
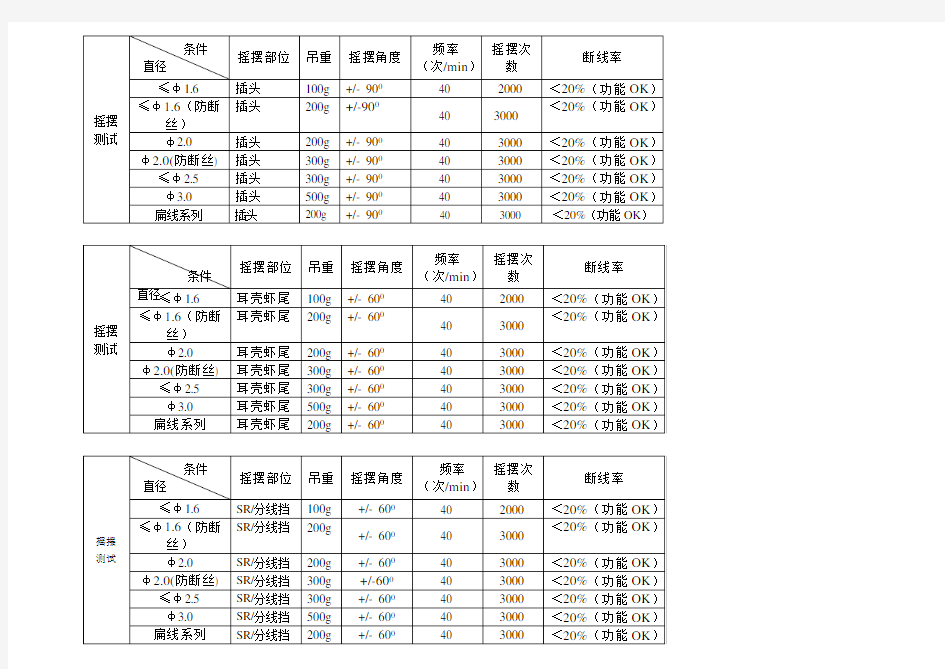
线材信赖性实验标准
注:线材摇摆及拉力实验标准依据线材/材料/要求等不同而有差别,具体情况参照附表执行
高速线材堆钢的原因分析及处理 摘要:高速线材在轧制过程中有时会产生堆钢现象,本文介绍了一些常见的堆钢事故,并结合职工操作、工艺、设备等方面对这些堆钢事故产生的原因进行分析和总结,同时针对存在的问题提出了相应的措施。 关键词:高速线材;堆钢;产生原因;措施 1前言 首钢股份公司第一线材厂生产线设备仿摩根五代轧机设计,国内厂家生产,该生产线最大稳定轧制速度为88m/s。全线由28架轧机组成,粗、中轧共14架,预精轧4架,为平立交替布置,精轧机10架为顶交45°布置,精轧机后无减定径机组,直接是夹送辊及吐丝机。产品规格φ5.5—φ16mm,规格跨度较大,同时生产的品种较广。从目前的生产状况来看,φ6.5mm(包含6.5mm)以下的小规格线材产品因轧制速度快,断面尺寸小等原因,其堆钢事故率远超于其他规格。本文按照不同轧区分类,介绍了其产生的原因及解决办法。 2导致堆钢的原因分析及措施 2.1 粗中轧区域(1-14架) 2.1.1 轧件不能顺利咬入下一架次造成堆钢 造成此类事故的原因主要有:①轧件前头从上一架次出来后翘头;②上一支的后尾倒钢将出口导卫拉高;③进口导卫开口度调整不合适;④导卫与孔型不对中(轧制线不正);⑤槽孔打滑;⑥轧件尺寸不符合工艺要求;⑦因坯料原因造成的前头劈裂。 处理措施:①针对轧件翘头需要检查上下辊径及磨损情况、传动部件连接处的间隙、进出口导卫高低的一致性;②合理的调整进口导卫开口度及与轧辊之间的距离;③新换槽孔辊缝设定过小,对轧机辊缝做适当调整或重新打磨槽孔;④对轧机辊缝做适当调整;⑤认真检查坯料,加长1#剪剪切前头长度。 2.1.2轧件咬入后机架之间堆钢 主要原因:①人为原因造成轧制速度、轧辊直径等参数设定不正确;②换辊或槽孔后堆拉关系调整不合适;③钢坯温度波动太大;④因电控原因造成的某架轧机突然升速或降速;⑤主控台操作工在调整轧机转速时调错转数或架次; 处理措施:①正确的设定轧制速度、辊径、合理的调整轧机间堆拉关系。做好两人之间的确认工作;②通知加热炉调火工,同时保温待轧;③电气专业检查,倒备用柜。 2.1.3轧件后尾堆钢 主要原因是由于在上游机架处,轧件拉钢造成后尾脱离上游机架时,在下游机架堆钢。 处理措施:合理的调整堆拉关系及轧机尺寸。 2.2 预精轧区域(15-18架) 2.2.1 机架之间堆钢 主要原因:①辊缝、辊径、轧速等参数设定错误;②导卫安装不合适;③导卫打铁;④粗中轧拉钢造成轧件在预精轧甩后尾;⑤因电控原因造成某架轧机转速异常。 处理措施:①重新核对设定参数;②检查更换或调整进出口导卫;③调整预精轧内活套高度及加强巡检;④合理的调整连轧机的堆拉关系;⑤电气专业检查同时倒备用柜。 2.2.2预精轧某一架次跳车 主要原因:①预精轧冷却水压及润滑系统故障;②电机跳闸;③事故检测系统作用。 处理措施:①检查冷却水压力、机旁控制水阀;②设备专业检查润滑系统;③检查预精轧鱼线吊坠是否系紧,同时检查其接近开关。
公共广播系统如何选线 在广播系统工程施工过程中,人们往往将注意力集中在相关的器材配套上面,而忽略了对广播传输电缆的选择。其实,对于一个广播系统工程来说,要获得令人满意的音响效果,除了应配备高质量的广播器材(功率放大器、扬声器等)以外,广播传输电缆的好坏在一定程度上也影响着声音的质量。 目前,在广播系统工程施工过程中,人们往往沿用家庭音响系统使用的“音箱线”的模式,来选用广播系统传输电缆。其实,这里面存在着一定的误区。 家庭音响系统使用的“音箱线”为区别正负极性而将透明塑料包裹着铜线染成金、银二种颜色,在市场上学习香港的叫法,俗称“金银线”。“金银线”的规格则是根据内部包裹的铜丝数量来定的,分类成为多少多少“仔”,不甚规范。 “音箱线”主要应用于家庭音响系统,一般情况下使用长度仅为3-5米,因此在选配时应尽量选择“粗”一点,“材质”好一点的“音箱线”,以提高信号传输速率和降低传输损耗。如果将“音箱线”用于公共广播系统,由于敷设线路较长,工程造价决定了不可能选用高级“音箱线”,只能使用低档次的“音箱线”。而这一类的“音箱线”,品质相对较差,大多由一些小型工厂(作坊)使用相对落后的生产工艺制造,使用者无法参照国家标准予以评定、验收。 低档次的“音箱线”一般均为平行线,即透明塑料包裹着两股铜线平行布置。电磁学原理告诉我们,任何二根平行线之间存在着线间寄生电容,而线间寄生电容的存在将会造成传输信号中高频成分旁路,线路越长,线间寄生电容的影响越大。因此,远距离传输广播信号,不适宜选用平行线,否则容易造成高音不清晰、发闷等现象的发生。 科学家发现双绞线方式可以有效地克服线间寄生电容的影响,因而双绞线方式在电脑网络用线、高级音响线材中得以广泛采用。随着双绞线方式电缆制造工艺的普及,越来越多的传输电缆采用了双绞线方式。所以,公共广播系统远距离传输广播信号也应选用双绞方式广播电缆线。 在双绞广播电缆线外层再包裹一层塑料外套,对内部双绞线能够起到更进一步的保护作用,可以避免在施工工程中线槽、桥架割伤、短路内部芯线,这就是双绞护套广播电缆线。因此,我们推荐公共广播系统使用双绞护套广播电缆线。 此外,在双绞护套广播电缆线的基础上,还有一种附带屏蔽层的双绞护套传输电缆。对大型公共广播系统来说,我们建议使用带屏蔽层的双绞护套传输电缆。由于屏蔽网的屏蔽作用,这种电缆能够有效地防止广播电缆对同管(同线槽)敷设的其他电缆的辐射影响,更能加强电缆的抗拉伸性能,尤其适用于高层楼宇弱电竖井内部敷设和室外长距离敷设。 在公共广播系统中,广播传输电缆除了应选用双绞线以外,对其线径也有一定要求。理论上讲,线径愈粗,线路传输损耗愈小,但是随之而来的问题是,工程造价上去了,施工难度加大了。权衡利弊,综合考虑性能价格比,广播传输电缆可以参照下列标准选择: 信号传输距离电缆名称电缆参数应用场合 大于2000米带屏蔽层双绞护套广播电缆截面积2×4.0 mm2 室外长距离敷设主干电缆200米至2000米带屏蔽层双绞护套广播电缆截面积2×2.5 mm2 高层楼宇弱电竖井内部敷设和室外长距离敷设主干电缆 小于200米双绞护套广播电缆截面积2×1.5 mm2 高层楼宇弱电竖井内部敷设和室外长距离敷设主干电缆 小于200米双绞护套广播电缆截面积2×1.0 mm2 楼宇内部水平分布 (管长×5%施工损耗率)+(管长×5%线在管中的绕曲率)+(N×0.6“n为音箱个数,0.6
