基于PLC控制的自动配料系统
- 格式:pdf
- 大小:1.95 MB
- 文档页数:68
物流中自动配料系统的PLC控制1 引言现代物流是最大限度地优化从制造商到消费者之间的运输和运输流动信息的分配,是利用先进的技术和专业能力尽可能地减少商品库存,降低运输费用,加快交货时间并提高客户服务水平。
加盟WTO后,我国商品分销、配送服务市场将逐步扩大开放的领域和范围。
而物流是企业发展的关键问题,物流会影响企业总体的生存和发展。
在2000年物流成本占国内国民经济生产总值(GDP)的16.7%,而美国仅为10%以下。
尤其是企业的物流设备水平与发达国家之间存在着巨大的差距,主要表现为,运输效率低,物流过程浪费惊人。
我们知道,差距就是潜力和发展空间,因此,提高物流设备化水平,已成为当务之急。
自动配料车是物流体系中运输分配的重要组成部分,它是能自动地存储和取出物料的系统。
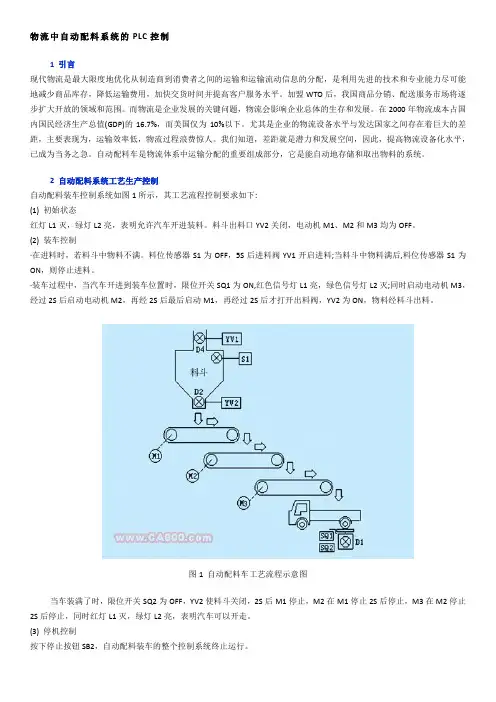
2 自动配料系统工艺生产控制自动配料装车控制系统如图1所示,其工艺流程控制要求如下:(1) 初始状态红灯L1灭,绿灯L2亮,表明允许汽车开进装料。
料斗出料口YV2关闭,电动机M1、M2和M3均为OFF。
(2) 装车控制·在进料时,若料斗中物料不满。
料位传感器S1为OFF,5S后进料阀YV1开启进料;当料斗中物料满后,料位传感器S1为ON,则停止进料。
·装车过程中,当汽车开进到装车位置时,限位开关SQ1为ON,红色信号灯L1亮,绿色信号灯L2灭;同时启动电动机M3,经过2S后启动电动机M2,再经2S后最后启动M1,再经过2S后才打开出料阀,YV2为ON,物料经料斗出料。
图1 自动配料车工艺流程示意图当车装满了时,限位开关SQ2为OFF,YV2使料斗关闭,2S后M1停止,M2在M1停止2S后停止,M3在M2停止2S后停止,同时红灯L1灭,绿灯L2亮,表明汽车可以开走。
(3) 停机控制按下停止按钮SB2,自动配料装车的整个控制系统终止运行。
3 系统硬件设计为了提高自动控制系统的可靠性和设备的工作效率,系统选用MITSUBISHI的FX2-32MR型PLC作为控制器,根据自动配料装车控制的要求,设计的I/O配置及接线如图2所示。

基于plc自动配料系统课程设计毕业设计(论文)精品基于plc自动配料系统课程设计毕业设计摘要PLC的定义有许多种。
国际电工委员会(IEC)对PLC的定义是:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。
PLC具有通信联网的功能,它使PLC与PLC 之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。
多数PLC具有RS-232接口,还有一些内置有支持各自通信协议的接口。
配料工人收到每天的生产作业表后, 将依次对每种原料进行称重?根据配料的多少, 先计算每种成分的重量,然后在各种成分的料桶中取料,送到电子称上进行称重,最后进行包装?在这个过程中工人工作繁重,出错率高,称重重量无监测,生产数据无纪录等不能保证企业的生产工艺?文中以PC机编程,可编程逻辑控制器(PLC),现场总线技术等现代工控技术为基础,开发了以PC 机为上位机, 以PLC作为下位机的自动配料系统?在整个生产过程中,一旦生产计划制定完成,计算机将按照计划对每种原料进行称重,不再需要人工来干预?在这个过程中工人只是进行取料,由计算机通过电子称发来的数据校核重量,减轻了工人的工作负担,提高了工作效率?关键词:通信,传送,配料,故障目录1 监控系统的结构与功能 (2)1.1 监控系统的结构 (2)1.2 监控系统的功能 (2)2 监控系统控制过程 (2)2.1 前配料监控系统的控制过程 (2) 2.1.1 自动称料 (2)2.1.2 自动配料 (3)2.2 后配料监控系统的控制过程 (3) 2.3 监控系统报警控制过程 (3) 2.3.1 报警事件 (3)2.3.2 切换报警 (3)2. 3 .3 配料锅满报警 (3)2. 3.4 急停 (3)3 配料工艺 (3)3.1 前配工艺 (3)3.2 后配工艺 (4)4 自动配料系统 (4)4. 1 控制要求 (4)4.2输入输出列表 (4)4.2自动配料系统模拟实验面板图 (4) 4.4 工作过程 (5)4.4.1初始状态 (5)4.4.2装车控制 (5)4.4.3停机控制 (5)4.5 I/O接线图 (5)4.6 系统流程设计图 (6)4.6.1 装车过程 (6)4.6.2故障检测 (7)5 PLC指令表 (8)6 PLC控制梯形图 (12)7 传送系统调试 (17)结语参 (18)考文献 (19)1 监控系统的结构与功能1.1 监控系统的结构自动配料监控系统由两台计算机作为整个系统的人机界面。

