整体壁板结构弯曲成形分析的等效塑性模型
- 格式:pdf
- 大小:376.34 KB
- 文档页数:7
第35卷第1期2024年3月广西科技大学学报JOURNAL OF GUANGXI UNIVERSITY OF SCIENCE AND TECHNOLOGYVol.35No.1Mar.2024波形钢腹板工字梁的等效计算模型及稳定性分析胡强,贾松林,陈劲飙(广西科技大学土木建筑工程学院,广西柳州545006)摘要:基于变形与应变能相等的原则,提出波形钢腹板工字梁的等效平直钢腹板计算模型。
通过波形钢腹板直板段与斜板段应变分析,推导了波形钢腹板工字梁及等效计算模型的应变能,建立等效惯性矩与等效扇性惯性矩,利用平直钢腹板工字梁的临界荷载计算公式,对波形钢腹板工字梁进行稳定性分析。
研究结果表明:该方法简单、便捷,对波形钢腹板工字梁的稳定分析准确、有效;建立的等效惯性矩与翘曲惯性矩仅取决于截面及波形钢板尺寸,不受工字梁的边界条件、跨径等因素的影响,具有良好的适应性。
关键词:波形钢腹板工字梁;等效计算模型;应变能;稳定性;临界荷载中图分类号:U448.212DOI:10.16375/ 45-1395/t.2024.01.0070引言随着桥梁结构的飞速发展,跨度不断增大,结构更为复杂,施工质量与各种病害等安全保障问题也随之而来[1-2]。
因此,力学性能优良、施工便捷、易于养护的桥型受到业界重视并得以大力发展。
其中,波形钢腹板钢结构因其自重小、预应力效率高、材料利用率高、易于实现装配化施工等特点,以及独特的弯曲特性、优秀的抗剪性能和稳定性,广泛应用于桥梁结构。
然而,波形钢腹板组合梁相互交替出现的斜板段与直板段产生的“褶皱效应”导致梁纵向、横向力学特性差异较大,准确、高效地计算梁的受力状态难度较大。
同时,波形钢腹板由于自身斜板段具有加劲肋的作用,在设计上一般不再加设横向加劲肋,这使得波形钢腹板工字梁的稳定性变得更为复杂。
对于波形钢腹板工字梁的稳定性,Lindner [3]针对梯形钢腹板工字梁进行扭转性能研究,认为截面的扭转常数与平腹板钢梁相同,但截面的翘曲常数存在较大差异,并提出截面翘曲惯性矩的计算公式。
林艳,薄壁管数控弯曲成形过程失稳起皱的数值模拟研究,西北工业大学博士论文摘录薄壁管数控弯曲精确成形技术是管弯曲技术向先进塑性加工技术发展的必然趋势。
然而这是一个多因素祸合交互作用下可能发生失稳起皱的复杂物理过程。
特别是航空、航天高技术的发展要求弯管零件的壁更薄、口径更大、弯曲半径更小和成形精度更高,这使得对失稳起皱的预测和控制成为薄壁管精确弯曲成形技术研究与发展迫切需要解决的难题。
因此本文采用有限元模拟技术与起皱能量预测准则相结合的方法,实现对薄壁管数控弯曲过程起皱缺陷的分析和预测,对提高薄壁弯管制品的质量,缩短产品开发周期,降低成本具有重要意义。
本文系统深入地研究了薄壁管数控弯曲成形过程三维刚塑性有限元模拟分析中的关键技术问题,提出了有效的算法和处理方法:提出了相对自由度与绝对自由度相结合的壳单元,使得速度边界条件的处理可通过简单、有效的置“1’法或置大数法来实现;采用了三次因式法确定收敛因子,不仅提高了有限元求解过程的计算效率,同时也保证了有限元迭代过程的收敛性。
本文提出了描述薄壁管弯曲过程中失稳起皱波形的数学模型;进而基于薄壳小挠度弯曲理论和最小能量原理建立了预测起皱的能量准则;将预测准则与有限元模拟系统有机结合,可实现对起皱的数值预测。
本文自主开发了薄壁管数控弯曲成形过程的起皱数值预测系统TBWS一3D,包括模具型腔曲面的几何描述、管坯初始网格的自动划分、动态边界条件的处理和摩擦问题的处理、刚塑性有限元模拟分析、变形体几何构形与场变量的显示以及起皱预测等功能。
该系统不仅可以实现对成形过程的数值模拟分析,而且可用于对成形过程中失稳起皱现象的数值预测。
