PTH&ICU工艺原理
- 格式:doc
- 大小:58.50 KB
- 文档页数:4
PTH&ICu工藝原理簡介
一﹑化学沉铜工艺
1..P T H是(P l a t e T h r a u g h H o l e)的縮寫﹐其意為化學電鍍又稱(貫孔電鍍)﹐其目的是在非
導體的孔壁上﹐吸附一層緊密牢固的金屬銅﹐以完成整個P T H制程﹐達到內外層導通的效果﹐在印制电路板制造技朮过程中﹐化学沉铜是比较关键的一道工艺﹐它的主要作用就是使双面和多层印制电路板的非金属孔﹐通过氧化还原反应在孔壁上沉积一层均匀的导电层﹐再经过电镀加厚镀层﹐达到回路的目的﹐要达到此目的就必须选择性能稳定﹑可靠的化学沉铜液和制定正确的﹑可行的和有效的工艺程序。
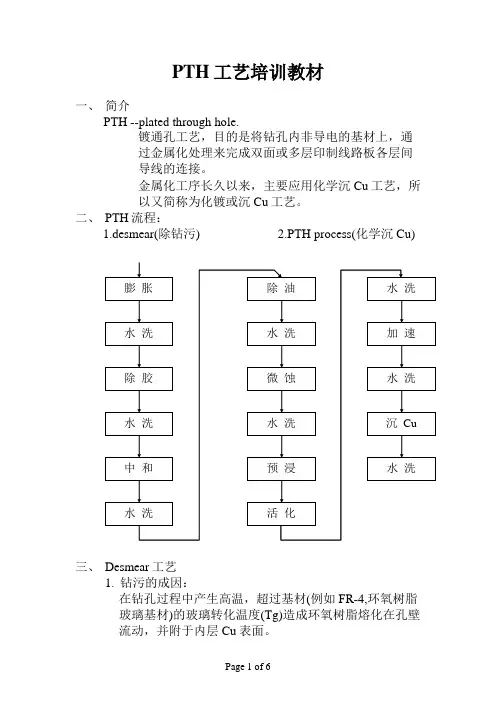
2.P T H作業流程
鑽孔完成品----磨刷----插架----上PTH線----膨松----雙聯水洗----除膠渣----回收槽----高位酸洗----雙聯水洗----中和----雙聯水洗----平整----熱水洗----雙聯水洗----微蝕----雙聯水洗----酸洗----雙聯水洗----預活化----活化----雙聯水洗速化----雙聯水洗----化學鍍銅----下料(酸浸)----上料(ICu)----鍍前酸洗----鍍銅----雙聯水洗----下料(剝挂架)----完成品磨刷----檢驗----移入下站……
2.PTH流程可分为两个主要部分: .除膠渣制程和PTH(化學沉銅)制程。
2.1除胶渣部分﹕主要处理多层板因机械钻孔后所残留之胶渣Smear﹐或是处理以目前
各种成孔技朮所形成盲孔之孔层残胶﹐使内层铜与孔铜或盲孔铜层与镀铜得以导通﹐并防止孔铜拉离﹐另一方面使孔壁粗化﹐以便后制程镀铜更好的附着。
2.1.1磨刷﹕化学沉铜前的基板经过钻孔工序较容易产生毛剌﹐如果毛剌去除不干净很
容易造成孔内铜渣﹑孔破重要隐患﹐所以必须采用去毛剌的方法加以解决﹐目
前本公司采用的是500#﹑320#尼龙刷轮机械磨刷方式﹐然后通过60kg/cm2的高
压水冲洗﹐使孔内及孔边无毛剌和避免孔塞现象产生。
2.1.2膨松处理﹕膨松剂主要是一种醇醚类有机物﹐很容易被高分子环氧树脂吸收﹐打
断环氧树脂中的架桥链﹐使得树脂之结构膨松软化﹐利于后制程高锰酸根的渗入
攻击咬蚀﹑针对不同Tg之基材可采用不同种类的膨松剂﹐而膨松能力与膨松剂
浓度及温度成正比﹐目前本公司膨松槽温度控制在65±15℃之间﹐碱含量在15±
2g/l 之间。
2.1.3除胶渣处理﹕除胶渣槽为高锰酸钾(K2MnO4)水溶液﹐它是一种强氧化剂﹐能够打
断树脂连结﹐达到去除孔壁胶渣及粗化树脂孔壁的作用。
自身分解反应﹕2MnO4-+2H2O 2MnO2+40H-+O2(2)
4MnO4-+4OH-4MnO42-+2H2O+O2(1)
(1+2) 2MnO4-MnO42-+MnO2+O2
与树脂咬蚀反应﹕4MnO4-+RESIN+40H-4MnO42-+CO2+2H2O
