单一固定循环指令
- 格式:ppt
- 大小:1.38 MB
- 文档页数:24

常用编程指令的应用
车削加工编程一般包含X和Z坐标运动及绕Z轴旋转的转角坐标C 。
(1)快速定位(G00或G0) 刀具以点位控制方式从当前所在位置快速移动到指令给出的目标位置。
指令格式:G00 X(U) Z(W) ;
(2)直线插补(G01或G1)
指令格式:G01 X(U) Z(W) F ;
图1 快速定位 图2 直线插补
G00 X40.0 Z56.0; G01 X40.0 Z20.1 F0.2;
/绝对坐标,直径编程; /绝对坐标,直径编程,切削进给率0.2mm/r
G00 U-60.0 W-30 G01 U20.0 W-25.9 F0.2;
/增量坐标,直径编程 /增量坐标,直径编程,切削进给率0.2mm/r
(3)圆弧插补(G02或G2,G03或G3)
1)指令格式: G02 X(U)_Z(W)_I_K_F_ ;
G02 X(U) Z(W) R F ;
G03 X(U)_Z(W)_I_K_F_ ;
G03 X(U) Z(W) R F ;
2)指令功能:
3)指令说明:
①G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。圆弧的顺、逆方向判断见图3左图,朝着与圆弧所在平面相垂直的坐标轴的负方向看,顺时针为G02,逆时针为G03,图3右图分别表示了车床前置刀架和后置刀架对圆弧顺与逆方向的判断;
图3 圆弧的顺逆方向
②如图4,采用绝对坐标编程,X、Z为圆弧终点坐标值;采用增量坐标编程,U、W为圆弧终点相对圆弧起点的坐标增量,R是圆弧半径,当圆弧所对圆心角为0°~180°时,R取正值;当圆心角为180°~360°时,R取负值。I、K为 圆心在X、Z轴方向上相对圆弧起点的坐标增量(用半径值表示),I、K为零时可以省略。
图4 圆弧绝对坐标,相对坐标

广数980TDb一些代码
广数980系列TA/TD循环指令
单一固定循环指令
((在固定循环指令程序段中,定位一定要明确。一般外圆定位要比需要车削的尺寸大,内圆要
比尺寸小。总的来说就是每一次循环车刀都会返回起点))
端面单一固定循环(径向)(也可以端面内孔)
G94 X(U)-----Z(W)-----R F
X切削终点X绝对坐标值,
U X轴切削终点相对起点的差值
Z 切削终点Z轴的绝对坐标值
W 切削终点与起点的差值
R 起点与终点之差值,当R与U符号不同时;要求R小于或等于W F 切削速度
G94可以用于单一的切槽循环,注意;如果用于切槽循环第一刀必须用G1指令先走一刀这样才可以让G94
退刀
内外圆单一固定循环(轴向)
G90 X(U)-----Z(W)-----R F
X切削终点X绝对坐标值,
U X轴切削终点相对起点的差值
Z 切削终点Z轴的绝对坐标值
W 切削终点与起点的差值 R 切削起点与终点半径之差(半径值)当R等于0时,进行圆柱切削,R与U的符号不一致时,要求R
小于或等于U的一半
F 切削速度
复合型固定循环指令 精车加工循环(轴向)
G70 P--------Q------
P构成精加工第一程序段号,如果没有自动生成程序段号的,可以手动添加,比如(N10) Q 精加工最后一个程序段号,同上可以手动添加比如(N20)
注意;G70定位要和G71一致,而且外圆定位要比工件大,内孔要比工件小。
内外圆粗车循环(轴向)
G71 U(1) R F
G71 P Q U(2) W S T U(1)轴向(X)进刀深度,也就是每一刀吃刀量 R (X)轴每次退刀量
F切削深度
P 第一个精加工程序段的程序段号
Q 精加工最后程序的程序段号
U(2) (X)轴的精加工余量
W (Z)轴的精加工余量
S 主轴转速