一、常用的需要系数负荷计算方法 1、用电设备组的计算负荷(三相): 有功计算负荷 Pjs=Kx·Pe(Kw); 无功计算负荷 Qjs=Pjs·tgψ(Kvar); 视在功率计算负荷Sjs=√ ̄Pjs2+ Qjs2(KVA); 计算电流 Ijs=Sjs/√ ̄3·Ux·Cosψ(A)。 式中:Pe---用电设备组额定容量(Kw); Cosψ---电网或供电的功率因数余弦值(见下表); tgψ ---功率因数的正切值(见下表); Ux---标称线电压(Kv)。 Kx---需要系数(见下表) 提示:有感抗负荷(电机动力)时的计算电流,即: Ijs=Sjs/√ ̄3·Ux·Cosψ·η(A) η---感抗负荷效率系数,一般取值0.65~0.85。 民用建筑(酒店)主要用电设备需要系数Kx及Cosψ、tgψ的取值表: 注:照明负荷中有感抗负荷时,参见照明设计。
2、配电干线或变电所的计算负荷: ⑴、根据设备组的负荷计算确定后,来计算配电干线的负荷,方法如下:总有功计算负荷∑Pjs=K∑·∑(Kx·Pe); 总无功计算负荷∑Qjs= K∑·∑(Pjs·tg); 总视在功率计算负荷∑Sjs=√ ̄(∑Pjs)2+(∑Qjs)2。 配电干线计算电流∑Ijs=∑Sjs/√ ̄3·Ux·Cosψ(A)。 式中:∑---总矢量之和代号; K∑---同期系数(取值见下表1)。 ⑵、变电所变压器容量的计算,根据低压配电干线计算负荷汇总后进行计算,参照上述方法进行。即: ∑Sjs变= K∑·∑Sjs干线(K∑取值范围见下表2)。 变压器容量确定:S变=Sjs×1.26= (KVA)。 (载容率为80﹪计算,百分比系数取1.26,消防负荷可以不计在内)。变压器容量估算S变= Pjs×K×1.26= Pjs×1.063×1.26= (Kva)。 同期系数K∑值表: 计算负荷表(参考格式):
目录 任务书 ............................................................................................................... 错误!未定义书签。摘要 ..................................................................................................................... 错误!未定义书签。第1章绪论 (1) 1.1 设计背景及意义 (1) 1.1.1 国际市场 (1) 1.1.2 国内市场 (2) 1.1.3 中国线材行业生产的现状 (4) 1.2 设计任务 (6) 1.3 厂址选择 (6) 1.3.1 区域优势 (6) 1.3.2 交通优势 (7) 1.3.3 成本优势 (7) 1.3.4 政策优势 (7) 第2章产品方案的确定与编制金属平衡表 (9) 2.1 产品方案的确定 (9) 2.2 确定金属平衡表 (10) 2.2.1 确定计算产品的成品率 (10) 2.2.2 金属平衡表 (10) 2.3 计算产品的选择 (11) 2.3.1 计算产品选择的原则 (11) 2.3.2 计算产品的技术标准 (11) 第3章生产工艺流程的制订 (13) 3.1 制订生产工艺流程 (13) 3.1.1 制订生产工艺流程的依据 (13) 3.1.2 工艺流程简介 (13)
第4章设备选择 (15) 4.1 加热炉 (15) 4.1.1 炉型选择 (15) 4.1.2 炉子尺寸的确定 (15) 4.2 主轧机 (16) 4.2.1 轧机的组成 (16) 4.2.2 轧机的主要技术参数的确定 (16) 4.3 控制冷却线 (18) 4.3.1 水冷装置 (18) 4.3.2 精轧机后夹送辊 (18) 4.3.3 吐丝机 (19) 4.3.4 斯太尔摩运输机 (19) 4.4 剪机 (19) 4.5 盘卷收集和处理系统 (20) 第5章工艺计算 (21) 5.1 坯料选择 (21) 5.2 坯料加热制度确定 (21) 5.2.1 加热温度确定 (21) 5.2.2 加热速度的确定 (22) 5.2.3 加热时间的确定 (23) 5.3 计算产品的孔型设计 (23) 5.3.1 选择孔型系统 (24) 5.3.2 确定轧制道次数 (24) 5.3.3 各道次延伸系数的分配 (25) 5.3.4 各孔型及轧件尺寸的确定 (26) 5.4 延伸系数校核 (32) 5.5 充满度的校核 (32) 5.6 轧制力的计算 (33) 5.6.1 各机组的温度制度 (33) 5.6.2 孔型轧制力系数 (33)
