_夹具的连接元件资料
- 格式:ppt
- 大小:1.42 MB
- 文档页数:31


一、实验目的
1. 了解鳄鱼夹的结构和原理;
2. 掌握鳄鱼夹的使用方法;
3. 学习鳄鱼夹在电路中的应用;
4. 培养学生的动手操作能力和实验技能。
二、实验原理
鳄鱼夹是一种用于连接电路的夹具,其原理是利用夹具的金属夹子部分与电路中的导线接触,从而实现电路的连接。鳄鱼夹具有夹持力强、接触面积大、连接牢固等优点,广泛应用于电子实验、维修、检测等领域。
三、实验仪器与材料
1. 鳄鱼夹一套;
2. 导线若干;
3. 电源一个;
4. 电阻、电容、电感等元件;
5. 电烙铁、焊锡等焊接工具;
6. 万用表等测试工具。
四、实验步骤
1. 准备工作
(1)检查鳄鱼夹的夹持部分是否完好,确保无损坏;
(2)准备实验所需的导线、元件、电源等;
(3)了解实验电路图,明确实验目的。
2. 鳄鱼夹的使用方法
(1)将鳄鱼夹的夹持部分紧贴在导线或其他金属导体上;
(2)确保夹持部分与导体接触良好,无松动现象; (3)调整鳄鱼夹的夹持力,使其能够牢固地夹持导体。
3. 鳄鱼夹在电路中的应用
(1)连接电源:将鳄鱼夹的夹持部分分别夹在电源的正负极上,实现电路的供电;
(2)连接元件:将鳄鱼夹的夹持部分分别夹在元件的引脚上,实现元件的连接;
(3)测试电路:将鳄鱼夹的夹持部分分别夹在电路的各个节点上,利用万用表等测试工具进行电路的测试。
4. 实验操作
(1)搭建实验电路:根据实验要求,将电阻、电容、电感等元件按照电路图连接起来;
(2)使用鳄鱼夹连接电源:将鳄鱼夹的夹持部分分别夹在电源的正负极上,实现电路的供电;
(3)使用鳄鱼夹连接元件:将鳄鱼夹的夹持部分分别夹在元件的引脚上,实现元件的连接;
(4)测试电路:使用万用表等测试工具,对电路的各个节点进行测试,确保电路连接正确。
5. 实验结果与分析
(1)观察电路的连接情况,确保鳄鱼夹夹持牢固,无松动现象;
(2)根据测试结果,分析电路的工作原理,验证实验目的;
机床夹具的作用及分类
“工欲善其事,必先利其器。” 工具是人类文明进步的标志。自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。但工具(含夹具、刀具、量具与辅具等)在不断的革新中,其功能仍然十分显著。机床夹具对零件
1.机床夹具的作用
(1)保证加工精度 用机床夹具装夹工件,能准确确定工件与刀具、机床之间的相对位置关系,可以保证加工精度。
(2)提高生产效率 机床夹具能快速地将工件定位和夹紧,可以减少辅助时间,提高生
产效率。
(3)减轻劳动强度 机床夹具采用机械、气动、液动夹紧装置,可以减轻工人的劳动强度。
(4)扩大机床的工艺范围 利用机床夹p,能扩大机床的加工范围,例如,在车床或钻床上p用镗模可以代替镗床镗孔,使车床、钻床具有镗床的功能。
2 机床夹具的分类
2.1.按夹具的应用范围分类
(1)通用夹具 通用夹具是指结构已经标准化,且有较大适用范>的夹具,例如,车床用的三爪卡盘和四爪卡盘,铣>用的平口钳及分度头等。
(2)专用机床夹具 专用机床夹具是针对某一工件的某道工序专门设计制造的夹具。专用机床夹具适于在产品相对稳定、产量较大的场合应用。
(3)组合夹具 组合夹具是用一套预先制造好的标准元件和合件组装而成的夹具。组合夹具结构灵活多变,设计和组装周期短,夹具零部件能p期重复使用,适于在多品种单件小批生产或新产品p制等场合应用。