T 执行本段G71程序段的刀具号
数控车床编程基本指令大全
车削加工编程一般包常用编程指令的应用
含X和Z坐标运动及绕Z轴旋转的转角坐标C 。
(1)快速定位(G00或G0) 刀具以点位控制方式从当前所在位置快速移动到指令给出的目标位置。
指令格式:G00 X(U) Z(W) ;
(2)直线插补(G01或G1)
指令格式:G01 X(U) Z(W) F ;
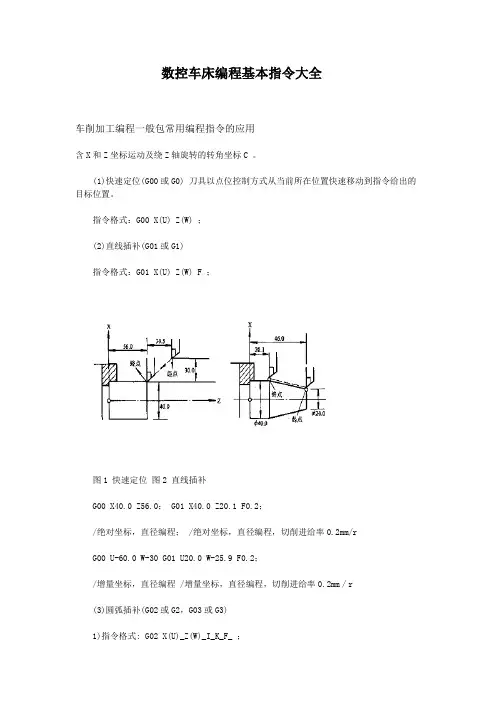
图1 快速定位 图2 直线插补
G00 X40.0 Z56.0; G01 X40.0 Z20.1 F0.2;
/绝对坐标,直径编程; /绝对坐标,直径编程,切削进给率0.2mm/r
G00 U-60.0 W-30 G01 U20.0 W-25.9 F0.2;
/增量坐标,直径编程 /增量坐标,直径编程,切削进给率0.2mm/r
(3)圆弧插补(G02或G2,G03或G3)
1)指令格式: G02 X(U)_Z(W)_I_K_F_ ;
G02 X(U) Z(W) R F ;
G03 X(U)_Z(W)_I_K_F_ ;
G03 X(U) Z(W) R F ;
2)指令功能:
3)指令说明:
①G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。圆弧的顺、逆方向判断见图3左图,朝着与圆弧所在平面相垂直的坐标轴的负方向看,顺时针为G02,逆时针为G03,图3右图分别表示了车床前置刀架和后置刀架对圆弧顺与逆方向的判断;
图3 圆弧的顺逆方向
②如图4,采用绝对坐标编程,X、Z为圆弧终点坐标值;采用增量坐标编程,U、W为圆弧终点相对圆弧起点的坐标增量,R是圆弧半径,当圆弧所对圆心角为0°~180°时,R取正值;当圆心角为180°~360°时,R取负值。I、K为 圆心在X、Z轴方向上相对圆弧起点的坐标增量(用半径值表示),I、K为零时可以省略。
图4 圆弧绝对坐标,相对坐标
图5 圆弧插补
循环加工指令学习
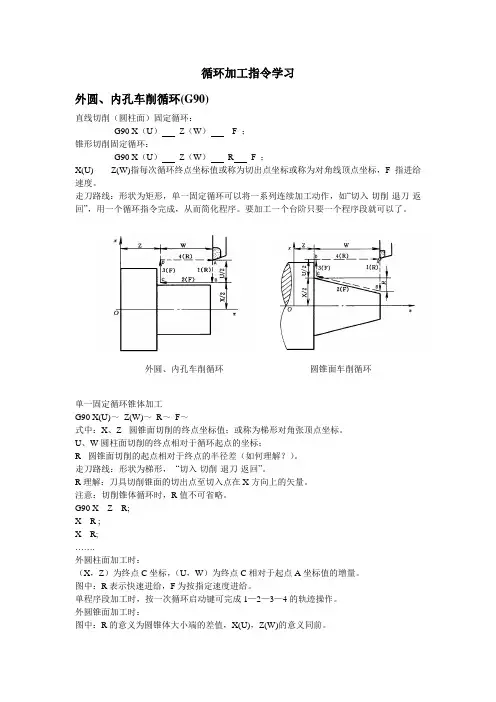
外圆、内孔车削循环(G90)
直线切削(圆柱面)固定循环:
G90 X(U)
Z(W) F_;
锥形切削固定循环:
G90 X(U) Z(W) R F_;
X(U) Z(W)指每次循环终点坐标值或称为切出点坐标或称为对角线顶点坐标,F指进给速度。
走刀路线:形状为矩形,单一固定循环可以将一系列连续加工动作,如“切入-切削-退刀-返回”,用一个循环指令完成,从而简化程序。要加工一个台阶只要一个程序段就可以了。
单一固定循环锥体加工
G90 X(U)~ Z(W)~ R~ F~
式中:X、Z- 圆锥面切削的终点坐标值;或称为梯形对角张顶点坐标。
U、W-圆柱面切削的终点相对于循环起点的坐标;
R- 圆锥面切削的起点相对于终点的半径差(如何理解?)。
走刀路线:形状为梯形, “切入-切削-退刀-返回”。
R理解:刀具切削锥面的切出点至切入点在X方向上的矢量。
注意:切削锥体循环时,R值不可省略。
G90 X Z R;
X R ;
X R;
…….
外圆柱面加工时:
(X,Z)为终点C坐标,(U,W)为终点C相对于起点A坐标值的增量。
图中:R表示快速进给,F为按指定速度进给。
单程序段加工时,按一次循环启动键可完成1—2—3—4的轨迹操作。
外圆锥面加工时:
图中:R的意义为圆锥体大小端的差值,X(U),Z(W)的意义同前。 外圆、内孔车削循环 圆锥面车削循环 用增量坐标编程时要注意R的符号,确定方法是锥面起点B坐标大于终点C坐标时R为正,反之为负。
G90 X40.0 Z20.0 F50.0 ; A→B→C→D→A
X30.0 ; A→E→F→D→A
X20.0 ; A→G→H→D→A