采用所开发的薄壁管数控弯曲成形过程起皱数值预测系统深入研究了铝合金和不锈钢薄壁管数控弯曲成形过程的变形特点,获得了以下的主要结果:(1)两种管坯材料的整体变形、等效应变场分布、塑性变形区分布、塑性变形能与西北工业大学博士学位论文起皱能比值随弯曲角度的变化规律及大小基本一致;而两者切向应力场分布随弯曲角度的变化规律一致,只是不锈钢管所受的切向应力值大于铝合金管所受的切向应力。
挡板弯曲模设计的改进分析图1所示为某产品上的挡板零件,生产批量为中等批量。
要求采用2mm厚的45号钢板制成,宽度为200mm。
一、工艺分析从图1得知,该零件外形较简单,各处弯曲角精度要求不高,加工难度主要在三方面:第一,底部的弯曲内角半径R1处,因R1小于相应材料(45号钢)的最小弯曲半径Rmin=2mm,因此,必须增加整形或校正工艺才能满足产品要求;第二,尺寸4mm处的弯曲直边太短,远小于弯曲工艺要求的最小进边2t=2×2=4mm,难以保证有足够的弯曲力臂,弯成直边;第三,两处弯曲角度较大,弯曲变形小,零件回弹量大(查阅模具设计手册计算理论回弹值=)。
二、模具设计由以上分析可知,零件弯曲角度较多、较大,直边太短,用折弯机无法弯成,为此,生产中不得不设计专用模具(图2),并采用加大弯曲直边长度进行弯制,然后用机械加工去除该工艺留量,加工工艺方案确定为:剪切块料→模具弯制成形→去除工艺留量→校正。
在图2结构设计中,着重考虑采用以下控制措施:一是为克服坯料弯制中受侧向力影响零件偏移,在模具上设置挡块,同时在整个弯曲过程中,卸料块与凸模始终对坯料保持压紧;二是考虑到材料强度高,回弹大,故模具单边间隙选取1.9mm;三是为保证底部两处弯曲半径R1,在弯曲的最终状态,通过增大压力机汽缸压力,以对板料进行最后校正。
三、原因分析压制弯形件经检测,出现如下问题:弯形件短边经加长6mm后弯形,形状效果良好,但弯件角度未能保证,142º回弹角达5º;尝试用不留加工余量的坯料试弯,弯后的直角难以成形,弯曲内角R1处不清晰,不完整,零件无法使用。
由于零件回弹角大,材料强度高,韧性大,故校正困难,工人劳动强度大,故采用机械加工去除留量方案,但该方法既增加成本,又不利效益的提高。
四、结构与工艺改进措施为了提高生产效率,降低工人劳动强度,并考虑到弯曲件回弹数值,必须改进模具结构及工艺。
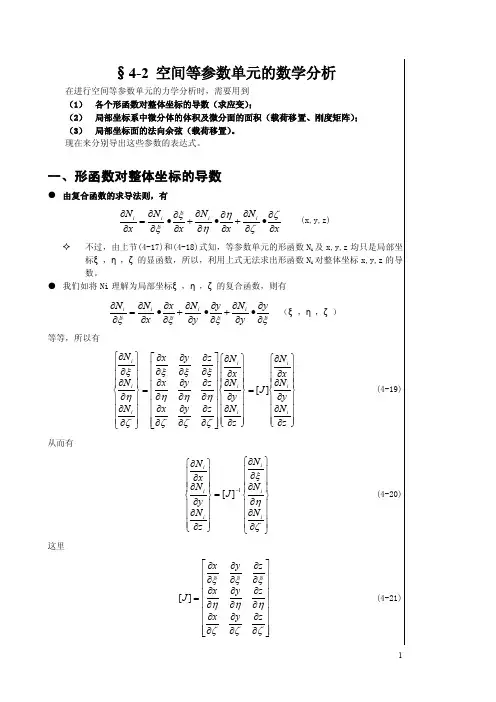
§4-2 空间等参数单元的数学分析在进行空间等参数单元的力学分析时,需要用到(1) 各个形函数对整体坐标的导数(求应变);(2) 局部坐标系中微分体的体积及微分面的面积(载荷移置、刚度矩阵); (3) 局部坐标面的法向余弦(载荷移置)。
现在来分别导出这些参数的表达式。
一、形函数对整体坐标的导数● 由复合函数的求导法则,有xN x N x N x N i i i i ∂∂∙∂∂+∂∂∙∂∂+∂∂∙∂∂=∂∂ζζηηξξ (x,y,z)不过,由上节(4-17)和(4-18)式知,等参数单元的形函数N i 及x,y,z 均只是局部坐标ξ,η,ζ的显函数,所以,利用上式无法求出形函数N i 对整体坐标x,y,z 的导数。
