浅析柴油机缸体裂纹补焊工1
- 格式:doc
- 大小:35.00 KB
- 文档页数:4
浅析柴油机缸体裂纹补焊工艺
摘要:铸铁一般以铸件形式应用生产,但铸件经常会出现各种缺陷,需要修补好后方可使用,通过对铸铁的焊接性分析,确定采用电弧冷焊的工艺方法,成功补焊柴油机缺体上裂纹,使该补焊方法在工作生产中得到应用。
关键词:电弧冷焊 灰铸铁 焊接工艺
前言:
铸铁是广泛使用的一种,这是由于铸铁的铸造性能,切削加工性能、耐磨性和消震性等都优于其他铸件,且生产方便,成品率高,成本低。但是,铸铁的含碳量大于2.11%(一般为2.5~4%)的鉄碳合金,焊接性较差,使得铸铁在焊接结构中的应用受到很大的限制。
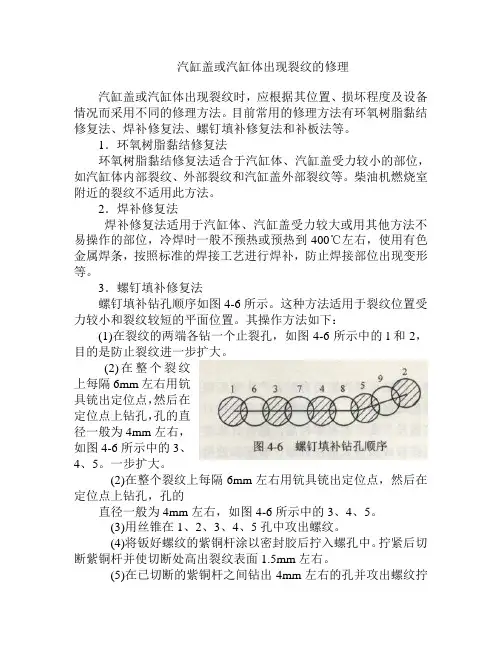
随着生产技术的发展,铸铁在机械制造业中得到极其广泛的应用。就柴油机缸体而言,一旦出现裂纹问题,采用焊接方法,能够解决这一大难题,如图1表示。当然,焊接过程是相当严格的。下面就柴油机缸体补焊工艺与过程进行分析。
1、材料分析:
柴油机缸体的材料是灰铸铁,灰铸铁的化学成分一般为:C2.5~4.0%,Si1.0~2..5%,Mn0.6~1.3%,S<0.15%,P<0.30%。由于这些元素的存在,在很大程度上影响了铸铁的使用和焊接性能。
2、焊接分析:
铸铁的多焊接性与灰铸铁基本相同,焊接接头容易产生白口,淬硬组织及焊接裂纹。但由于其他化学成分的力学性能不同,又有自身的特点,铸铁有较高的强度和一定的伸长率,为了保证铸铁补焊的可靠性,一般要求焊接头的力学性能与母材匹配,这就对铸铁焊接提出了更高的要求。
防止白口,可减慢焊缝的冷却速度和改变焊缝的化学成份。增加石墨化元素的含量。防止裂纹可采用电弧冷焊,减小焊接应力,选用塑性较好的焊接材料,用细直径焊条,小电流,断续焊,分散焊,通过锤击焊缝等方法。
利用铸铁型焊接材料,焊后所获得的焊缝金属的化学成分,组织性能与母材接近,这类焊缝就是铸铁型焊缝,受劳动环境及工艺条件的影响,柴油机缸体上的裂纹可采用铸铁型焊缝的电弧冷焊。 3、焊接材料与设备的选择
铸铁型焊缝可分为钢基,铜基和镍三类。镍是奥氏体形成元素,能和铁以外任何比例相溶解,和碳形成碳化物。经过实验表明,焊接电流一定时,焊缝含镍越高,半融化区白口层越小,接头的加工性能也越好,镍基铸铁焊条的最大特点是焊缝硬度较低,半融化区白口层薄,呈断续分布,故应用广泛,补焊柴油机缸体上的裂纹采用镍基焊条308,它是纯镍石墨型药皮的铸铁焊条,适合补焊重要灰铸铁件,薄壁件和需加工补焊,切消性能良好,因该焊条是镍基焊条中补焊性最好的,这是选用该焊条的原因,由于铁的固熔强化作用,该焊条的金属力学性能高,抗拉强度达到400-500N/mm2, 伸长率大,屈服强度高,一般为360N/mm2。所以补焊面积不宜过大,否则会在焊缝与母材交接处发生裂纹。
焊机的选用,Z308焊条适合直流两用,可选择常用的BX1-400型交流电焊机。
4、焊缝的电弧冷焊工艺。
铸铁的电弧冷焊除选择正确的焊接材料处,要特别对焊接工艺重视,以获得满意的焊接质量。
