标准件感应透热炉
- 格式:ppt
- 大小:12.30 MB
- 文档页数:32

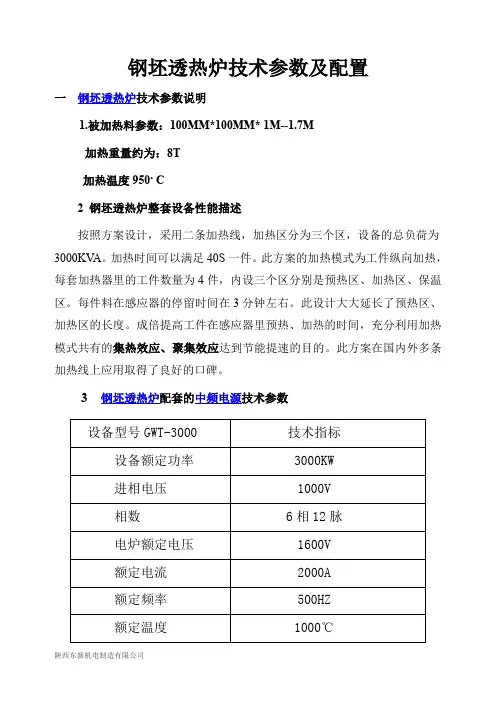
钢坯透热炉技术参数及配置
一钢坯透热炉技术参数说明
1.被加热料参数:100MM*100MM*1M--1.7M
加热重量约为:8T
加热温度950。
C
2钢坯透热炉整套设备性能描述
按照方案设计,采用二条加热线,加热区分为三个区,设备的总负荷为3000KVA。
加热时间可以满足40S一件。
此方案的加热模式为工件纵向加热,每套加热器里的工件数量为4件,内设三个区分别是预热区、加热区、保温区。
每件料在感应器的停留时间在3分钟左右。
此设计大大延长了预热区、加热区的长度。
成倍提高工件在感应器里预热、加热的时间,充分利用加热模式共有的集热效应、聚集效应达到节能提速的目的。
此方案在国内外多条加热线上应用取得了良好的口碑。
3钢坯透热炉配套的中频电源技术参数
设备型号GWT-3000技术指标
设备额定功率3000KW
进相电压1000V
相数6相12脉
电炉额定电压1600V
额定电流2000A
额定频率500HZ
额定温度1000℃
二.钢坯透热炉成套设备组成
序号设备名称规格型号数量备注1中频电源KGPS-3000KW1套
2补偿电容3000KW1组
3透热炉支架WC—JRZ-11套
4连接水冷电缆SDL-20004根
5透热感应器160×1601套
四、钢坯透热炉项目配置工程(单位:)
序号名称数量
1中频电源一套
2透热炉支架(含电容组)一套
3透热感应器一套
4水冷电缆4根
5机械传动一套
合计。

中频感应炉工作原理
中频感应炉是一种利用电磁场感应产生高温来加热金属材料的设备。
其工作原理如下:
1. 电源供电:中频感应炉使用电源提供电能。
通常采用三相交流电源供应。
2. 电源变压器:首先,将输入的电能通过电源变压器进行变压。
电源变压器可以将输入的电压升高到更高的电压,以适应中频感应炉的工作要求。
3. 中频感应线圈:电源变压器将变压后的电能输出到中频感应线圈中。
4. 电磁感应:当交流电源通过中频感应线圈时,会在线圈周围产生一个强磁场。
这个磁场的频率通常在1 kHz至10 kHz之间。
5. 磁场感应电流:当金属材料进入感应区域时,由于金属具有良好的导电性,磁场会穿过金属表面并感应出涡流(磁场感应电流)。
6. 涡流加热:涡流产生的磁场感应电流会在金属内部形成电阻热,从而将金属加热到高温。
涡流越大,加热效果越显著。
7. 加热效果调节:通过调节中频感应炉的电源输出功率、工作频率、感应线圈设计等参数,可以调节涡流大小和加热效果,
以满足具体的加热需求。
中频感应炉通过电磁感应产生的涡流将金属材料加热到所需的温度,具有加热速度快、温度均匀、高能效等特点,被广泛应用于金属加热、熔化、焊接、淬火、表面硬化等工艺。