線材成本計算公式 一、人工成本(C1):人工成本(元/Km)=(D×K÷V÷T÷60÷F÷S)×(1+A)×1000 D:操作員的日薪(元/人日)K:成品中該製程的條數,以LAN Cable為例,芯線製程為 8,對絞為4,集合與外被為1; V:製程中機器的線速(M/min);T:一天的工時,以12 小時計(hr/日);F:製程中機器的操作率(%)S:每人操作台數(台/人)A:間接人工 成本(%) 二、原料成本(C2):原料成本(元/Km)=U×B×(1+E) U:原料單價(元/Kg)B:原料用量(Kg/ Km)E:製程中原料消耗量(%) 三、水電成本(C3):水電成本(元/Km)=P×T×R×G÷V÷T÷60÷F P:製程中機器的用電量(Kw);T:一天的工時,以12小時計(hr/日);R:用電匯率(元 /Kw hr)G:用電比率(%);V:製程中機器的線速(M/min)F:製程中機器的操作率(%)四、設備儀器折舊成本(C4):設備儀器折舊成本(元/Km)=H÷(Y×12×25)÷(V×24×60×F) H:設備儀器取得金額(元)Y:設備儀器折舊年數(年);V:製程中機器的線速(M/min)F:製程中機器的操作率(%);備註:檢驗儀器之V與F參照外被押出機 五、包裝成本(C5):包裝成本(元/Km)=K÷L×1000 K:包裝材料單價(元/個)L:每個包裝之線材單長(M/個) 六﹐線材成本:線材成本(元/Km)=C1+C2+C3+C4+C5
工程一般報償 C=直接材料成本C1+加工成本C2 C1=原材料用量M×原材料單价P1; C2=机時H1×加工單价P2+人時H2×加工單价P3 H1(h/km)=(1/r/60)×1000×N H1=h10+h11+……+h18+h19 (r為線速m/min ; N為電線次數) H2(h/km)=机時H/單個人所開机台數量N H2=h21+h22+…..+h29+h20 則依工序不同而有所不同: 束絞人時h21=束絞机時h11/ 7; 絕緣人時h22=絕緣机時h12/ 1; 對絞人時h23=對絞机時h13/ 7; 繚繞人時h24=繚繞机時h14/ 10; 中被人時h25=中被机時h15/ 1; 返撚人時h26=返撚机時h16/ 6; 立式包帶人時h27=立式包帶机時h17/ 5; 集合人時h28=集合机時h18/ 2; 編織人時h29=編織机時h19/ 6; 外被人時h20=外被机時h10/ 1.
计算公式 一、矿山服务年限计算 N=Q A(1 e) (a) 式中:N—矿山服务年限(a); Q—设计利用储量 η—矿石回采率 A—矿山年产量 e—废石混入率二、矿山生产能力计算 万t; %;(地下开采80%-90%,露天开采85%-95%) 万t/a; %;(地下开采10%,露天开采5%) 1、按采矿工程延深速度验证确定矿山生产能力(露天)A=P V H (1e) (a) 式中:A—矿山生产能力P—水平分层平均矿量V—采 矿工程年延深速度η—矿 石回收率H—阶段高度 e—废石混入率万t/a;万t;m/a;%;m;%; 2、根据矿山开采年下降速度计算和验证矿山生产能力(地下开采)A=V S 1 K1·K2·E(万t)
式中:A—矿山年生产能力万t/a;
V —回采工作面下降速度 S —矿体开采面积 —矿石体重 α—矿石回收率 β—废石混入率 m/a ;(浅孔留矿为 10-25 m/a) m ; t/m ; %;(80%-90%) %;(10%-20%) E —地质影响系数 (0.7-0.9); K 1—矿体倾角修正系数 K 2 —矿体厚度修正系数 (0.8-1.2) 3、矿山生产能力计算(地下开采) A= N Q K E 1 Z (万 t/a ) 式中:A —矿山生产能力 Q —矿块生产能力 N —分布矿块数 万 t/a ; 万 t/a ; 个; K —矿块利用系数 (0.1-0.4); E —地质影响系数 (0.7-0.9); Z —废石混入率 (10%-20%); 4、露天矿总生产能力计算 A α=A(1+n s ) (万 t/a ) 式中:A α—年矿岩总生产能力 t/a ; A —年矿石生产能力 t/a ; n s —生产剥采比 t/t ; 5、露天矿可能达到的生产能力 A=N·n·Q (t/a ) 2 3
摘要 依照设计要求拟建一个优碳年产80万吨的高速线材生产车间。它的最高轧制速度为110m/s,产品规格为φ5.5~φ12mm,盘卷单重约2吨。 连铸坯在步进梁式加热炉中使用煤气加热,侧进侧出,加热能力为75t/h。加热炉由微机操纵,出炉温度为900℃~1050℃。 该套轧机采纳全连轧无扭工艺,连铸坯为150×150mm,长约为12m,单重约为2.3t的方坯。在13架平立-交替布置的粗轧机和中轧机之后,布置了2架预精轧机,13架精轧机。 轧后冷却通过水冷箱和一套斯太尔摩冷却运输线(120m)来完成。该套斯太尔摩冷却运输系统采纳延迟型冷却装置,可对成品轧材的最终性能操纵如抗拉强度及产品的金相组织和氧化铁 皮厚度进行最终操纵。 计算机系统用于控轧和控冷,无张力轧制,最佳剪切尺寸操纵和缺陷检测。 关键词:高速线材;生产方案;孔型设计;校核
目录 第一章绪论 (1) 第二章车间产品大纲和金属平衡表 (2) 2.1车间产品大纲 (2) 2.1.1产品方案表 (2) 2.1.2产品交货的技术条件 (2) 2.1.3产品的性能 (3) 2.1.4产品国内国际销售应符合以下标准 (3) 2.2原料及其质量要求 (3) 2.2.1原料规格 (3) 2.2.2钢坯的技术条件 (3) 2.3金属平衡表 (4) 第三章设计方案 (5) 3.1方案的比较及选择 (5)
3.1.1轧制速度的确定 (5) 3.1.2线数的确定 (5) 3.1.3总机架数的确定 (5) 3.2高线生产的要紧设备的特点及其选用 (6) 3.2.1高线生产的要紧设备概况 (6) 第四章工艺流程 (12) 4.1生产工艺流程讲明 (12) 4.1.1上料与加热 (12) 4.1.2高压水除鳞 (12) 4.1.3轧制 (12) 4.1.4操纵冷却 (13) 4.1.5精整 (13) 4.1.6剪切、废钢及氧化铁皮清除 (13) 4.2生产工艺流程 (14) 4.2.1生产工艺流程简 (14) 第五章孔型设计及速度制度 (15) 5.1孔型系统的选择 (15) 5.1.1粗轧、中轧孔型系统选择 (15) 5.1.2预精轧、精轧机组孔型的选择 (16)
