铸件尺寸公差 ISO-8062-3(2007)
- 格式:doc
- 大小:795.00 KB
- 文档页数:38
国际标准ISO8062-3第一版2007-06-01产品几何量技术规范(GPS)-模制零件的尺寸和几何公差第3部分:铸件的一般尺寸、几何公差和机械加工余量Geometrical product specifications(GPS) — Dimensional andgeometrical tolerances for moulded parts —Part 3: General dimensional and geometrical tolerances andmachining allowances for castingsISO 8062-3:2007(E)© ISO 2007 国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售ISO 228-1:2000(E)版权保护文件© ISO 2000所有。
除非另有规定,未经在下面地址的ISO或未经申请者所在国的ISO成员单位书面许可,本版文件的任何部分不得以任何方式或任何手段,电子的或机械的,包括影印和用缩微胶卷来复制或利用。
ISO著作权办公室瑞士出版ii © ISO 2007-版权所有国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售ISO 8062-3:2007(E)目录页码前言 (iv)导言 (v)1 范围 (1)2 参考标准 (1)3 术语和定义 (2)4 缩略语 (2)5 公差等级 (3)5.1 总则 (3)5.2 铸件尺寸公差等级(DCTG) (3)5.3 铸件几何公差等级(GCTG) (4)5.3.1 总则 (4)5.3.2 公称尺寸 (4)5.3.3 基准 (4)5.3.3.1 一般方向公差的基准 (4)5.3.3.2 一般同轴度公差的基准 (5)5.3.3.3 一般对称度公差的基准 (5)6 错型(错箱)(SMI) (7)7 壁厚 (7)8 必需的机械加工余量 (7)8.1 总则 (7)8.2 必需机械加工余量等级(RMAG) (8)9 在图纸上的标注 (8)9.1 铸件一般尺寸公差的标注 (8)9.2 必需机械加工余量的标注 (9)9.3 铸件几何公差的标注 (9)10 报废 (10)附录A (资料性的) 铸件公差与几何公差 (11)附录 B (资料性的) 必需机械加工余量等级(RMAG) (14)附录 C (资料性的) 一般公差特征的概念 (15)附录D (资料性的) 一般几何公差的基准 (17)附录E (资料性的) 铸件一般几何公差的应用 (21)附录 F (资料性的) 关于产品几何量技术规范(GPS)矩阵模型 (29)参考资料目录 (30)iii 国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售ISO 8062-3:2007(E)前言ISO(国际标准化组织)是各个国家标准机构(ISO成员单位)的一个世界性联盟。
制定国际标准的工作通常是通过ISO技术委员会进行。
每一个对已成立技术委员会的课题项目有兴趣的成员单位,都有权派代表参加该委员会。
与ISO有联系的政府与非政府国际组织,也参与相应的工作。
在所有关于电工标准化的事情上,ISO都与国际电工委员会(IEC)紧密合作。
国际标准的起草,按照ISO / IEC指令的第2部分所确定的规则进行。
技术委员会的主要任务是提出国际标准。
被技术委员会采纳的国际标准草案(DIS),都分送给各成员单位进行投票表决。