在上述反应中参与反应的Mn7+会变少﹐而Mn6+会升高﹐所以要通过再生机来维
持这种平衡,即阳极﹕2Mn6+-2e-2Mn7+
40H-4e-2H2O +O2
阴极(Cu) 4H++4e-3H2
已生成MnO2部分不能再生﹐所以虽有再生机似需补充K2MnO4。
2.1.4中和处理﹕中和剂主要是一种酸性还原剂﹐对于强氧化剂有很好的中和效果﹐主
要去除残留于孔壁内的锰酸根离子及锰酸盐类物质﹐以利于沉铜制程进行。
中和主要反应式为﹕
2KMnO4+2NH2OH+3H2SO4K2SO4+2MnSO4+6H2O+N+2O2
5K2MnO4+4NH2OH+NH2SO45MnSO4+5k2SO4+16H2O+2N2+4O2
5MnO4+2NH2OH+H2SO45MnSO4+8H2O+N2+2O2
3.2化学沉铜部分﹕使孔壁表面沉积一层铜﹐以确保内层导体与电路的
可靠连接导通。
3.2.1清洁整孔处理﹕去除基材表面的油脂﹑氧化物﹑同时﹐使原本带负电
的孔壁同清洁整孔的吸附而转变成带正电荷﹐便于后制程工序﹐锡钯胶体的
吸附。
3.2.2微蚀处理﹕微蚀剂有过硫酸铵﹑过硫酸钠﹑硫酸﹑双氧水几种﹐它主要目的
是除去内层铜壁及铜面的氧化物﹐以及粗化板面﹐确保镀层与基材之间良好
的结合。
3.2.3活化处理﹕在孔壁表面吸附一层锡钯胶体﹐以利于后制程沉铜的附着。
(在活
化之前需增加一道預活化﹐防止機板帶入過多水份﹐分解活化劑中的錫鈀膠體﹐
影響活化質量)
1. 3.
2.4化学沉铜﹕
(1)化学沉铜各成份的作用﹕
硫酸铜(CUSO4):是溶液中的主盐﹐提供二价铜离子来源。
氢氧化钠(NaOH)﹕使溶液保持一定的PH值﹐因为甲醛(HCHO)在碱性条件下﹐才具
有还原剂作用。
甲醛(HCHO)﹕还原剂
络合剂﹕主要作用使铜呈溶解的络合状态存在﹐防止二价铜离子在碱性物质中产生Cu(OH)2沉淀﹐同时还可以控制二价铜离子的浓度具有缓冲作用﹐以维持溶液的PH 值。
稳定剂﹕使沉铜液稳定和改善铜层性能﹐防止产生副反应。
(2)化学沉铜反应方程式﹕
Cu2+2e Cu
2HCHO+4OH- 2HCHO-+H2+2H2O+2e
Cu2++2HCHO+OH-Cu+2HCOO-+2H2O+H2
(3)影响沉铜速率的主要因素﹕
溶液PH值﹕提高PH值铜沉积速度加快﹐同时也加快氧化亚铜生成的反应速度﹐
这与还原电位随PH值升高而下降有关﹐当PH值低于或等于11时﹐化学沉铜速率
反应缓慢﹐PH值小于10.5时沉铜急剧停止﹐PH值太低﹐导致表面铜层钝化﹐所
以PH值太高氧化亚铜生成速度加快﹐通常采用12.8-13。
溶液浓度﹕提高溶液中铜离子浓度﹐对沉铜速率影响特别明显﹐但并不是无限增
加。
甲醛浓度﹕提高甲醛的浓度﹐沉铜速度加快﹐但铜层会比较粗糙。
溶液温度﹕提高溶液温度﹐增加沉铜速率﹐但温度过高﹐溶液中铜离子的催化作用加强﹐氧化铜生成速度加快﹐影响沉铜质量﹐所以一般控制在30±2℃。
沉銅工藝
一.除膠渣不淨﹕原因
1.鑽頭在孔內停留時間過長﹐積累的熱量過多﹐致使鑽污厚度超過正常工藝范圍﹐
2.除鑽污前容溶漲處理中的溶賬漲劑失效
