0.05进行检验,并记录在检验报告中,当非关键尺寸有特殊要求时也要测量。
电镀检验作业指导书一、背景介绍电镀是一种常见的表面处理技术,通过在金属表面形成一层金属或合金的薄膜,可以提升金属的耐腐蚀性、导电性和外观质量。
为了确保电镀产品的质量,需要进行电镀检验作业。
本指导书旨在详细描述电镀检验作业的标准格式,以确保检验的准确性和一致性。
二、检验项目1. 外观检验外观检验是电镀产品质量的重要指标之一。
在外观检验时,应注意以下几个方面:- 表面平整度:使用目测或触摸的方式检查电镀产品的表面平整度,确保没有明显的凹凸、毛刺或划痕。
- 颜色和光泽:检查电镀产品的颜色和光泽是否符合要求,可以使用光源照射来观察反射情况。
- 气泡和斑点:检查电镀产品表面是否有气泡或斑点,这可能会影响产品的外观质量。
- 涂层附着力:使用适当的工具或方法测试电镀涂层的附着力,确保涂层不易剥落。
2. 尺寸检验尺寸检验是判断电镀产品尺寸是否符合要求的重要步骤。
在尺寸检验时,应注意以下几个方面:- 外径和内径:使用适当的测量工具(如卡尺、游标卡尺等)测量电镀产品的外径和内径,确保其与设计要求一致。
- 厚度:使用合适的测量仪器(如涂层测厚仪)测量电镀涂层的厚度,确保其厚度符合要求。
- 高度和深度:对于有凹凸面的电镀产品,应测量其高度和深度,确保其符合设计要求。
3. 化学成分检验化学成分检验是判断电镀液中金属离子浓度是否符合要求的重要步骤。
在化学成分检验时,应注意以下几个方面:- 采样方法:根据电镀液的特性选择合适的采样方法,确保采样的代表性和准确性。
- 仪器设备:使用适当的仪器设备(如原子吸收光谱仪、离子色谱仪等)测量电镀液中金属离子的浓度。
- 标准值比对:将测量结果与设计要求或标准值进行比对,确保电镀液中金属离子浓度的合格性。
4. 耐腐蚀性检验耐腐蚀性检验是判断电镀产品在特定环境下是否具有良好的耐腐蚀性能的重要步骤。
在耐腐蚀性检验时,应注意以下几个方面:- 环境条件:根据产品的使用环境选择合适的腐蚀试验方法和试验液体。
电镀检验作业指导书一、背景介绍电镀是一种常见的表面处理技术,通过在金属表面形成一层金属镀层,可以提高金属的耐腐蚀性、耐磨性和美观度。
为了确保电镀产品的质量,需要进行电镀检验作业。
本指导书旨在提供电镀检验作业的标准格式,以确保检验工作的准确性和一致性。
二、检验项目和要求1. 外观检验- 检验项目:表面光洁度、镀层均匀性、无明显缺陷。
- 检验要求:镀层应光洁、均匀,无气泡、流挂、皱纹、麻点等缺陷。
2. 厚度测量- 检验项目:镀层厚度。
- 检验要求:镀层厚度应符合设计要求,测量误差不得超过±5%。
3. 耐腐蚀性检验- 检验项目:耐盐雾腐蚀性能。
- 检验要求:样品应经受住规定的盐雾腐蚀测试,无明显腐蚀或剥落。
4. 粘附力检验- 检验项目:镀层与基材的粘附力。
- 检验要求:镀层应牢固附着在基材上,不得有明显剥离或起泡现象。
5. 硬度检验- 检验项目:镀层硬度。
- 检验要求:镀层硬度应符合设计要求,不得低于设定值。
三、检验方法和步骤1. 外观检验- 方法:目视检查。
- 步骤:将样品放置在光线充足的环境下,仔细观察样品表面,检查是否有缺陷。
2. 厚度测量- 方法:电子测厚仪。
- 步骤:选取代表性样品,将电子测厚仪探头放置在样品表面,记录测得的厚度值。
3. 耐腐蚀性检验- 方法:盐雾腐蚀试验。
- 步骤:将样品放置在盐雾腐蚀试验箱中,按照标准要求进行盐雾腐蚀测试,观察样品表面是否有腐蚀或剥落。
4. 粘附力检验- 方法:剥离试验。
- 步骤:使用适当的工具(如刀片)在样品表面进行剥离试验,观察镀层是否有明显剥离或起泡现象。
5. 硬度检验- 方法:硬度计。
- 步骤:将硬度计探针放置在样品表面,记录测得的硬度值。
四、检验记录和报告1. 检验记录- 检验日期、样品编号、检验项目、检验结果等。
- 检验人员签名和日期。
2. 检验报告- 报告编号、样品信息、检验项目、检验结果、结论等。
- 检验人员签名和日期。
五、质量控制1. 样品选择- 样品应具有代表性,能够反映生产批次的质量水平。
