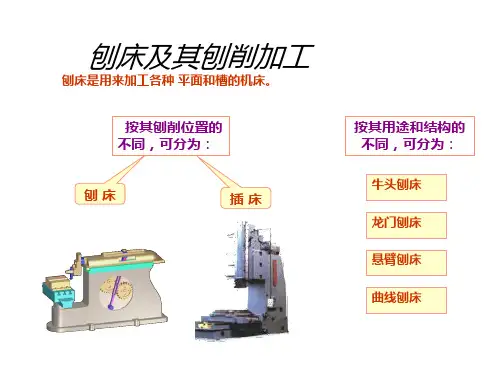
(完整版)刨床
- 格式:ppt
- 大小:416.51 KB
- 文档页数:7
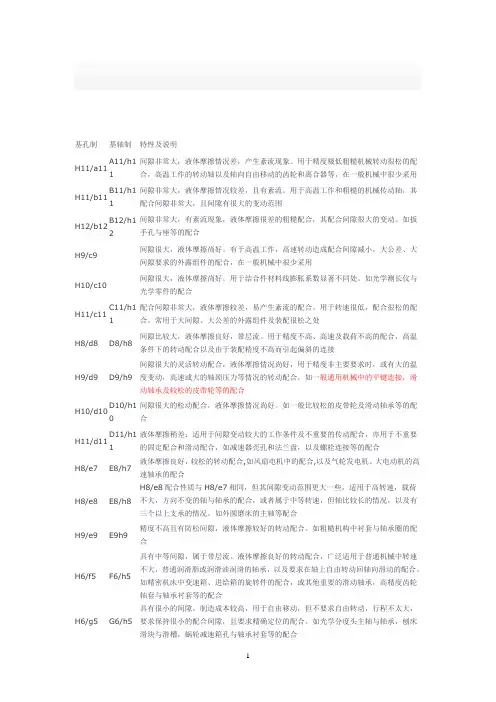
基孔制 基轴制 特性及说明H11/a11 A11/h11间隙非常大,液体摩擦情况差,产生紊流现象。
用于精度极低粗糙机械转动很松的配合,高温工作的转动轴以及轴向自由移动的齿轮和离合器等,在一般机械中很少采用 H11/b11 B11/h11间隙非常大,液体摩擦情况较差,且有紊流。
用于高温工作和粗糙的机械传动轴,其配合间隙非常大,且间隙有很大的变动范围 H12/b12 B12/h12间隙非常大,有紊流现象,液体摩擦很差的粗糙配合,其配合间隙很大的变动。
如扳手孔与座等的配合 H9/c9 间隙很大,液体摩擦尚好。
有于高温工作,高速转动造成配合间隙减小,大公差、大间隙要求的外露组件的配合,在一般机械中很少采用H10/c10间隙很大,液体摩擦尚好。
用于结合件材料线膨胀系数显著不同处。
如光学测长仪与光学零件的配合 H11/c11 C11/h11配合间隙非常大,液体摩擦较差,易产生紊流的配合。
用于转速很低,配合很松的配合。
常用于大间隙、大公差的外露组件及装配很松之处 H8/d8 D8/h8 间隙比较大,液体摩擦良好,带层流。
用于精度不高、高速及载荷不高的配合,高温条件下的转动配合以及由于装配精度不高而引起偏斜的连接H9/d9 D9/h9 间隙很大的灵活转动配合,液体摩擦情况尚好,用于精度非主要要求时,或有大的温度变动,高速或大的轴颈压力等情况的转动配合,如一般通用机械中的平键连接,滑动轴承及较松的皮带轮等的配合H10/d10 D10/h10间隙很大的松动配合,液体摩擦情况尚好。
如一般比较松的皮带轮及滑动轴承等的配合 H11/d11 D11/h11液体摩擦稍差:适用于间隙变动较大的工作条件及不重要的传动配合,亦用于不重要的固定配合和滑动配合,如减速器壳孔和法兰盘,以及螺栓连接等的配合 H8/e7 E8/h7 液体摩擦良好,较松的转动配合,如风扇电机中的配合,以及气轮发电机、大电动机的高速轴承的配合H8/e8 E8/h8 H8/e8配合性质与H8/e7相同,但其间隙变动范围更大一些,适用于高转速,载荷不大,方向不变的轴与轴承的配合,或者属于中等转速,但轴比较长的情况,以及有三个以上支承的情况。

机械设备安全管理及防范措施一、机械设备的危害因素1)机械的危害1.静止的危险设备处于静止状态时存在的危险即当人接触或与静止设备作相对运动时可引起的危险。
包括:(1)切削刀具有刀刃。
(2)机械设备突出的较长的部分,如设备表面上的螺栓、吊钩、手柄等.(3)毛坯、工具、设备边缘锋利和粗糙表面,如未打磨的毛刺、锐角、翘起的铭牌等。
(4)引起滑跌的工作平台,尤其是平台有水或油时更为危险.2.直线运动的危险指作直线运动的机械所引起的危险,又可分接近式的危险和经过式的危险. (1)接近式的危险:这种机械进行往复的直线运动,当人处在机械直线运动的正前方而未及时躲让时将受到运动机械的撞击或挤压。
①纵向运动的构件,如龙门刨床的工作台、牛头刨床的滑枕、外国磨床的往复工作台等。