高频感应炉使用方法说明书一、产品概述高频感应炉是一种先进的加热设备,利用高频电磁感应原理,将电能转换为热能,广泛应用于金属材料加热、熔炼、热处理等工艺过程。
本说明书将详细介绍高频感应炉的使用方法,以确保用户正确操作设备,提高工作效率。
二、安全须知1. 使用前,请仔细阅读说明书并确保理解其中的所有安全注意事项。
2. 在使用过程中,必须穿戴适当的劳动防护装备,包括耐高温手套、防护眼镜等。
3. 避免高频感应炉与水、潮湿环境接触,以免发生触电事故。
4. 请勿将金属物品接触到高频感应炉的线圈上,以免引发电弧和火灾。
5. 在使用高频感应炉过程中,切勿触摸或靠近感应炉的加热区域,避免烫伤。
6. 使用完成后,必须将高频感应炉及相关设备断电,并清理工作现场。
三、设备操作步骤1. 连接电源:将高频感应炉的电源线连接到符合标准的三相交流电源上,确保接地良好。
2. 密封炉腔:确保炉腔密封完好,防止热量散失和灰尘进入。
3. 设置加热参数:按照所需的加热工艺要求,在感应炉的控制面板上设置加热功率、时间和温度等参数。
4. 放置工件:将待加热的金属工件放置在感应炉的加热区域内,并确保其与感应炉线圈的距离符合要求。
5. 启动加热:按下启动开关,高频感应炉即开始加热,工件将迅速达到设定的温度。
6. 监控加热过程:在加热过程中,需不断监测工件的温度变化,并适时调整加热参数,以确保加热效果。
7. 关闭设备:加热完成后,按下停止开关,高频感应炉将停止加热。
待设备冷却后即可清理工作现场。
四、常见故障处理1. 加热不均匀:检查工件放置是否合理,确保其与感应炉线圈的距离均匀且符合要求。
2. 设备无法启动:确保电源连接正常,并检查控制面板上的设置参数是否正确。
3. 温度无法达到要求:检查加热参数是否符合工艺要求,如需调整,请根据实际情况进行调整。
五、维护保养1. 每天使用前和使用后,应对高频感应炉进行外部清洁,并检查设备各部位是否正常。
2. 定期对感应炉内部进行清理,清除积灰和其他杂质,以确保设备正常运行。

目次1范围 (1)2规范性引用文件 (1)3术语和定义 (1)4 产品分类 (3)4.1 品种和规格 (3)4.2 型号 (4)4.3 主要参数 (4)5 技术要求 (5)5.1 设计要求 (5)5.2 制造要求 (7)5.3 性能要求 (8)5.4 安全要求 (9)5.5 成套要求 (10)6 试验方法 (10)6.1 一般要求 (10)6.2 外观检查 (10)6.3 绝缘电阻的测量 (10)6.4 超导磁体真空密封性测量 (10)6.5 气隙磁场均匀度测量 (10)6.6 工作区域磁泄漏限值测量 (11)6.7 加热效率的测量 (11)6.8 额定温度的测量 (11)6.9 坯料轴向温度均匀度的测量 (11)6.10 坯料径向温度均匀度的测量 (11)6.11 装置外表面温度的测量 (12)7 检验规则 (12)8 标志、包装、运输和贮存 (12)9 订购和供货 (13)附录A (资料性)热成形工艺的一些典型温度 (14)电热和电磁处理装置基本技术条件第37部分:超导直流感应透热装置1 范围本文件规定了超导直流感应透热装置(以下简称超导透热装置)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存以及订购和供货。
本文件适用于工作频率为3Hz~25Hz、以非铁磁性金属为主的坯料或工件进行整体或局部加热的超导透热装置的设计、制造和验收。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2900.23 电工术语工业电热装置GB/T 2900.100 电工术语超导电性GB/T 5959.1—2019 电热和电磁处理装置的安全第1部分:通用要求GB 5959.3 电热装置的安全第3部分:对感应和导电加热装置以及感应熔炼装置的特殊要求GB/T 10066.1—2019 电热和电磁处理装置的试验方法第1部分:通用部分GB/T 10066.32—2021 电热和电磁处理装置的试验方法第32部分:感应透热装置GB/T 10067.1—2019 电热和电磁处理装置基本技术条件第1部分:通用部分GB/T 10067.3—2015 电热装置基本技术条件第3部分:感应电热装置GB/T 12604.6 无损检测术语涡流检测GB/T 16895.2 低压电气装置第4-42部分:安全防护热效应保护JB/T 9691 电热设备产品型号编制方法3 术语和定义GB/T 2900.23、GB/T 2900.100、GB/T 12604.6和GB/T 10066.32—2021界定的以及下列术语和定义适用于本文件。