电镀工序作业指导书1.0目的建立详细的作业规范,籍以稳定品质,提升生产效率,并作为设备保养、员工操作的依据,此文件同时也是本岗位新员工培訓之教材。
2.0适用范围本作业规范适用于本公司电镀班图形电镀工序。
3.0职责3.1制造部职责3.1.1员工按工艺提供的参数制造符合要求的产品并作相关的记录,领班对此进行监督和审核。
3.1.2领班負责对员工进行生产操作的培訓及考核。
3.2 品质部职责品质部负责对制造部的品质、保养、操作、参数和环境稽核与监控,保证产品符合客戶要求。
3.3 工艺部职责评估和提供生产过程中各种参数要求,及其实现之方法。
3.4维修部生产设备的管理、维护和维修。
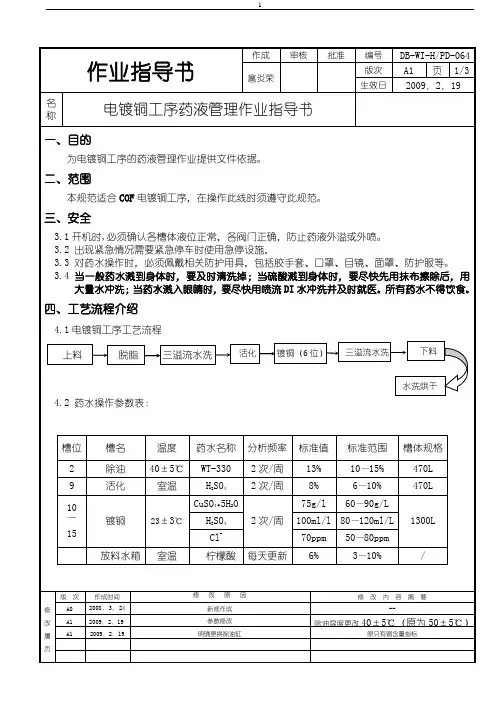
4.0 作业内容4.1工艺流程4.1.1加厚铜(板电)作业流程示意图上料→酸洗→电镀铜→溢流水洗→溢流水洗→下料→洗板烘干→自检→转下工序4.1.2图形电铜电锡基本流程示意图上料→除油→溢流水洗→溢流水洗→微蚀→溢流水洗→溢流水洗→酸洗→电镀铜→溢流水洗→溢流水洗→酸洗→电锡→溢流水洗→溢流水洗→下料→转退膜蚀刻4.2 电镀基本流程说明4.2.1上料:戴手套作业,小心擦花板面,夹具夹紧板边防止掉板,同时夹板靠夹棍底部。
4.2.2除油:清除板面油污、灰尘、指纹印、氧化等。
4.2.3微蚀:清除板面氧化,粗化板面,增强板面与镀层的结合力。
微蚀后的板面色泽一致呈粉红色。
4.2.4酸洗:除去铜表面轻微氧化膜,同时也防止上工序的残液进入镀铜液中,对镀液有一定的保护作用。
还活化铜面,便于电镀时铜的沉积。
4.2.5镀铜:实现孔壁及线路之厚度要求,保证其优良之导电性能。
4.2.6镀锡:作为碱性蚀刻之抗蚀层,形成良好之线路图形。
4.2.7烘烤:湿膜板用105℃烘15分钟以固化油墨,防止电镀时油墨脱落、渗镀、铜点等不良现象的发生。
4.3 电镀线工艺参数和操作条件缸名控制项目控制范围分析频率操作条件浸液时间滴水时间缸体材料缸体容积除油XP070302-630-50ml/l1次/天温度:35±2℃循环过滤,非空气搅拌震荡振动5"3´15s PP 800L水洗自来水/ / 非空气搅拌2"51´无PP 800L 水洗自来水/ / 空气搅拌2"10´无PP 800L微蚀H2O28-18ml/l 1次/天温度:30±2℃循环过滤空气搅拌1"42´无PP 800L H2SO42-4%Cu2+<4g/l1次/周微蚀速率0.3-0.6μm1次/周水洗自来水/ / 空气搅拌1"24´无PP 800L 水洗自来水/ / 空气搅拌1"54´无PP 800L浸酸H2SO44-6%1次/天温度:常温1"52´无PP 800L电镀铜CuSO455-80g/l2次/周温度:25±2℃循环过滤空气搅拌震荡振动光剂补加:HV-101AN按250ml/KAH,HV-101BN按130ml/KAH由不同工艺决定无PP 4000L H2SO490-130ml/lCl-40-70PPM铜光亮剂HV-101AN2-4ml/L1次/2周铜光剂辅助剂HV-101BN5-20ml/L1次/2周铜光剂开缸剂HV-101M开缸添加5ml/L/开缸和碳处理后进行添加5ml/L,平时不做添加水洗自来水/ / 空气搅拌54´无PP 800L 水洗自来水/ / 空气搅拌3"13´无PP 800L预浸H2SO44-6%1次/天温度:常温1"30´10S PP 800L电镀锡SnSO435-45g/l 2次/周温度:20±2℃循环过滤非空气搅拌震荡振动光剂补加:A :250ml/KAHB :125ml/KAH15"00´无PP 3600L H2SO480-110ml/lEC.partA5-10ml/l1次/月EC.partB10-20ml/l水洗自来水/ / 非空气搅拌3"38´无PP 800L 水洗自来水/ / 空气搅拌5"50´无PP 800L下板下板时需戴胶手套且必须插架,避免板件擦花7"10´无PP退镀HNO320-40%2次/周温度:常温非空气搅拌手动完成以退干净为原则无PP 800L水洗自来水/ /空气搅拌手动完成手动无PP 800L下板/ / / 具体见夹板规范同上板无PP4.4 行车操作程序4.4.1行车操作程序参照文件:电镀操作规程(编号:MTL-PI-033)的4.1-4.4内容进行操作。