圆钢重量(公斤)=0.00617×直径×直径×长度 方钢重量(公斤)=0.00785×边宽×边宽×长度 六角钢重量(公斤)=0.0068×对边宽×对边宽×长度 八角钢重量(公斤)=0.0065×对边宽×对边宽×长度 螺纹钢重量(公斤)=0.00617×计算直径×计算直径×长度 角钢重量(公斤)=0.00785×(边宽+边宽-边厚)×边厚×长度 扁钢重量(公斤)=0.00785×厚度×边宽×长度 钢管重量(公斤)=0.02466×壁厚×(外径-壁厚)×长度 六方体体积的计算 公式①s20.866×H/m/k 即对边×对边×0.866×高或厚度 各种钢管(材)重量换算公式 钢管的重量=0.25×π×(外径平方-内径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8 所以,钢管的重量=0.25×3.14×(外径平方-内径平方)×L×7.8 * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg) 钢的密度为:7.85g/cm3 (注意:单位换算) 钢材理论重量计算 钢材理论重量计算的计量单位为公斤(kg )。其基本公式为: W(重量,kg )=F(断面积mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000 各种钢材理论重量计算公式如下: 名称(单位) 计算公式 符号意义 计算举例 圆钢盘条(kg/m) W= 0.006165 ×d×d d = 直径mm 直径100 mm 的圆钢,求每m 重量。每m 重量= 0.006165 ×1002=61.65kg 螺纹钢(kg/m) W= 0.00617 ×d×d d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。每m 重量=0.00617 ×12 2=0.89kg 方钢(kg/m) W= 0.00785 ×a ×a a= 边宽mm 边宽20 mm 的方钢,求每m 重量。每m 重量= 0.00785 ×202=3.14kg
高速线材厂实习报告 本次毕业实习我们是去包钢天诚线材有限公司进行的,我们在这三个星期的实习过程中,参观了高速线材的生产线,并结合本专业的知识,了解了整个高线生产工艺流程,在电气车间对整个控制系统进行了解、学习。 线材有着广泛的用途,无论是在生产还是生活中,概括起来它的用途可以分为两方面:一方面是线材产品直接被应用,主要用在钢筋混凝土的配筋和焊接结构件方面;另一方面是将线材作为原料,经再加工后使用,主要是通过拉拔、热煅、冷镦或切削加工及热处理后,再经过捻制、编织、缠绕、成型等工序制成各类用途金属制品,等等。 下面对控制系统做一个介绍: 一、主控台: 主控台是控制全轧线生产的中心操作室,使全厂的中央信息处理站,在高速线材轧机的连扎控制中,主控台对轧制的正常顺利进行起着光键作用。 (一)、主控台管辖的区域设备: 1、粗轧机组、中轧机组、预精轧机组、精轧机组以及夹送辊、吐丝机。 2、粗轧机组后的回转飞剪、预精轧机组前的事故卡断剪、精轧机组前的回转飞剪、事故卡断剪及轧制平台下的事故碎断剪。 3、轧线上所有活套控制器。 4、轧制平台下载运废料的振动运输机。 二)、主控台的职能与控制对象: 1、设定、调用、修改轧制程序。 2、控制上述所有轧制区域设备的动作及运行。
3、监控轧制区的轧制过程,实现轧制工艺参数和程序控制最优化。 4、控制轧机各组的轧辊冷却水关与闭。 5、组织、协调轧制生产工艺、保证生产的正常运行。 6、担负轧制生产线的日常生产信息传递。 7、有关生产数据的报表的记录与汇总。 8、监视全线的机械、电气、能源介质供应系统的设备运行状况与故障显示。 (三)、主控台与各操作台: 一般来说,轧制生产线上配有五个操作台:入炉操作台、加热出钢操作台、主控台、冷却控制台、卸卷操作台。主控台对上述四个操作台有指挥与领导作用。 下附主控台(500 站)的流程图 注:H—为水平轧辊 V —为立式轧辊 S —为剪切机 二、下面分别介绍几个环节的控制: (一)、加热炉区域: 钢坯加热是线材生产工艺中的一个重要工序,加热的目的是提高钢坯的塑性,降低变形抗力。正确的加热工艺可以提高产品的质量、产量、降低成本,不正当的加热会给生产带来很大的危害。 加热炉区域主要有以下设备:钢坯上料台架、钢坯入炉辊道、称重桥、钢坯拉出辊、曲柄拉剪。在这主要是对这些设备的控制。 加热操作:点火前的准备工作;加热炉的吹扫:启动风机、吹扫炉膛、氮气吹
线材计算公式一览表 1.导体用量公式:W=d2×N×C×K d:表导体直径N:表导体条数C:表芯线数 K:表所用材质比例系数例:铜(B C/T C/)=0.0072 2.绝缘用量公式:W=(D2-d2×N)×C×K D:表绝缘外径.D:表导体外径N:表导体支数 C:表芯线数K:表所用材质比例系数,如:P E.P P=0.00081 P V C=0.001173 3.外被用量公式:W=(D2-d2×C)×K×N D:表被覆外径d:表芯线外径C:表芯线数 N:表并线数K:表材质比例系数如:P U=0.001012 4.绞线导体用量公式:按导体用量公式之结果×1.03 5.缠绕用量公式:按导体用量公式之结果×1.05 6.绝缘绞合外径公式:√N×1.155×线径N:表芯线数 注:当一条线材中有多种规格时,要把每种芯线的I D×条数相加际以总条数才是约绝缘之线径 7.