3.除鑽污槽液溫度不足或處理時間太短
4.出鑽污槽藥水含量不對
5.高錳酸鉀槽液中副產物過多
對策﹕
1.檢查鑽頭磨損情況
2.檢查溫度控制器
二.除鑽污過度﹐孔壁粗糙
1.內層與半固化片的樹脂系統不相同﹐形成被蝕速率有差異
2.樹脂固化不足造成蝕速過快
3.除鑽污槽液中鹼性成分或氧化劑濃度過高﹐液面控制不當
4.溫度過高
三.除鑽污后孔壁留有殘渣薄膜
1.除膠渣后滴液時間過長﹐造成殘渣薄膜發干﹐附著在孔壁
2.六價錳和四價錳沉積過多
3.水洗溫度太低﹐機板經高溫(80)處理后﹐立即冷縮造成不易清洗
4.除鑽污后還原與中和過程處理時間及溫度有異常。
(重點控制好溫度及水洗質量﹐中和效果)
四.孔塞(除鑽污后泥垢過多)
Mn7+再生機系統發生問題﹐Mn4+沉積過多
1.采用化學氧化再生法﹐造成化學藥品的固體物累積過多﹐導致溶液的溶解度不足
2.Mn7+濺起后產生干涸或在槽邊出現結晶體
3.過濾機失靈或濾網破損
4.鑽孔后的基板進入除膠渣槽前孔內多量的鑽屑特征值除淨
注意重點﹕再生系統及電解裝置是否失靈。
根據實際生產經驗制定定量排放與補充的連續工作程序
五.板面脫皮﹕
1.清潔劑帶出量過多
3.后續工序清洗不夠
4.熱水洗溫度不夠或時間不夠
提示﹕保持機板在槽上訪停留一定時間﹐使槽液滴回槽中。
六.槽液出現固體顆粒﹕
1.基板表面上的固體粒子無法溶于非絡合性的槽液中
2.蝕刻速率過慢或不起微蝕作用,氯離子過高
3.其中某一個藥水成分含量不受控。
七.槽液表面有銀色的亮膜﹕
原因﹕活化液中的鈀被氧化
槽液不使用時﹐須加以遮蓋。
減少水分的滴入﹐應盡量避免空氣吹入。
八.孔破﹕活化液中濃度太低﹐活化溫度太低﹐活化槽中酸濃度太低
電鍍銅工藝
一﹑鍍層附著力不強
1.電鍍前清潔處理不當﹐底銅表面的氧化或鈍化膜未除干淨﹔
2.除油槽液中的濕潤劑被帶出或水洗不足造成底銅鈍化﹔
3.板子進入鍍槽后電源并未立即打開﹔
4.電流密度過大﹔
5.過硫酸根殘余物污染﹔
6.干膜顯影后水洗不足
7.機板吸有槽液或水汽
8.化學沉銅液比重過高
9.除膠渣或化銅工藝有問題
二﹑處理方法﹕
1.提高除油槽液溫度以利于取去除基板表面油污及指紋。
2.必須經微蝕處理除去銅表面薄的氧化膜和污染物。
3.檢查除油污槽和微蝕槽液的活性。
4.檢查水洗程序即水量及水壓。
5.增加水洗水流量并在出槽時采用噴淋水洗﹐確保孔內清洗效果。
6.提高水洗溫度﹐
7.適當降低電流密度。
三.原因﹕活化液中濃度太高使附著上的鈀膜不易被加速處理﹐活化時間過長。
1.加速液濃度或溫度過低
2.加速液中溫度太高或時間太長造成過度的加速處理﹐導致局部鈀被剝離
3.加速處理不足﹐在銅表面殘有Sn的化合物
4.加速處理液中﹐Sn的含量增加。
四.化銅背光不合格﹕
問題﹕
1.槽液配置錯誤
2.補充添加有問題
3.沉銅的負載量過多
4.槽液受到污染
5.槽液維護太差
6.槽液溫度過高或過低
7.槽液含量不平衡
8.槽液靜置時間過長
9.有機物污染槽液
10.整孔﹑活化﹑速化及沉銅之間共容性差
11.化學沉銅液作用緩慢﹐攪拌不足。