电镀检验作业指导书一、引言电镀是一种常见的表面处理工艺,广泛应用于金属制品的制造过程中。
为了确保电镀产品的质量和性能,需要进行电镀检验。
本作业指导书旨在提供一套标准的电镀检验流程,以确保电镀产品符合相关标准和要求。
二、检验前准备1. 确定检验的电镀产品和相关规格要求。
2. 准备检验所需的设备和工具,包括显微镜、测量仪器、化学试剂等。
3. 准备检验所需的标准样品和参考资料。
三、外观检验1. 检查电镀产品的表面是否平整、光滑,无明显的凹凸、划痕或气泡。
2. 观察电镀层的颜色、亮度和均匀性,确保符合规定的要求。
3. 检查电镀层是否存在脱落、剥离或起泡等缺陷。
四、厚度测量1. 使用合适的测量仪器,如涂层厚度计或X射线荧光光谱仪,测量电镀层的厚度。
2. 根据产品规格要求,判断测量结果是否符合要求。
五、附着力测试1. 使用适当的附着力测试方法,如划格法或剥离试验,测试电镀层与基材的附着力。
2. 根据产品规格要求,判断测试结果是否符合要求。
六、耐蚀性测试1. 根据产品的使用环境和要求,选择适当的耐蚀性测试方法,如盐雾试验或湿热试验。
2. 将电镀产品置于相应的测试环境中,经过一定时间后,观察电镀层的腐蚀程度。
3. 根据产品规格要求,判断测试结果是否符合要求。
七、其他检验项目根据电镀产品的特点和要求,可能需要进行其他的检验项目,如硬度测试、粗糙度测量、密封性测试等。
具体的检验项目和方法应根据产品规格要求进行确定。
八、记录和报告1. 在检验过程中,及时记录检验结果和观察到的缺陷。
2. 检验完成后,整理检验记录和报告,包括产品信息、检验项目、检验结果等。
3. 如发现问题或不符合要求的情况,应及时通知相关部门或责任人,以便进行后续处理和改进。
九、质量控制1. 建立电镀检验的质量控制体系,包括检验标准、检验方法、设备校准等。
2. 定期对检验过程进行质量控制和评估,确保检验结果的准确性和可靠性。
十、安全注意事项1. 在进行电镀检验时,应注意化学试剂的安全使用,避免接触皮肤或吸入有害气体。
电镀检验作业指导书一、背景介绍电镀是一种常见的金属表面处理方法,通过在金属表面涂覆一层金属薄膜,能够提高金属的耐腐蚀性、耐磨性和美观度。
然而,电镀过程中可能会出现一些质量问题,如气泡、颗粒、斑点等。
为了确保电镀产品的质量,需要进行电镀检验作业。
二、检验设备和工具1. 放大镜:用于观察电镀表面的细节,检查是否有缺陷。
2. 金属硬度计:用于测量电镀层的硬度,判断其质量。
3. 电子天平:用于测量电镀层的厚度,确保其符合要求。
4. 电阻计:用于测量电镀层的电阻,判断其导电性能。
5. 粗糙度仪:用于测量电镀层的表面粗糙度,确保其光洁度。
6. 高温试验箱:用于模拟高温环境,检验电镀层的耐热性能。
7. 盐雾试验箱:用于模拟腐蚀环境,检验电镀层的耐腐蚀性能。
三、检验步骤1. 外观检验:使用放大镜观察电镀表面,检查是否有气泡、颗粒、斑点等缺陷。
记录缺陷的数量和位置。
2. 硬度检验:使用金属硬度计在电镀层上进行硬度测试,记录测试结果。
根据要求的硬度范围判断电镀层的质量。
3. 厚度检验:使用电子天平测量电镀层的厚度,记录测量结果。
与要求的厚度范围进行比较,判断电镀层的质量。
4. 导电性检验:使用电阻计测量电镀层的电阻,记录测量结果。
根据要求的电阻范围判断电镀层的导电性能。
5. 表面粗糙度检验:使用粗糙度仪测量电镀层的表面粗糙度,记录测量结果。
与要求的粗糙度范围进行比较,判断电镀层的光洁度。
6. 耐热性检验:将电镀样品放入高温试验箱中,设定一定的温度和时间,观察电镀层是否出现变色、剥落等现象。
记录试验结果。
7. 耐腐蚀性检验:将电镀样品放入盐雾试验箱中,设定一定的盐雾浓度和时间,观察电镀层是否出现锈蚀、腐蚀等现象。