芯线绞距之设计:√N×1.155×线径×(15~20)倍 N:表示芯线数 8.铜线绞距之设计:√N×1.155×线径×25倍N:表铜线数 9.缠绕条数公式:苡线线径×π÷铜线径 10.铝箔面积公式:绞合外径×π×1.25 11.铝箔和棉纸用量公式:比重×面积(宽度÷1000=M)×1.03×1.3(遮蔽)注:比重为客户提供,棉纸为0.027 12.外被平均厚度公式:(外被O D-芯苡线绞合外径)÷2=平均厚度外被最小厚度=外被平均厚度-0.05 13.尼龙丝:250D1G K为36000M,每M=0.000028K G 500D1K G为18000M,每M=0.000056K G 14.芯线内模:√导体根数+4×1.155×线径 外模:比芯线o d大0.05中被:比中被o d大0.1~0.2 内模:比绞合外径大0.2~0.3 15.卷线长度=线材O D×π(卷线O D-线材O D)+两端引线+卷线O D. 16.扁线外被用量:(宽度×厚度-芯苡线O D2×芯线数)×0.7854 ×1.45÷1000(k g/k m)
1 我国高速线材生产工艺 1.1 前言 线材是热轧材中断面尺寸最小的一种,由于轧钢厂需将线材在热状态下圈成盘卷并以此交货,故又称之为盘条。 线材是钢铁工业的重要产品之一。它广泛用于机械、建筑和金属制品行业。从线材轧机的发展历史来看,20世纪60年代以前轧制速度达到40m/s之后就很难再提高了。但是人们追求更为高效的生产工艺以提高轧制速度和成品精度的目标却一直没有停止。在这一思想的指导下,1996年世界上第一台由美国摩根公司研制成功的高速线材轧机正式生产,给线材生产领域带来了革命性的变化,揭开了高速线材工业化生产的序幕。 高速线材不仅用途很广而且用量也很大,它在国民经济各部门中占有重要地位。高速线材的用途概括起来可分为两大类:一类是高速线材产品直接被利用,主要用在钢筋混凝土的配筋和焊接结构件方面。另一类是将高速线材作为原料,经再加工后使用,主要是通过拉拔成为各种钢丝,再经过捻制成为钢丝绳,或再经编制成为钢丝网;经过热锻或冷锻成铆钉;经过冷锻及滚压成螺栓,以及经过各种切削加工及热处理制成机器零件或工具;经过缠绕成型及热处理制成弹簧等等。 1.2 我国高速线材发展状况 我国1987年开始生产高速线材,受消费结构不断升级的影响和消费市场强劲拉动的作用,生产线越建越多,产量快速增长,呈现了在装备上追求高速、单线、无扭、微张力组合,在产品上追求高质量、高品质、大盘重等特点。目前我国已成为世界上拥有高速线材生产线最多、产量最大的国家,2003年全国线材总产量4007万t,其中高速线材2704.75万t,占67.5%;2004年线材总产量4940.98万t,其中高速线材占75%左右。 线材生产发展的总趋势是提高轧速、增加盘重、提高精度及扩大规格范围。自60年代第一台全新结构的摩根450高速线材无扭精轧机问世后,引起了线材领域的革命性变化。线材轧制速度突破了以往的极限,达到42m/s。经过几十年不断的改进和更新换代,特别是80年代以后由于各项制造技术、自动化控制技
线材成本计算 线材成本计算方法通常就是根据线材制造时所采用的导体(铜线)、绝缘(PVC、PE、PU或橡胶)、屏蔽(隔离)(泡沫麦拉、铝箔麦拉、铜丝缠绕或编织)及外被(PVC、PU或橡胶)及填充物(绵线、纤维、尼龙)等之每千英尺所使用的各种材料用量重量,单位是千克 1.芯线铜丝导体绞合(或芯线绞合)之外径的计算也可使用如下方法:k*d (其中,k是成缆外经系数,d为单根线芯铜丝导线或单条芯线的直径) 1~10根(条)的线芯铜丝导体绞合(或芯线绞合)之外经之成缆系数是: 1根(条):1, 2根(条):2, 3根(条):2.154, 4根(条):2.414, 5根(条):2.7, 6根(条):3, 7根(条):3, 8根(条):3.3, 9根(条):3.6, 10根(条):4, 10根(条)以上之成缆外经系数请查证。 2.线芯铜丝导体绞合(或芯线绞合)之外径的计算方法是:√N*1.155*d (其中N为线芯铜丝导体根数量或芯线条数量,d是每根线芯铜丝导体的直径或每条芯线的直径) 3. 截面积计算方式:导体半径2*π*N=导体截面积(N为铜丝数量) 4. 双并线铜丝用量计算:0.7854*D2*N*8.89*0.305*1.02/305*2 =kg/m or 4.344*n(d)2 /305=kg/m(其中,D是导体直径,N为线芯(铜丝)根数量),单芯无需*2,芯线如有N则需要*N 5. 铜丝缠绕用量计算:0.7854*d2*8.89*N*1.04*0.305(其中d是单根铜丝直径, N是缠绕铜丝条数量) 6. 双并线胶料:(长径*短径-铜的截面积)*1.45*0.8/1000=kg/m 7. 绝缘材料用量计算:(D2-d2)*0.7854*0.305*1.49*N*k1*k2/305=KG/M(其中,D是芯线直径,d是线芯铜丝导体(绞合)外径,N是芯线根数,常数k1=1.02,常数k2=1.03~1.06) 8. 编织材料用量计算:d2x0.7854x8.89xTxNx1.1=KG/KM(d是单根铜丝导体,T是编织锭数,N是编织每锭的条数,1.1为绞入系数) 9. 外被材料用量计算:[D2–(d+ t*2)2]*0.7854*0.305*1.49*k/305=KG/M(其中,D是外被直径OD,d是芯线绞合外径,t是缠绕铜丝直径或编织屏蔽层厚度,绞合不平系数k=1.02~1.06) 10. 椭圆外被用量计算:(宽*高-芯线OD)*1.48*0.82=KG/KY(1000m) 11. 外被OD芯线ID计算方式(芯线全壁厚0.5最小,外被全壁厚0.5最小) 12.尼龙丝计算公式:250D尼龍絲9000米重250g 0.25kg/9Km/1000*305*2 1000D尼龍絲9000米重1000g 1kg/9Km/1000*305*2 500D尼龍絲9000米重500g 0.5kg/9Km/1000*305*2 13.铝箔麦拉带用量计算:3.14159*(D+t*2+0.05)*0.025*1.8*0.305*1.25(其中,D是包铝箔前的芯线绞合外经,t是泡沫麦拉厚度) 14.泡沫麦拉带用量计算:3.14159*(D+T*2)*T*ρ*0.305*1.25(其中,D是包泡沫麦拉前的芯线绞合外经,T是泡沫麦拉带厚度,ρ是泡沫麦拉之假比重)
