压合机平行度校正报告
- 格式:doc
- 大小:115.00 KB
- 文档页数:2
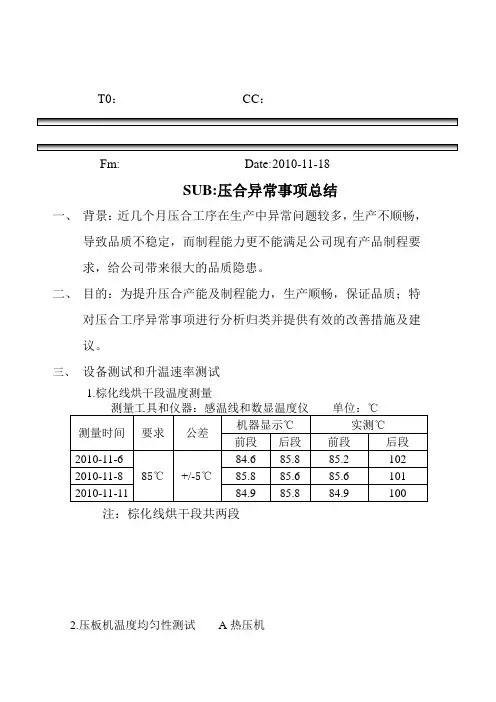
A#.C#压合机平行度測試报告
客户名称:深圳市盛创新精密电子有限公司
測試單位 压合工艺 机台编号:A .C热压机 测量日期:2008-5-30
一.平行度测量位置如右图:(共40个点)
二.测试方法:1.使用直径4㎜ 铅条
2.室温压合 6min
3.铅条面压 = 360-650psi
4.使用千分尺测各点厚度 (单位:㎜ )
三.校正标准值:±0.015㎜/m×(热模板长1.17m)×(模板块数11)=±0.193㎜
A#壓機測試數據﹕
各点值 X1 X2 X3 ±公
差 值 Y1 1.537 1.487 1.599
Y2 1.535 1.480 1.651 ±
0.142 Y3 1.507 1.443 1.671
Y4 1.482 1.426 1.681 差 值
0.283 Y5 1.473 1.391 1.673
Y6 1.396 1.374 1.642
Y7 1.401 1.340 1.614 结 果
Y8 1.264 1.275 1.567 合
格 Y9 1.153 1.177 1.493
最大值 1.681 最小值 1.153 C#壓機測試數據﹕
各点值 X1 X2 X3 ±公
差 值 Y1 1.433 1.404 1.392
Y2 1.582 1.413 1.484 ±0.142 Y3 1.509 1.401 1.525
Y4 1.538 1.422 1.563 差 值
0.283 Y5 1.540 1.433 1.597
Y6 1.517 1.460 1.599
Y7 1.485 1.447 1.588 结 果
Y8 1.473 1.410 1.590 合
格 Y9 1.380 1.316 1.582
最大值 1.599 最小值 1.316
配合單位:生产部压合课 測試單位:压合工艺
1#2#压合机平行度測試报告
客户名称:深圳市盛创新精密电子有限公司 測試單位 压合工艺 机台编号:1.2热压机 测量日期:2008-5-31
二.平行度测量位置如右图:(共27个点)
二.测试方法:1.使用直径4㎜ 铅条
2.室温压合 6min
3.铅条面压 = 300-500psi
4.使用千分尺测各点厚度 (单位:㎜ )
三.校正标准值:±0.015㎜/m×(热模板长1.17m)×(模板块数11)=±0.193㎜
1#壓機測試數據﹕
各点值 X1 X2 X3 ±公
差 值 Y1 1.476 1.446 1.466
Y2 1.546 1.416 1.554 ±
0.161 Y3 1.557 1.398 1.405
Y4 1.472 1.390 1.407 差 值
0.322 Y5 1.483 1.339 1.383
Y6 1.431 1.306 1.354
Y7 1.356 1.284 1.352 結 果
Y8 1.397 1.235 1.324
合
格 Y9 1.275 1.273 1.323
最大值 1.557 最小值 1.235
2#壓機測試數據﹕
各点值 X1 X2 X3 ±公
差 值 Y1 1.341 1.380 1.361
Y2 1.333 1.366 1.394 ±0.105 Y3 1.357 1.348 1.384
Y4 1.357 1.346 1.359 差 值
0.209 Y5 1.367 1.331 1.412
Y6 1.358 1.329 1.409
Y7 1.349 1.345 1.420 结 果
Y8 1.337 1.308 1.401
合
格 Y9 1.282 1.211 1.355
最大值 1.420 最小值 1.211
配合單位:生产部压合课 測試單位:压合工艺