记录试验结果。
四、检验结果评定根据电镀检验的各项指标,将检验结果进行评定:1. 外观缺陷数量和位置:根据要求,判断外观缺陷是否符合标准,记录缺陷的数量和位置。
2. 硬度测试结果:根据要求的硬度范围,判断电镀层的质量等级。
电镀检验作业指导书一、引言电镀是一种常见的表面处理工艺,广泛应用于金属制品的防腐、美化和改善机械性能等方面。
为了确保电镀质量的稳定和产品的可靠性,进行电镀检验是必不可少的环节。
本作业指导书旨在为电镀检验人员提供详细的工作指导,确保电镀检验作业的准确性和规范性。
二、检验前准备1. 检验设备和工具的准备:- 金相显微镜:用于观察电镀层的显微结构和缺陷。
- 电子显微镜:用于观察电镀层的微观形貌和成分分析。
- 电镀层厚度测量仪:用于测量电镀层的厚度。
- 电镀层附着力测试仪:用于测试电镀层与基材的附着力。
- 电镀层硬度测试仪:用于测试电镀层的硬度。
- 其他常用的检验设备和工具。
2. 检验样品的准备:- 根据检验要求,选择代表性的电镀样品。
- 确保样品表面干净、无油污和杂质。
三、检验项目和方法根据电镀产品的不同要求,电镀检验可以包括以下几个方面的项目:1. 外观检验:- 观察电镀层的颜色、光泽和均匀性。
- 检查是否存在气泡、孔洞、皱纹等缺陷。
2. 厚度测量:- 使用电镀层厚度测量仪,按照操作说明进行测量。
- 测量不同部位的厚度,计算平均值。
3. 附着力测试:- 使用电镀层附着力测试仪,按照操作说明进行测试。
- 根据测试结果,评估电镀层与基材的附着力。
4. 显微结构观察:- 使用金相显微镜,观察电镀层的显微结构。
- 检查是否存在晶粒过大、晶粒析出、裂纹等缺陷。
5. 微观形貌观察:- 使用电子显微镜,观察电镀层的微观形貌。
- 检查是否存在颗粒、孔洞、裂纹等缺陷。
6. 成分分析:- 使用电子显微镜进行能谱分析,确定电镀层的成分。
- 检查是否存在成分偏差、杂质等问题。
7. 硬度测试:- 使用电镀层硬度测试仪,按照操作说明进行测试。
- 根据测试结果,评估电镀层的硬度。
四、检验记录和报告1. 检验记录:- 检验人员应详细记录每个检验项目的结果。
- 记录包括样品信息、检验设备和工具、检验方法、检验结果等内容。
2. 检验报告:- 根据检验记录,生成检验报告。
电镀检验作业指导书一、引言电镀是一种常见的表面处理工艺,广泛应用于金属制品的防腐、装饰、改善机械性能等方面。
为了确保电镀产品的质量,必须进行电镀检验。
本作业指导书旨在提供电镀检验的标准操作流程,确保电镀产品符合规定的质量要求。
二、检验前的准备工作1. 检验设备和工具的准备:- 金相显微镜:用于检查电镀层的结构和缺陷。
- 电子显微镜:用于检查电镀层的微观形貌和表面质量。
- 电化学测试仪器:如电位计、电流计等,用于测量电镀层的厚度、硬度等。
- 光谱仪:用于检测电镀层的成分和含量。
- 其他常用工具:如显微刀、千分尺、量具等。
2. 样品的准备:- 样品选择:根据需要检验的电镀产品类型和要求,选择代表性的样品。
- 样品制备:根据不同的检验项目,对样品进行必要的预处理和加工,如去除油污、打磨、抛光等。
三、检验项目及操作流程1. 外观检验:- 目的:检查电镀层的表面质量,包括光洁度、无明显缺陷等。
- 操作流程:1) 将样品放置在光源下,用肉眼观察电镀层的整体质量。
2) 用显微镜对电镀层进行放大观察,检查是否存在气泡、裂纹、麻点等缺陷。
3) 使用光谱仪检测电镀层的颜色和成分。
2. 厚度检验:- 目的:测量电镀层的厚度,判断其是否符合要求。
- 操作流程:1) 使用电化学测试仪器测量电镀层的厚度。
2) 将样品放置在测试仪器上,根据仪器的使用说明进行操作。
3) 重复多次测量,取平均值作为最终结果。
3. 结构检验:- 目的:观察电镀层的内部结构,判断是否存在结构缺陷。
- 操作流程:1) 将样品切割成适当大小,以便观察其截面。
2) 使用金相显微镜对电镀层的截面进行观察,检查是否存在气孔、层间结合不良等问题。
4. 耐腐蚀性检验:- 目的:评估电镀层的耐腐蚀性能。