架空线常用计算公式和应用举例 前言 在基层电力部门从事输电线路专业工作的技术人员,需要掌握导线的基本的计算方法。这些方法可以从教材或手册中找到。但是,教材一般从原理开始叙述,用于实际计算的公式夹在大量的文字和推导公式中,手册的计算实例较少,给应用带来一些不便。本书根据个人在实际工作中的经验,摘取了一些常用公式,并主要应用Excel工作表编制了一些例子,以供相关人员参考。 本书的基本内容主要取材于参考文献,部分取材于网络。所用参考文献如下: 1. GB50545 -2010《110~750kV架空输电线路设计规程》。 2. GB50061-97 《66kV及以下架空电力线路设计规范》。 3. DL/T5220-2005 《10kV及以下架空配电线路设计技术规程》。 4. 邵天晓著,架空送电线路的电线力学计算,中国电力出版社,2003。 5. 刘增良、杨泽江主编,输配电线路设计, 中国水利水电出版社,2004。 6.李瑞祥编,高压输电线路设计基础,水利电力出版社,1994。 7.电机工程手册编辑委员会,电机工程手册,机械工业出版社,1982。 8.张殿生主编,电力工程高压送电线路设计手册,中国电力出版社,2003。 9.浙西电力技工学校主编,输电线路设计基础,水利电力出版社,1988。 10.建筑电气设计手册编写组,建筑电气设计手册,中国建筑工业出版社,1998。 11.许建安主编,35-110kV输电线路设计,中国水利水电出版社,2003。 由于个人水平所限,书中难免出现错误,请识者不吝指正。 四川安岳供电公司 李荣久2015-9-16 目录 第一章电力线路的导线和设计气象条件 第一节导线和地线的型式和截面的选择 一、导线型式 二、导线截面选择与校验的方法 三、地线的选择 第二节架空电力线路的设计气象条件 一、设计气象条件的选用 二、气象条件的换算 第二章导线(地线)张力(应力)弧垂计算 第一节导线和地线的机械物理特性与单位荷载 一、导线的机械物理特性 二、导线的单位荷载
第三章生产工艺流程制定 3.1制定生产工艺流程 合理的生产工艺流程应该是在满足产品技术条件的前提下,要尽可能低的消耗,最少的设备、最小的车间面积、最低的产品成本,并且根据车间具体的技术经济条件确定车间机械化和自动化程度,以利于产品质量和产量的不断提高和使工人具有较好的劳动条件。 3.1.1制订生产工艺流程的依据 根据生产方案的要求:由于产品的产量、品种、规格及质量的不同,所采用的生产方案就不同,那么主要工序就有很大的差别。因此生产方案是编制生产工艺流程的依据; 根据产品的质量要求:为了满足产品技术条件,就要有相应的工序给予保证,因此,满足产品标准的要求是设计生产工艺流程的基础。 根据车间生产率的要求:由于车间的生产规模不同,所要求的工艺过程复杂程度也不同。在生产同一产品情况下,生产规模越大的车间,其工艺流程也越复杂。因此,设计时生产率的要求是设计工艺流程的出发点。 3.1.2工艺流程简介 钢坯的准备:连铸坯150×150×1200mm 装炉加热:将钢坯加热到奥氏体温度,以利于轧制。 高压水除鳞:坯料在加热炉加热之后,进入粗轧机组之前,需高压水除鳞,破除坯料表面的氧化铁皮和次生氧化铁皮,以免压下表面产生缺陷。 粗、中、精轧机组轧制:使轧件轧成成品的尺寸,其中,粗轧机组6架,中轧机组6架,预精轧机组4架,精轧机组10架,这条生产线上共有26架轧机。 飞剪切头尾:轧件进入每组轧机之前都要进行切头尾工作,目的是为了除去温度过低的头部以免损伤辊面,并防止轧件头部卡在机架间导卫装置中,卡断剪用于
中轧机组、预精轧机组和精轧机组前,在事故状态下碎断轧件。 穿水冷却:为了降低进入精轧机组的轧件温度,在精轧机组之前设置水箱,以控制终轧温度。 吐丝成卷:轧出的线材在穿水冷却后,通过吐丝成卷形成散卷。 斯太尔摩散卷冷却:控冷线按不同的钢种和产品用途,控制其冷却速度,以得到相应的成品质量。 精整与运输:包括集卷、修整、检查、取样、捆轧、称重挂标牌,用集卷装置收集散卷,并将其挂到P-S运输线上的C形钩上,依次完成集卷、修整、检查、取样、捆轧、称重挂标牌等工序,之后卸卷入库。
线材成本计算公式 一、人工成本(C1):人工成本(元/Km)=(D×K÷V÷T÷60÷F÷S)×(1+A)×1000 D:操作员的日薪(元/人日)K:成品中该制程的条数,以LAN Cable为例,芯线制程为 8,对绞为4,集合与外被为1; V:制程中机器的线速(M/min);T:一天的工时,以12 小时计(hr/日);F:制程中机器的操作率(%)S:每人操作台数(台/人)A:间接人工 成本(%) 二、原料成本(C2):原料成本(元/Km)=U×B×(1+E) U:原料单价(元/Kg)B:原料用量(Kg/ Km)E:制程中原料消耗量(%) 三、水电成本(C3):水电成本(元/Km)=P×T×R×G÷V÷T÷60÷F P:制程中机器的用电量(Kw);T:一天的工时,以12小时计(hr/日);R:用电汇率(元 /Kw hr)G:用电比率(%);V:制程中机器的线速(M/min)F:制程中机器的操作率(%)四、设备仪器折旧成本(C4):设备仪器折旧成本(元/Km)=H÷(Y×12×25)÷(V×24×60×F) H:设备仪器取得金额(元)Y:设备仪器折旧年数(年);V:制程中机器的线速(M/min)F:制程中机器的操作率(%);备注:检验仪器之V与F参照外被押出机 五、包装成本(C5):包装成本(元/Km)=K÷L×1000 K:包装材料单价(元/个)L:每个包装之线材单长(M/个) 六﹐线材成本:线材成本(元/Km)=C1+C2+C3+C4+C5 工程一般报偿C=直接材料成本C1+加工成本C2 C1=原材料用量M×原材料单价P1; C2=机时H1×加工单价P2+人时H2×加工单价P3 H1(h/km)=(1/r/60)×1000×N H1=h10+h11+……+h18+h19 (r为线速m/min ; N为电线次数) H2(h/km)=机时H/单个人所开机台数量N H2=h21+h22+…..