● 我们如将Ni 理解为局部坐标ξ,η,ζ的复合函数,则有ξξξξ∂∂∙∂∂+∂∂∙∂∂+∂∂∙∂∂=∂∂yy N y y N x x N N i i i i (ξ,η,ζ) 等等,所以有⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧∂∂∂∂∂∂=⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧∂∂∂∂∂∂⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎣⎡∂∂∂∂∂∂∂∂∂∂∂∂∂∂∂∂∂∂=⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧∂∂∂∂∂∂z N y N x N J z N y N x N z y x z y x z yx N N N i i i i i i i i i ][ζζζηηηξξξζηξ (4-19) 从而有⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧∂∂∂∂∂∂=⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧∂∂∂∂∂∂-ζηξi i i i i i N N N J z N y N x N 1][ (4-20) 这里⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎣⎡∂∂∂∂∂∂∂∂∂∂∂∂∂∂∂∂∂∂=ζζζηηηξξξz y x z y x z yxJ ][ (4-21)称为雅可比矩阵。
将(4-18)式代入上式。
于是得⎢⎢⎢⎢⎢⎢⎢⎣⎡∂∂∂∂∂∂∂∂∂∂∂∂=⎢⎢⎢⎢⎢⎢⎢⎣⎡∂∂∂∂∂∂=∑∑∑======ni n i i i ni ni ii ni n i ii N N N N N N x N x Nx N J 212121111111][ζζηηξξζηξ● 能够保证式(4-20)● 0°〈θ〈180°,一般应尽量控制在● 在单元内的任一点P ,沿局部坐标ξ、ζ的方向分别作微分矢量a 、b 、c 对应局部坐标的d ξ,d η,d ζ),间形成一平行六面体(图4-9)。
L形管件弯曲成形有限元分析1. 引言- 描述L形管件在工业领域中的应用- 引入有限元分析作为一种计算方法- 概述本文将要讨论的内容和结论2. 有限元建模- 对L形管件进行三维建模- 定义有限元网格和边界条件- 描述管件材料和物理特性3. 弯曲成形模拟- 使用有限元分析模拟管件弯曲成形过程- 对比模拟结果与实验数据- 分析管件应力分布和形变情况4. 影响因素分析- 将影响管件弯曲成形的因素分为几类,如管件材料、管件壁厚等- 对每个影响因素进行有限元分析- 分析每个因素的影响程度和相互作用5. 结论和展望- 总结本文的研究成果和分析结论- 提出下一步的研究方向和拟解决的问题- 对应用前景和发展方向进行展望第1章:引言L形管件在工业领域中应用广泛,其具有良好的耐用性、耐腐蚀性和稳定性等特性,是各种管道系统中不可或缺的组成部分。
在实际应用中,L形管件的弯曲成形过程是至关重要的,因为这直接影响着管道的连接质量和稳定性。
传统的L形管件弯曲成形方法主要是通过人工操作机械或使用加热等手段进行成形,这种方法成本高且效率低,同时也容易影响到管件的质量。
为了提高管件成形的准确度和效率,有限元分析技术被广泛应用于管件成形过程的模拟和优化。
因此,本文旨在探讨如何通过有限元分析技术对L型管件弯曲成形过程进行模拟与分析,以更好地实现管件成形的精准度与质量。
本文将包括以下内容:首先介绍L形管件在工业中的应用背景和重要意义,然后介绍本文使用的有限元分析技术以及对L形管件三维建模的方法。
接着将介绍如何使用有限元分析模拟L形管件的弯曲成形过程,并对所得结果进行分析和讨论,最后探讨影响L形管件弯曲成形的因素,对因素进行分析和优化,得出结论并对未来发展进行展望。
第2章:有限元建模有限元分析技术是目前研究物理系统的一种最常用的数值分析方法。
在L形管件弯曲成形过程中,我们可以通过有限元分析技术对管件的形状变化,应力和形变等力学参数进行预测,从而优化管件的结构和形状设计。