- 操作流程:1) 将样品放置在腐蚀试剂中,根据要求选择合适的试剂。
2) 根据试剂的要求和指示,进行腐蚀测试。
3) 观察电镀层的变化情况,评估其耐腐蚀性能。
5. 其他检验项目:- 根据具体的电镀产品类型和要求,可以进行其他检验项目,如硬度测试、附着力测试等。
1、目的:为保证公司的产品表面、外观质量符合客户要求。
2、适用范围:电镀产品的检验。
3、定义:3.1产品表面的分类:依产品安装后所观察到的面分类。
(附件一)3.1.1 A面:产品安装后,从正前45度上方可观察到的表面。
3.1.2 B面:产品安装后,观察者需左(右)水平转动90°产品才可看到的表面,即产品两侧面。
3.1.3 C面:产品安装使用中,一般情况下观察者不易看到的面即产品的底面和后面。
3.2表面电镀不良:产品在电镀操作过程中所产生的表面缺陷。
3.2.1起泡:镀层与基层之间因附着力不强,造成在表面隆起的现象。
3.2.2脱皮:镀层与基层结合力不够,镀层从基层起皮脱落。
3.2.3烧焦:局部镀层与其它表面镀层产生色差,表面粗糙。
3.2.4露黄:镀层未能完全覆盖基层,而露出黄色的镍层(零配件可盖住的部分除外)。
3.2.5麻点:镀层表面细微的小点。
3.2.6杂质:镀层表面因附者其它金属颗粒(凸状物),而造成表面粗糙。
3.2.7蓝膜:观察镀层表面可见蓝色的反光。
3.2.8露基材:产品表面未被镀层完全覆盖。
3.3非电镀表面不良:产品不是因电镀原因而造成的表面不良。
3.3.1碰伤:镀层表面因碰撞而产生的凹状痕迹。
3.2.2划伤:镀层表面被尖锐物体划出线状痕迹。
3.2.3擦花:镀层表面被硬物擦的轻微线状痕迹。
3.3.4白膜:电镀后,留在镀层表面的电镀液。
3.3.5波面:电镀前,产品表面未抛平整,电镀后可在镀层表面明显看到水波状波纹。
3.3.6砂眼:铸造、压铸件在抛光后,表面留有较大凹坑。
3.3.7气孔:铸造、压铸件在抛光后,表面留下较深的凹坑。
4、权责:4.1品管部:负责该标准编制,监督车间及外协供应商执行4.2车间及外协供应商:执行该标准5、内容:5.1外观检验:5.1.1检验条件及方法:5.1.1.1在自然散射光线下或在无反射光的白色透明光线下进行目测,光照度不低于300Lx(相当于40W日光灯下距离为500mm的光照度),检验员与电镀品之间间距300mm左右(检验员的矫正视力1.0以上,无色盲),依据产品外观分面分级检验。
电镀与表面处理作业指导书第1章电镀与表面处理基础 (3)1.1 电镀原理概述 (3)1.2 表面处理的目的与意义 (4)1.3 电镀与表面处理技术的发展与应用 (4)第2章电镀前的预处理 (5)2.1 表面清洗 (5)2.1.1 目的 (5)2.1.2 方法 (5)2.1.3 工艺流程 (5)2.2 表面整平 (5)2.2.1 目的 (5)2.2.2 方法 (5)2.2.3 工艺流程 (5)2.3 表面活化和抛光 (6)2.3.1 目的 (6)2.3.2 方法 (6)2.3.3 工艺流程 (6)第3章常见金属电镀工艺 (6)3.1 镀锌 (6)3.1.1 工艺概述 (6)3.1.2 工艺流程 (6)3.1.3 工艺参数 (6)3.2 镀铜 (6)3.2.1 工艺概述 (6)3.2.2 工艺流程 (7)3.2.3 工艺参数 (7)3.3 镀镍 (7)3.3.1 工艺概述 (7)3.3.2 工艺流程 (7)3.3.3 工艺参数 (7)3.4 镀铬 (7)3.4.1 工艺概述 (7)3.4.2 工艺流程 (7)3.4.3 工艺参数 (8)第4章特殊电镀工艺 (8)4.1 金合金电镀 (8)4.1.1 概述 (8)4.1.2 工艺流程 (8)4.1.3 注意事项 (8)4.2 钛电镀 (8)4.2.1 概述 (8)4.2.2 工艺流程 (8)4.2.3 注意事项 (9)4.3 铑电镀 (9)4.3.1 概述 (9)4.3.2 工艺流程 (9)4.3.3 注意事项 (9)4.4 稀土电镀 (9)4.4.1 概述 (9)4.4.2 工艺流程 (9)4.4.3 注意事项 (9)第5章表面处理技术 (10)5.1 化学转化膜 (10)5.1.1 概述 (10)5.1.2 化学转化膜的类型 (10)5.1.3 化学转化膜制备工艺 (10)5.2 阳极氧化 (10)5.2.1 概述 (10)5.2.2 阳极氧化膜的类型 (10)5.2.3 阳极氧化工艺 (10)5.3 喷涂与喷漆 (11)5.3.1 概述 (11)5.3.2 喷涂与喷漆的类型 (11)5.3.3 喷涂与喷漆工艺 (11)5.4 粘接与密封 (11)5.4.1 概述 (11)5.4.2 粘接与密封的类型 (11)5.4.3 粘接与密封工艺 (11)第6章电镀与表面处理质量控制 (12)6.1 电镀与表面处理质量控制指标 (12)6.1.1 外观质量 (12)6.1.2 结合力 (12)6.1.3 耐腐蚀性 (12)6.1.4 晶粒度 (12)6.1.5 镀层厚度 (12)6.2 检测方法与设备 (12)6.2.1 外观质量检测 (12)6.2.2 结合力检测 (12)6.2.3 耐腐蚀性检测 (12)6.2.4 晶粒度检测 (12)6.2.5 镀层厚度检测 (13)6.3 质量控制措施 (13)6.3.1 原材料控制 (13)6.3.2 工艺参数控制 (13)6.3.3 设备维护与管理 (13)6.3.4 操作人员培训与管理 (13)6.3.5 质量检验与记录 (13)第7章电镀与表面处理过程中的环境保护与安全 (13)7.1 污染防治技术 (13)7.1.1 污染源控制 (13)7.1.2 污染物治理 (13)7.1.3 清洁生产 (13)7.2 废水处理与资源回收 (14)7.2.1 废水分类与处理 (14)7.2.2 资源回收 (14)7.2.3 废水处理设施运维 (14)7.3 安全生产与预防 (14)7.3.1 安全管理制度 (14)7.3.2 安全防护设施 (14)7.3.3 预防与应急处理 (14)7.3.4 员工培训与教育 (14)第8章电镀与表面处理设备维护与管理 (14)8.1 设备选型与配置 (14)8.1.1 设备选型原则 (14)8.1.2 设备配置 (15)8.2 设备维护与保养 (15)8.2.1 维护保养原则 (15)8.2.2 维护保养内容 (15)8.3 设备故障排除与维修 (15)8.3.1 故障排除 (15)8.3.2 维修方法 (15)8.3.3 维修注意事项 (16)第9章电镀与表面处理在特定行业的应用 (16)9.1 汽车行业的应用 (16)9.2 电子行业的应用 (16)9.3 家电行业的应用 (16)9.4 航空航天领域的应用 (16)第10章电镀与表面处理技术的发展趋势与展望 (17)10.1 绿色电镀与表面处理技术 (17)10.2 智能化与自动化 (17)10.3 新材料在电镀与表面处理中的应用 (17)10.4 未来发展展望与挑战 (17)第1章电镀与表面处理基础1.1 电镀原理概述电镀是一种借助电流在电解质溶液中使金属离子还原并沉积在导体表面的过程。
型号制程工序名称标准工时
标准产能/H 工序编号版本V1.1示意图:
沙点麻点黄斑杂质制表:审核批准1
1百格刀1
5、耐磨测试:施500g力对被测品试擦50次,往返为1次,不能变色及露底材;
6、包装:按公司要求进行包装和标识,不能有包装箱损坏、标识错误、错装
、漏装、混装;
适量3M胶纸
工具医用酒精
95%硬度仪法码 迹擦拭净。
表面出现剥落痕迹,或有1条以上划痕(划破面漆),不接受;
4、附着力测试:用百格刀以35°-45°的角度,在被测品表面划10*10/1mm的
小格,深度以见底材为准,将3M胶纸平帖于产品表面或丝印处(不能有汽
泡),静置90±30s,然后沿45度的方向快速拉起,连续粘贴5次(胶纸不
操作步骤:1、检查镀件表面有无气泡/麻点/刮花/划伤/黄斑/雾状/变形/色差等不良;
2、耐酒精测试:用裹棉布的砝码沾上适量的95%医用酒精,将砝码与镀层面
垂直,在同一位置往退,以1秒钟往返一次速度,磨擦50次,镀层表面允
许有轻微哑色,不接受掉色、掉漆、溶胶等现象!