+h29+h20 则依工序不同而有所不同: 束绞人时h21=束绞机时h11/ 7; 绝缘人时h22=绝缘机时h12/ 1; 对绞人时h23=对绞机时h13/ 7; 缭绕人时h24=缭绕机时h14/ 10; 中被人时h25=中被机时h15/ 1; 返捻人时h26=返捻机时h16/ 6; 立式包带人时h27=立式包带机时h17/ 5; 集合人时h28=集合机时h18/ 2; 编织人时h29=编织机时h19/ 6; 外被人时h20=外被机时h10/ 1. 材料用量计算公式一 1.导体: A单股材料用量(kg/km)=N×(πd2/4)×σ×λ2 (d:铜线径(mm) σ:铜比重8.9 λ2:集合捻入 率 1.004) B绞线材料用量(kg/km)=N×(πd2/4)×σ×N×C×λ1×λ2 (d:单股铜线径(mm) σ:铜比重8.9 N:铜绞线股数C:电缆芯数;λ1:铜绞线捻入率 1.015 λ2:集合捻入率 1.004);N是芯线数
设计应用公式 一:导体 1.绞合外径束绞: D=√N x 1.155 x d 2.重量(Kg/100m)= d2 x 0.7854 x 8.89 x N x C x 1.03e/10 (d=线径 N=导体条数 C=芯数 1.03=绞入率 e=导体之相关工程绞合次数) 3. 绞入率=(外沿线长-中心线长)÷中心线长「本厂适用参考值为1.03」 二:绝缘 1.外径=绝缘厚度 X 2+上过程外径 2.重量(kg/100m)=(D2-d2xλ)x0.7854xGxCx1.03e/10[注:单支导体λ=1;绞合导体λ=0.85】 (D=绝缘外径 d=导体外径 G=比重 C=芯数 1.03=绞入率 e=绝缘工程之绞合次数) 三:外被 **用量计算:总原则 : 截面积 x 单位长度(100M)x 比重 1.充实型押出:重量(kg/100m)= (D2-d2Xc) x 0.7854 x G/10 (D=完成外径 d=芯线外径 G=比重 C=芯数) 2.半管型押出:重量(kg/100m)=(D2-d2 xλ)x0.7854xG/10 (D=完成外径 d=押出前集合芯线外径 G=比重λ=编织缠绕取0.95,包纸包带取0.90) 3. 套管型押出:重量(kg/100m)=(D2-d2)x0.7854xG/10 (D=完成外径 d=押出前集合芯线外径 G=比重) 四:绞合 1.多芯线绞合绞距:本厂设定为绞合外径的20倍左右[*参考数据] 2.多芯绞合外径 D=√N x 1.155 x d; [d为芯线外径] 3.多对线绞合外径:D=√Nx1.2x1.65xd 五:包带 1.宽度=包带前线径的 3.5倍+2MM 2.厚度=[ AL-MYLAR: 0.025 mm 棉纸:0.03 mm 绝缘纸:0.04 mm ]
年产80万吨高速线材车间设计英文翻译
华北理工大学轻工学院 Qing Gong College North China University of Science and Technology 英文翻译 学生姓名:周涛 学号:201224050105 专业班级:2012级轧钢一班 学部:材料化工部 指导教师:李硕
2016年6月3日
年产量80万吨高速线材车间设计 高速线材是钢铁工业中最重要的产品之一,广泛应用于基础设施、建筑工程、汽车及金属制品等领域。线材一般用普通碳素钢和优质碳素钢制成。按照钢材分配目录和用途不同,线材包括普通低碳钢热轧圆盘条、优质碳素钢盘条、碳素焊条盘条、调质螺纹盘条、制钢丝绳用盘条、琴钢丝用盘条以及不锈钢盘条等。在我国一般直径在(5-9)毫米共八种规格的成卷供应的热轧圆钢称为线材。线材因以盘卷交又叫盘条。 线材一般用普通碳素钢和优质碳素钢制成。按照钢材分配目录和用途不同,线材包括普通低碳钢热轧圆盘条、优质碳素钢盘条、碳素焊条盘条、调质螺纹盘条、制钢丝绳用盘条、琴钢丝用盘条以及不锈钢盘条等。 (1)普通低碳钢热轧圆盘条(GB701-65),普通低碳钢热轧圆盘条由低碳普通碳素结构钢或屈服点较低的碳素结构钢轧制而成,是线材品种中用量最大、使用最广泛的盘条,故又称普通线材,简称普线。 主要用途:普线主要用于建筑钢筋混凝土结构作配筋用,也可冷拔拉制成钢丝,作捆扎等用。 (2)普通低碳钢无扭控冷、热轧盘条(ZBH4403-88),无扭控冷、热轧盘条由无扭高速线材轧机轧制后采取控制冷却制成,材质与普线相同,但无扭控冷、热轧盘条具有尺寸精度高、表面质量好、较高的力学性能等优点。 主要用途:无扭控冷、热轧盘条尺寸精度分A、B、C 三级。A、B、C级精度适用于拉丝、建筑、包装和焊条等用途,B、C级精度适用于加工成螺栓、螺丝和螺母等。 (3)优质碳素钢盘条(GB4354-84),优质碳素钢盘条是用优质碳素结构钢轧制而成。是线材品种中用量较大的品种之一。 主要用途:优质碳素钢盘条主要用于加工制造碳素弹簧钢丝、油淬火回火碳素弹簧钢丝、预应力钢丝、高强度优质碳素结构钢丝、镀锌钢丝、镀锌绞线钢丝绳等。 (4)优质碳素钢无扭控冷、热轧盘条(ZBH44002-88),优质碳素钢无扭控冷、热轧盘条由无扭高速线材轧机轧制而成,轧制后采取控制冷却处理。与优质碳素钢盘条相比,具有尺寸精度高、表面质量好,有较高的力学性能。 主要用途:主要用途与优质碳素钢盘条相同。常用于制造碳素弹簧钢丝、油淬火回火碳弹簧钢丝、预应力钢丝、优质碳素结构钢丝,镀锌钢丝等。