要使其成为正式发布的国际标准,需要得到至少75%参加投票的成员单位的赞成。
要注意这样的可能性,即本文件的某些元素可能会牵涉到专利权。
国际标准化组织不承担识别任何或所有这些专利权的责任。
国际标准ISO 8062-3由ISO/ TC 213产品几何量技术规范与检验技术委员会提出。
本标准ISO 8062-3的第一版,与ISO 8062-1和8062-2一起废止并代替了ISO 8062:1994,本版已在技术上进行了修订。
在产品几何量技术规范(GPS)-模制零件的尺寸和几何公差总标题下,ISO 228由如下部分组成:—第一部分:词汇—第三部分:铸件的一般尺寸、几何公差和机械加工余量将要制定的第二部分的标题为规范[技术要求]。
iv © ISO 2007-版权所有国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售ISO 8062-3:2007(E)导言ISO 8062的本部分是一个产品几何量技术规范(GPS)的标准,并被看作一个补足的具体生产工艺公差标准(见ISO/TR 14638)。
它用于模制件标准系列单元的第2单元。
有关ISO 8062的本部分与其它标准的关系,以及GPS矩阵模型的更详细资料,见附录F。
ISO 8062的本部分明确规定了用于铸造金属及其合金的公差等级和加工余量等级的一个体系。
如果制造商采用所指的体系提供一套模型或模具,就要为提供的模具承担责任。
为一个铸件所规定的公差可能决定铸造方法。
因此,建议在设计或订单最后定下来之前,该客户先与铸造厂联系并讨论下列事项:a) 所拟议的铸件设计和精度要求;b) 机械加工的要求;c) 铸造方法;d) 分型面的位置和必要的起摸斜度;e) 要生产的铸件数量;f) 所涉及的铸造设备;g) 在设备寿命周期期间的磨损规定;h) 依照ISO 5459的数据体系;i) 铸造合金;j) 任何特殊要求,例如:个别尺寸与几何公差,圆角半径,公差和特殊的机械加工余量;注:由于铸件的尺寸与几何精度与生产要素有关,对各种方法和金属所能达到的公差等级规定如附录A。
k) 对于长期大量成批生产的尺寸公差,由于那里对铸造设备的研发、调整和维护,使之有可能达到更小的公差;l) 单件小批生产的尺寸公差;m) 几何公差。
附录B提供了典型需要的加工余量等级资料。
v 国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售国际标准ISO 8062-3:2007(E)产品几何量技术规范(GPS)-模制零件的尺寸和几何公差第3部分:铸件的一般尺寸、几何公差和机械加工余量1 范围本国际标准ISO 8062的本部分,规定了符合ISO 8062-2的,交付给客户的铸件的一般尺寸和几何公差,以及机械加工余量的等级。
它适用于为各种铸件制造工艺所生产的所有铸造金属及其合金的铸件所规定的尺寸和几何形状公差,以及所要求的加工余量。
ISO 8062的本部分适用于一般尺寸公差和一般的几何公差(在工程图明细表之中或近旁所标明的),除了另有说明,以及在图纸上特别提到的,在第9条中的参考条目之一的情况之外。
ISO 8062的本部分所涵盖的尺寸公差,都是用于线性尺寸的公差。
ISO 8062的本部分所涵盖的几何公差(形位公差)是指:—直线度公差,—平面度,—圆度,—并行度,—垂直度,—对称度,以及—同轴度。
ISO 8062的本部分可用于个别指标公差值的选定。
注:ISO 8062的本部分不适用于采用非标注尺寸的三维计算机辅助设计(3D CAD)模型。
2 参考标准本文件的使用,以下引用文件是必不可少的。
对于注明日期的引用标准,仅采用所引用的版本。