4.1、选择合适的电流
选择合适的最小焊接电流,灰铸铁含Fe、Si,C及有害的S、P杂质高,焊接电流越大,与母材接触的第一、二层异质焊缝中溶入母材量越多,带入焊缝中的Fe、Si、C、S量也随之上升。对镍基焊条来说,其中Si及S、P杂质提高,会明显增大发生热裂纹的敏感性。
焊条电弧冷焊适宜选用小直径焊条,特别是焊接与母材接触的第一、二层焊缝时更应注意,表1为焊条参考电流。
表1 Z308焊条电弧冷焊参考电流
焊条直径(mm) ¢2.5 ¢3.2 ¢4.0 ¢5.0
焊接电流(A) 60-80 90-100 110-150 160-180
4.2采用较快的焊接速度及短弧焊接。
在保证焊缝正常成型及母材融合良好的前提下,应采用较快的焊接速度。因为随着焊接速度加快,铸铁母材的熔深,熔宽下降,母材熔入焊缝量随之下降,焊接热输入也随之减小,其引起的效果与降低焊接电流所得效果是同样的。
4.3采用短段焊、断续焊、分散焊及焊后即捶击焊缝的工艺。
随着焊缝的增长,纵向应力增大,焊缝发生裂纹的倾向增大,故宜采用分段焊,采用焊接材料进行电弧焊接时,焊缝长度可取10~30mm,当焊缝处于较高温度,塑性性能异常优良时,立即用带圆角的小锤快速捶击焊缝,使焊缝金属承受塑性变形,以降低焊缝应力,为了尽量避免补焊处局部温度过高,应力增大,应采用断续焊,即待焊缝附近的热影响区冷却至不烫手时(50-60℃)再焊下一道焊缝,这样可以避免补焊处局部温度过高,从而避免裂纹发生。
4.4选择合理的焊接方向及顺序
焊接方向及顺序的合理与否对焊接应力的大小及裂纹是否发生有重要影响。对于柴油机缸体上的裂纹的补焊选用间断焊及焊后立即捶击焊缝工艺。
5.施焊过程
5.1焊前处理
焊前应对裂纹所在的部位进行处理,将油,绣等清除干净,为预防裂纹在补焊中扩展,焊前应在裂纹终端钻孔,为保证接头焊透和成形良好,焊前还应开V型坡口。
5.2焊接过程
选用¢3.2mm焊条,焊接电流90-100A,焊接速度50-100cm/min,焊条应在150 ℃下烘干1小时,放在保温筒内随用随取。
在补焊柴油缸体上的裂纹时,焊接位置保持在平焊位置,焊条角度为45℃,焊接过程中焊条不摆动,焊后立即对焊缝有节奏有步骤地捶击。
5.3焊后缓冷
焊后一定要采取保温措施,使之缓慢冷却,可用保温材料来保持焊缝温度。
5.4检验结论
外观检查、无气孔,裂纹、未融合,咬边等缺陷。
6、结语
经过焊前处理。焊接过程焊后缓冷,检验等系列工序,我们得到一件补焊合格的柴油机缸体,此工艺运用到生产中,使铸铁补焊方法在企业中得到应用,减少了浪费。
焊条在焊后形成的组织为塑性高,硬度低的组织,不发生相变,金属抗拉强度达到40N/mm2焊缝金属的硬度为160-200HV,焊接焊缝有较好的抗烈性。
参考文献:
1、《焊工技师培训教材》机械工业技师考评培训教材编审委员会编、北京:机械工业出版社2001.3
2、《中级电焊工工艺学》国家机械工业委员会统编,北京,机械工业出版社1988.12
3、《金属学及热处理基础》国家机械工业委员会统编,北京,机械工业出版社1988.10