3、硬度测试:用2H铅笔装在测试硬度仪上,施加在笔尖上的载荷为1kg,铅
1
雾状/发蒙 能复用),95%不露底色不脱漆为合格;
作业指导书电镀通用IQC来料检查电镀检测 笔与水平面的夹角为45°, 推动铅笔往复滑动10mm行程,划3条线(不同
位置共划三条,单程算一次,同一位置只划一次),再用橡皮擦将铅笔痕
东莞璇爱电子科技有限公司。
镀铜操作指导书镀铜流程一、镀前准备1. 检查镀液a. 查看镀液液位是否正常,超出时,停止或少冲水,液位低时,加水补充到液位。
b. 查看溶液的波美度是否在18~23之间(循环测定)如超出23时,适量加水稀释,如波美度高出23且液位超高时,则必须立即向车间汇报,并在交接表上作好记录。
c. 镀液的温度要求在40℃±2℃之间,如有偏差,则立即向车间汇报,并在交接表上作好记录。
2. 设备检查对导电系统传动系统,水气管道等进行细致的检查,发现问题及时反映,保证设备运行正常,电镀过程中导电良好。
3. 版辊检查a. 检查钢辊表面是否有划伤、碰伤、料伤、料道、刀纹等问题,光洁度是否符合要求,表面是否有横纹和螺旋纹。
b. 检查堵头、堵孔无严重料伤,堵孔要求无碰伤(无凹陷)无锈蚀。
c. 检查版辊尺寸(直径、锥度、椭圆度)是否同机加工钢辊检验单相符。
d. 钢辊表面不允许有影响电镀质量的严重表面锈蚀和严重的氧化层,有问题时立即向品控部或车间反映。
4. 接活a. 根据生产计划,查看工票,并认真审阅工票上的各项内容。
注意特种版一定要求由特定人员完成操作。
b. 根据版辊不同的尺寸(特别是补铜)合理搭配。
c. 根据版辊的规格计算:版辊面积=直径×长度×3.14 (单位:dm2)版辊面积误差≤1dm2安培小时(A·H)=版辊面积(dm2)/2×厚度(丝)×电流密度÷槽系数安培小时误差≤1A·H/dm2电流A=版辊面积(dm2)/2×电流密度电流误差≤1.5A/dm2(铜的电流密度为17~22A/dm2、施镀为半浸式所以计算面积需除以2 )二、装版和打天车1. 装版见装版操作规范。
2. 注意事项:①版辊、穿杠、适配器要轻拿轻放,以免碰伤和损坏版辊及穿杠、适配器,禁止设备带病操作。
②装版前要打磨生锈铜瓦、堵头、堵孔、穿杠及适配器内孔保证电镀过程中导电良好。
电镀-酸性光亮镀铜工艺一、酸性镀铜光亮剂特点:1、快速出光,特好的填平度,即使低电流密度区也可得到极高的填平度。
2、广泛的电流密度范围均可得到镜面亮度。
3、工作温度范围宽,18-40℃都可得到镜面亮度。
4、镀层内应力低,延展性好,电阻率低。
5、光亮剂对杂质容忍度高,易于控制。
一般在使用一段长时间(约800-1000Ah/L)后,才需用活性碳粉处理。
6、沉积速度快。
在4.5A/dm2的电流密度下,每分钟可镀1微米的铜层。
二、电镀工艺条件:原料范围标准硫酸铜 200-240g/L 220 g/L硫酸 55-75g/L 65 g/L氯离子 15-70mg/L 20-40mg/L BFJ-210Mμ 5-12ml/L 8 ml/LBFJ-210A 0.5-1.0ml/L 0.6 ml/LBFJ-210B 0.5-1.0ml/L 0.6 ml/L温度 18-40℃ 24-28℃阴极电流密度 0.5-10A/dm2阳极电流密度 1.5-8A/dm2三、镀液的配制:1、先在镀槽中(待用缸或备用缸)加入1/2体积蒸馏水或去离子水,加热至40-50°。
(所用水的氯离子含量应低于70mg/L (ppm))。
2、加入计算量的硫酸铜,搅拌至完全溶解。
3、加入活性炭2g/L,搅拌1小时后静止8小时用过滤泵,把溶液滤入清洁的电镀槽内。
加去离子水至规定体积。
4、在不断搅拌下慢慢加入计算量的化学纯硫酸,(注意:此时会产生大量热能,故需强力搅拌,慢慢添加,以使温度不超过60℃。
添加硫酸时要特别小心,应穿上保护衣服,及戴上手套、眼罩等,以确保安全)。
5、镀液冷却至25℃时,加入标准量氯离子。
(分析镀液中氯离子含量,如不足应加入适量的盐酸或氯化钠,使氯离子含量达到标准。
)6、加入光亮剂并搅拌均匀,在正常操作规程条件下,把镀液电解3-5Ah/L,便可正式试镀。
四、镀液的成份及作用:1、硫酸铜:在镀液中提供铜离子。
铜离子含量低,容量在高电流密度区造成烧焦现象及出光慢,铜离子过高时,硫酸铜有可能结晶析出。
FMC – QA – 019 REV. 0 TVA NO. TVA NO. TVA NO. TVA NO. TVA NO. TVA NO. TVA NO. TVA NO. TVA NO.
文件申請書
上次發行本次發行
日期﹕版本﹕日期﹕2007年9月1日版本﹕A 說明項次修訂前修訂后頁次
文件狀況 : 制訂☑修訂☐廢止☐
管制等級 : 管制☑非管制☐作廢日期:
文件匯簽及分發狀態部門
最高
管理者
生產部品管部行政部工程部維修部生管部采購部匯簽
狀態√√√√
部門電腦部財務部環委會市場部
匯簽
狀態
審核﹕承辦﹕
1.測試目的:
延展性測試可以檢測鍍銅缸的有機雜質污染程度,量化評估電鍍銅層的物理性能﹐為電鍍銅缸進行碳粉處理提供數據支持。
2.適用范圍:
電鍍工序之1#,2#平板線銅缸﹔1#—5#鍍錫線銅缸﹔垂直連續電鍍線(VCP)銅缸﹔
3.測試方式:
依IPC-TM-650標准目錄﹕銅箔的拉伸力及延展性編號 2.4.18 ﹔版本﹕B
3.1.測試銅箔﹕送樣的銅箔尺寸要足以切割成5份10”× 0.5”的樣品且樣品必須平滑無損壞,折皺. 3.2 測試過程﹕
3.2.1使用JDC#50切割設備把銅箔切割成10”× 0.5”的樣品五份
3.2.2再把10”× 0.5”的樣品精確切割成尺寸為6”× 0.5”的樣品
3.2.3測試裝置持續拉緊速度介于0.050-20英寸/分鐘
3.2.4升溫裝置必須可連接到測試裝置﹐并且在樣品測試過程中保持溫度在180±10℃
3.2.