做工程的朋友经常会遇到需要计算线缆的时候,比如工程设计的时候,审计的时候,需要有说服力,下面我把搜集的一些常见的线缆计算公式介绍给大家。 订货总量(总长度M)=所需总长+所需总长*10%+总点数*6 1、平均电缆长度=(最远F+最近N两条电缆总长)÷2 总电缆长度L=(平均电缆长度+备用部分(平均长度的10%)+端接容差(一般设为6 m))×信息总点数 楼层用线量L=[0.55(F+N)+6 ]×n n楼层 信息点数 总用线量L= L i i=1,….,m m为总楼层数 2、鉴于双绞线一般按箱订购,每箱305 m(1000英尺,每圈约1 m),而且网络线不容许接续,即每箱零头要浪费,所以 每箱布线根数=(305÷平均电缆长度),并取整 则 所需的总箱数=(总点数÷每箱布线根数),并向上取整 3、计算实例 a) 例题(错误计算) 设有140个信息点。单位走线长度24m,线缆包装305m(1000英尺)一箱,需要多少箱线? 解:24 ×140 = 3360m 3360÷305 = 11 箱 需要11箱电缆 b) 例题(正确计算) 设有140个信息点。单位走线长度24m,线缆包装305m(1000英尺)一箱,需要多少箱线? 解:305 ÷24 = 12.7 每箱12根双绞线(正确取整) 140 ÷12 = 11.6 舍入得12 需要12箱线 以上例题仅供参考... 管槽线缆容量对照表 1 PVC槽(型号)20*10 24*14 39*19 59*2 2 99*27 99*40 2 五类线(根数) 2 4 9 16 32 48 3 PVC管(型号)ф16 ф20 ф25 ф32 ф40 ф50 4 五类线(根数) 2 3 6 9 1 5 24
摘要 根据设计要求拟建一个优碳年产80万吨的高速线材生产车间。它的最高轧制速度为110m/s,产品规格为φ5.5~φ12mm,盘卷单重约2吨。 连铸坯在步进梁式加热炉中使用煤气加热,侧进侧出,加热能力为75t/h。加热炉由微机控制,出炉温度为900℃~1050℃。 该套轧机采用全连轧无扭工艺,连铸坯为150×150mm,长约为12m,单重约为2.3t的方坯。在13架平立-交替布置的粗轧机和中轧机之后,布置了2架预精轧机,13架精轧机。 轧后冷却通过水冷箱和一套斯太尔摩冷却运输线(120m)来完成。该套斯太尔摩冷却运输系统采用延迟型冷却装置,可对成品轧材的最终性能控制如抗拉强度及产品的金相组织和氧化铁皮厚度进行最终控制。 计算机系统用于控轧和控冷,无张力轧制,最佳剪切尺寸控制和缺陷检测。关键词:高速线材;生产方案;孔型设计;校核
目录 第一章绪论 (1) 第二章车间产品大纲和金属平衡表...................................... 错误!未定义书签。 2.1车间产品大纲........................... 错误!未定义书签。 2.1.1产品方案表 ................................................. 错误!未定义书签。 2.1.2产品交货的技术条件 ......................................... 错误!未定义书签。 2.1.3产品的性能 ................................................. 错误!未定义书签。 2.1.4产品国内国际销售应符合以下标准 ............................. 错误!未定义书签。 2.2原料及其质量要求....................... 错误!未定义书签。 2.2.1原料规格 ................................................... 错误!未定义书签。 2.2.2钢坯的技术条件 ............................................. 错误!未定义书签。 2.3金属平衡表............................. 错误!未定义书签。第三章设计方案.. (18) 3.1方案的比较及选择 (18) 3.1.1轧制速度的确定 (18) 3.1.2线数的确定 (19) 3.1.3总机架数的确定 (19) 3.2高线生产的主要设备的特点及其选用 (20) 3.2.1高线生产的主要设备概况 (20) 第四章工艺流程..................................................... 错误!未定义书签。 4.1生产工艺流程说明....................... 错误!未定义书签。 4.1.1上料与加热 (15) 4.1.2高压水除鳞 (15) 4.1.3轧制 (15) 4.1.4控制冷却 (16) 4.1.5精整 (17) 4.1.6剪切、废钢及氧化铁皮清除 (17) 4.2生产工艺流程........................... 错误!未定义书签。 4.2.1生产工艺流程简 ............................................. 错误!未定义书签。第五章孔型设计及速度制度........................................... 错误!未定义书签。