(4)成组夹具 成组夹具是在采用成组加工时,为每个零件组设计制造的夹具,当改换加工同组内另一种零件时,只需调整或更换夹具上的个别元件,即可进行加工。成组夹具适于在多品种、中小批生产中应用。 (5)随行夹具 它是一种在自动线上使用的移动式夹具,在工件进入自动线加工之a,先将工件装在夹具中,然后夹具连同被加工工件a起沿着自动线依次从一个工位移到下一个工位,直a工件在退出自动线加工时,才将工件从夹具中卸下。随行夹具是一种始终随工件一起沿着自动线移动的夹具。

word格式文档
专业整理
图3.1 异形杠杆简图图图
图 3.2 车床夹具
图3.3 盖板简图 图 3.4 钻床夹具
1 钻模板 2 钻套 3 压板 4 圆柱销 5 夹具体 6 挡销 7 菱形销 word格式文档
专业整理
图 3.6 固定支承钉 word格式文档
专业整理
-
图3.8 可调支承 图 3.9 可调支承的应用
(a) (b) (c)
图 3.10 自位支承
图3.16 圆柱心轴 word格式文档
专业整理
图3.16 小锥度心轴 word格式文档
专业整理
图3.19 圆锥销组合定位
(a) (b) (c)
图 3.20 定位套
图 3.21
半园定位word格式文档
专业整理
(a) (b) (c) (d)
图 3.22 固定V形块结构形式
图3.26 基准位移误差
φ400-0.03 80-0.1 100-0.2 450
O O1
图 3.31 v形块上定位铣斜面 word格式文档
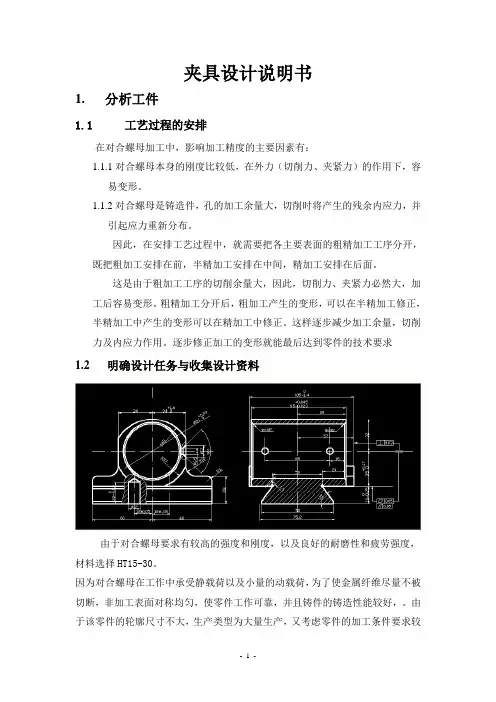
夹具设计说明书
1. 分析工件
1.1 工艺过程的安排
在对合螺母加工中,影响加工精度的主要因素有:
1.1.1对合螺母本身的刚度比较低,在外力(切削力、夹紧力)的作用下,容易变形。
1.1.2对合螺母是铸造件,孔的加工余量大,切削时将产生的残余内应力,并引起应力重新分布。
因此,在安排工艺过程中,就需要把各主要表面的粗精加工工序分开,既把粗加工安排在前,半精加工安排在中间,精加工安排在后面。
这是由于粗加工工序的切削余量大,因此,切削力、夹紧力必然大,加工后容易变形。粗精加工分开后,粗加工产生的变形,可以在半精加工修正,半精加工中产生的变形可以在精加工中修正。这样逐步减少加工余量,切削力及内应力作用。逐步修正加工的变形就能最后达到零件的技术要求
1.2 明确设计任务与收集设计资料
由于对合螺母要求有较高的强度和刚度,以及良好的耐磨性和疲劳强度,材料选择HT15-30。
因为对合螺母在工作中承受静载荷以及小量的动载荷,为了使金属纤维尽量不被切断,非加工表面对称均匀,使零件工作可靠,并且铸件的铸造性能较好,。由于该零件的轮廓尺寸不大,生产类型为大量生产,又考虑零件的加工条件要求较高。为了保证加工质量、提高生产率、降低成本、减少工人的劳动强度,确定采用铸造成型。
该工件的结构对称,材料是HT15-33:铸造性能良好,减摩性好;减震性强;切削加工性良好;缺口敏感性较低;价格便宜,制造方便。工件毛坯选铸件。要求加工ø55㎜孔及两端面,除1、2面外其余部分已加工。由《互换性与测量技术》表3-2 孔ø55㎜的公差等级是7级,端面的公差等级是6级。由《数控机床加工工艺》表4-12孔ø55㎜经粗车-半精车-精车能达到加工要求,表4-14端面经粗磨-精磨能达到加工要求。
2. 拟定夹具结构方案与绘制夹具草图
2.1 确定工件的定位方案,设计定位装置
对合螺母加工作为精基准的表面是底平面,以及两个Φ12孔,而作为精基准的表面应该提前加工完。在选择粗基准时考虑的重点是如何保证各加工表面有足够的余量,使不加工表面的尺寸、位置符合图纸要求。因此按照粗基准选择原则,以R40外圆为粗基准来加工底平面——精基准。在对合螺母的加工过程中定位基准满足基准重合原则,简化了工艺过程的制定,使夹具的设计、制造简单,降低成本。