4.1 樣品准確稱重至小數點后3位﹐記錄數據并計算出樣品中代表性區域的平均厚度
3.3.
4.2 把代表性區域的平均厚度輸入到測試裝置中﹐實驗完成后樣品的拉伸力可以清楚
的從圖表中看出來。
3.3.
4.3 測定長度設定為2.0英寸﹐持續拉緊還度為2.0英寸/分鐘﹐圖表速度為20英寸/分鐘
(圖表每移動一英寸即等同于5.0%的延展百分率)
3.3.
4.4 測定長度設定為2.0英寸﹐持續拉緊還度為0.050英寸/分鐘﹐圖表速度為20英寸/分鐘
(圖表每移動一英寸即等同于0.125%的延展百分率)
3.3.
4.5 延展百分率=(銅箔破裂時長度-原始的測定長度)/原始的測定長度
3.3.
4.6 測試結果取五個樣品的延展百分率平均值
4. 測試接收標准﹕依IPC-TM-6012B版本﹐列序第3.2.6.8點
3.2.6.8 Electrodeposited Copper When specified,electrodeposited copper platings shall meet the
following criteria. Frequency of testing shall be determined by the manufacturer to ensure
process control
(A)When tested as specified in IPC-TM-650﹐Method 2.3.15,the purity of copper shall be no
less than 99.50%.
(B)When tested as specified in IPC-TM-650﹐Method 2.4.18.1,with the exception of removing
the bake step in Section 5 with the test method, using 50um-100um(1.969uin-3.937uin)
thick samples.the tensile strength shall be no less than 36.000 PSI (248MPa) and the
elongation shall be no less than 12%.
5.延展性測試電鍍取樣時相關電鍍工藝參數控制
5.1 鍍液控制條件:同正常生產條件﹔
5.2 測試板材質:316不銹鋼板﹔
5.3 尺寸大小:1
6.00”×16.00”﹔
5.4 電流密度:15—16ASF ﹔
5.5 電鍍時間:4.5—5H﹔
5.6 鍍層厚度要求:50—100UM(最佳厚度70—85UM)﹔
5.7 測試周期:5—6個月/次
5.8 抽取頻率:取生產線1/4銅缸數進行抽樣測試
6.具體操作條件:
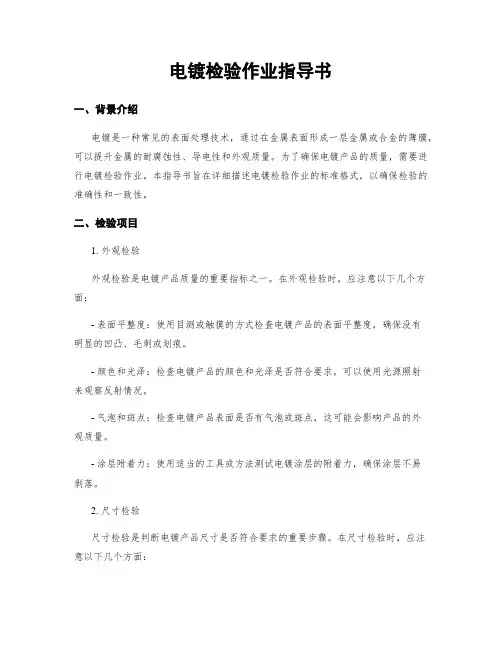
6.1 鋼板電鍍前磨板,保持板面光滑無污染。
6.2 挂板方式:鋼板挂飛巴中間位置,兩邊同時用尺寸一致的光銅板夾鍍(見示意圖)。
6.3 為提高鍍層均勻性,不能使用薄板支架。
6.4 電鍍前處理正常進行,電鍍過程中每1小時用鉗表檢測電流,要求偏差≦+/-5%,電鍍時要
求關振動(防止掉板),電鍍後過二級水洗洗淨後取鋼板烘干。
6.5 檢查鍍層外觀,要求鍍層光亮、平整、無發白、發紅、燒板、針孔等缺陷,否則重做。
6.6 取樣方式:取板中間位置,尺寸:20×20CM,用游標卡尺測銅皮厚度是否在要求范圍內
(50—100UM),不符合要求必須重做。
6.7 樣品(截取的銅皮)﹐需編號﹐以硬紙板或類似物件夾隔包裝﹐送指定的檢測機構檢測分
析。
測試板電鍍掛板方式示意圖:測試板取樣方式示意圖:
鋼
板。