②横向运动的构件,如升降式铣床的工作台。
(2)经过式的危险指人体经过运动的部件引起的危险.包括:①单纯作直线运动的部位,如运转中的带键、冲模。
②作直线运动的凸起部分,如运动时的金属接头。
③运动部位和静止部位的组合,如工作台与底座组合,压力机的滑块与模具。
④作直线运动的刃物,如牛头刨床的刨刀、带锯床的带锯。
3.机械旋转运动的危险指人体或衣服被卷进旋转机械部位引起的危险。
(1)卷进单独旋转运动机械部件中的危险,如主轴、卡盘、进给丝杠等单独旋转的机械部件以及磨削砂轮、各种切削刀具,如铣刀、锯片等加工刃具。
(2)卷进旋转运动中两个机械部件间的危险,如朝相反方向旋转的两个轧辊之间,相互啮合的齿轮。
(3)卷进旋转机械部件与固定构件间的危险,如砂轮与砂轮支架之间,有辐条的手轮与机身之间.(4)卷进旋转机械部件与直线运动部件间的危险,如皮带与皮带轮、链条与链轮、齿条与齿轮、滑轮与绳索间、卷扬机绞筒与绞盘等。
(5)旋转运动加工件打击或绞轧的危险,如伸出机床的细长加工件。
(6)旋转运动件上凸出物的打击、如皮带上的金属皮带扣、转轴上的键、定位螺丝、联轴器螺丝等.(7)孔洞部分有些旋转零部件,由于有孔洞部分而具有更大的危险性。

定位基准的选择一、定位基准的概念和类型在加工时,用以确定零件在机床的正确位置所采用的基准,称为定位基准。
它是工件上与夹具定位元件直接接触的点、线或面。
如图11-14a所示零件,加工平面F和C时是通过平面A和D放在夹具上定位的,所以,平面A和D是加工平面F和C的定位基准。
又如图11-14b所示的齿轮,加工齿形时是以内孔和一个端面作为定位基准的。
根据工件上定位基准的表面状态不同,定位基准又分为精基准和粗基准。
精基准是指已经经过机械加工的定位基准,而没有经过机械加工的定位基准为粗基准。
图11-4基准分析二、精基准的选择定位基准的选择应先选择精基准,再根据精基准的加工选择粗基准。
选择精基准时,主要应考虑保证加工精度和工件安装方便可靠。
其选择原则如下:1.基准重合原则即选用设计基准作为定位基准,以避免定位基准与设计基准不重合而引起的基准不重合误差。
当设计基准与定位基准不重合时,在加工误差中将会增加一个误差值,其值大小等于设计基准和定位基准之间的尺寸误差,这就是基准不重合误差。
当基准重合时,则没有基准不重合误差。
图11-5表示具有相交孔的轴承座准备镗以O-O为中心线的孔。
在该工序之前,零件的M、H、K 平面已加工好,并且M-H、H-K之间的尺寸为C+T C及B+T B。
本工序要求镗出的孔中心线O-O距K表面的尺寸为A+T A。
为此,工件可以考虑几个定位加工方案:图11-15b所示方案以M面为定位基准。
加工时采用“调整法”加工,即镗杆中心线距机床工件台或夹具定位元件工作表面间的位置已经调好,固定不变。
这时获得的尺寸A的大小将和M-K面间的可能相对位置变化有关,其最大可能位置变化为尺寸B和C的公差之和,即ΔB =T B +T C图11-15c所示方案以H面为定位基准。
因工序基准与定位基准不重合而引起的A尺寸的误差仅是H-K间的位置变化,即ΔB = T B图11-15d所示方案以设计基准K面为定位基准,此时δ基准不重合= 0由上例可知,加工中最好直接用设计基准作为定位基准,以便消除基准不重合误差。