基于PLC的自动配料系统设计摘要本文针对自动化配料系统的设计与实现展开研究,系统采用了PLC控制技术,以此来实现物料的自动配送,提高生产效率。
文中介绍了自动化配料系统的组成结构、PLC控制器选型、系统工作原理及软件开发等关键技术,为自动化生产提供了技术支持。
关键词:自动化配料系统;PLC控制技术;配料;软件开发;工作原理AbstractThis paper focuses on the design and implementation of an automatic batching system using PLC control technology to achieve automatic material delivery and improve production efficiency. The composition structure of the automatic batching system, PLC controller selection, system working principle, and software development are key technologies discussed. This provides technical support for automated production.Keywords: automatic batching system; PLC control technology; batching; software development; working principle一、引言随着工业自动化水平的提高,自动化生产逐渐成为了行业发展的趋势。
其中,自动化配料系统是一个比较重要的环节,对于提高生产效率和降低生产成本具有重要意义。
本文主要针对自动化配料系统进行研究,采用PLC控制技术,以此实现物料自动化配送控制,达到提高生产效率的目的。

航空大学课程设计题目: 基于PLC的自动配料系统专业: 自动化班级:110441班学号:姓名:指导老师:摘要自动配料系统是集输送、计量、配料、定量等功能于一体的动态计量系统,在建材、化工、冶金、矿山、电力、食品、饲料加工等行业中得到广泛应用。
随着科学技术的发展,工业化程度的提高,常需要对自动配料系统中输送的流量进行调节、控制达到准确的配比。
本论文主要针对自动配料系统恒流量控制达到配比的控制要求,设计一套基于PLC的自动配料系统,并使用触摸屏开发运行管理界面。
自动配料系统由可编程控制器(PLC)、变频器、皮带驱动电动机、称重传感器等构成。
系统包含三台皮带驱动电动机,它们根据需要依次顺序启动。
采用变频器实现对三相电动机的变频调速。
称重传感器对物料进行称重并实时计量,PLC计算出实时流量及累计流量,比较设定值与实际流量的偏差经PID调节改变输出信号以控制变频器对皮带驱动电动机的速度调节,从而实现恒流量控制,并对系统进行监控。
关键词:自动配料,变频调速,PID调节,PLC目录摘要 (I)Abstract................................................................................................................................................ I I 第一章绪论 (1)1.1 课题背景及意义 (1)1.2 自动配料系统 (1)1.2.1 电子皮带秤 (1)1.2.2 可编程控制器(PLC) (2)1.2.3 变频器 (3)1.3 本课题主要研究容 (3)第二章自动配料系统理论分析及方案确定 (5)2.1 自动配料系统理论分析 (5)2.1.1 电子皮带秤称重原理 (5)2.1.2 流量控制原理 (6)2.2 自动配料系统控制方案的确定 (8)2.2.1 自动配料系统控制方案的确定 (8)2.2.2 自动配料系统的组成及控制原理 (8)第三章自动配料系统的硬件设计 (11)3.1 系统主要配置的选型 (11)3.1.1 皮带驱动电动机的选型 (11)3.1.2 PLC及其扩展模块的选型 (11)3.1.3 变频器的选型 (13)3.1.4 称重传感器的选型 (15)3.1.5 其他设备选型 (16)3.2 系统主电路分析及设计 (17)3.3 系统控制电路分析及设计 (19)3.3.1 可编程控制器(PLC)的I/O端子分配 (19)3.3.2 系统控制电路设计 (20)第四章自动配料系统的软件设计 (23)4.1 控制系统主程序设计 (23)4.2 控制系统子程序设计 (27)第五章组态软件监控 (30)5.1 组态软件简介 (30)5.1.1 组态软件的功能 (30)5.1.2 组态软件的特点 (31)5.2 人机界面设计 (32)结束语 (33)致谢 (34)参考文献 (35)附录: (36)附录一:自动配料系统电器元件清单 (36)附录二:自动配料系统主电路图 (37)附录三:自动配料系统PLC接线图 (38)附录四:自动配料系统程序 (39)第一章绪论1.1 课题背景及意义随着科学技术的不断发展,工业上快速、精准的需求,对自动化的要求也不断增加。