对于未标日期的参考标准,采用所引用文件的最新本版(包括任何修正版)。
ISO 286-1:1988, ISO 565极限与配合—第一部分:公差、偏差与配合的基础ISO 1101:2004,产品几何量技术规范(GPS) —几何公差—形状、方向、位置与跳动公差1 国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售ISO 8062-3:2007(E)ISO 1302:2002, 产品几何量技术规范(GPS) —在产品技术文件中表面特征的表示ISO 5459:—1), 产品几何量技术规范(GPS) —几何公差—几何图形公差的基准和基准系统ISO 8062-1:2007, 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第一部分:词汇ISO/TS 8062-2:—2), 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第二部分:技术要求ISO 10135:—3), 产品几何量技术规范(GPS) —技术产品文件(TPD)中模制零件的图纸标注ISO 10579:1993, 技术图纸—尺寸与公差—非刚性零件ISO 14405:—4), 产品几何量技术规范(GPS) —尺寸公差—线性尺寸3 术语和定义ISO 8062-1、ISO 1101与ISO 5459 中所规定的术语和定义适用于本文件的目的。
4 缩略语缩略语规定于表1。
1) 将要发布。
ISO 5459:1981的修订版。
2) 将要发布。
ISO 8062:1994 的修订版。
3) 将要发布。
ISO 10135:1994 的修订版。
4) 将要发布。
2 © ISO 2007-版权所有国际标准化组织版权所有根据ISO授权由HIS提供未经HIS许可不得复制或连网不得转售ISO 8062-3:2007(E)5 公差等级5.1 总则应按相关的产品几何量技术规范(GPS) 关于尺寸和几何公差得标准标注单个的尺寸和几何公差。
如果采用一般的公差,必须弄清楚是需要较小的公差(出于功能性理由)或是较大的公差(出于经济性理由)(见附录C)。
在这两种情况下,应当标注出单独的公差。
对于依照ISO 8062标准本部分选定公差的图纸,仅在规定的和限定的条件下适用。
在图纸上应提及ISO 10579。
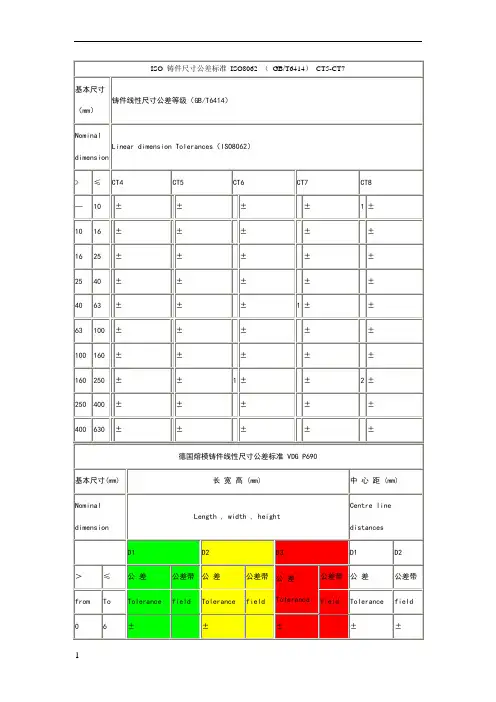
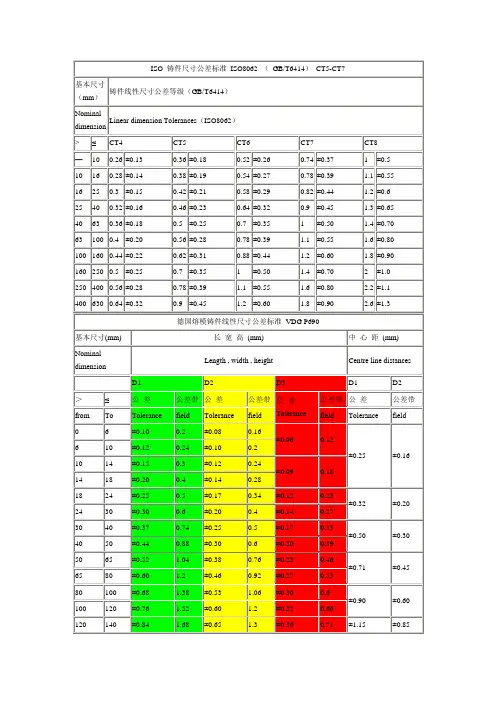
5.2 铸件尺寸公差等级(DCTG)铸件线性尺寸公差等级规定了十六级,标记为DCTG 1至DCTG 16(见表2)。
注1:对于壁厚,见第7条。
表2 —铸件线性尺寸公差(DCT)尺寸以毫米为单位注2: 附录A 为上述公差等级的应用给出了建议。
作为对尺寸的默认条件,铸件公差应相对于公称尺寸对称配置,即有一个半在正的一侧,另一半在负的一侧。
3国际标准化组织版权所有 根据ISO 授权由HIS 提供未经HIS 许可不得复制或连网 不得转售ISO 8062-3:2007(E)如因特殊理由经制造商与采购商双方商定,铸件公差可以不对称配置。
在这种情况下,铸件公差应符合ISO 286-1和ISO 14405,依据模制件成品的公称尺寸单独标出。
注3:在压铸件中,由于特殊的技术原因,往往采用不对称的公差配置。
5.3 铸件几何公差等级(GCTG ) 5.3.1 总则规定了七个铸件几何公差等级(GCTG),标记为GCTG 2 至GCTG 8(见表3至表6)。
注1:不给出GCTG 1级的铸件公差值。
这一级保留给未来可能需要的更精确的公差值。