封头常用标准
- 格式:docx
- 大小:65.84 KB
- 文档页数:4
sdh球冠形封头标准SDH球冠形封头标准SDH球冠形封头是一种常用于压力容器的封头,其形状为球冠形,具有良好的承载能力和密封性能。
为了保证SDH球冠形封头的质量和安全性,国际上制定了一系列的标准和规范。
本文将从材料、制造、检验等方面介绍SDH球冠形封头的标准。
一、材料标准SDH球冠形封头的材料应符合相关标准,如ASME SA-516/SA-516M、ASME SA-537/SA-537M、ASME SA-285/SA-285M等。
这些标准规定了材料的化学成分、机械性能、热处理要求等,以确保材料的质量和可靠性。
此外,材料的选择还应考虑到工作环境的温度、压力等因素,以保证封头的使用寿命和安全性。
二、制造标准SDH球冠形封头的制造应符合相关标准,如ASME BPVC Section VIII Division 1、EN 13445-3等。
这些标准规定了封头的制造工艺、尺寸公差、表面质量等要求,以确保封头的几何形状和表面质量符合要求。
此外,制造过程中还应注意材料的热处理、成形工艺等因素,以保证封头的性能和可靠性。
三、检验标准SDH球冠形封头的检验应符合相关标准,如ASME BPVC Section VIII Division 1、EN 13445-3等。
这些标准规定了封头的检验方法、检验标准、检验频率等要求,以确保封头的质量和安全性。
检验内容包括尺寸、表面质量、材料性能、焊接质量等方面。
此外,还应进行水压试验、气密性试验等特殊检验,以保证封头的密封性能和承载能力。
综上所述,SDH球冠形封头的标准涉及材料、制造、检验等多个方面,其目的是为了保证封头的质量和安全性。
在使用SDH球冠形封头时,应选择符合标准的产品,并按照标准要求进行安装、使用和维护,以确保封头的性能和可靠性。
椭圆形封头标准椭圆形封头是一种广泛使用的压力容器部件,用于封堵容器开口,防止内部介质逸出。
在标准制定和实际应用中,椭圆形封头需满足以下要求:1.形状和尺寸标准化:椭圆形封头的形状和尺寸应符合国际或国内标准。
常见的标准包括ISO 14692、ASME B16.9等。
这些标准规定了椭圆形封头的直径、高度、壁厚等基本参数,以及与筒体连接的坡口形状和尺寸等内容。
形状和尺寸的标准化有利于降低制造成本、提高互换性,方便使用和维护。
2.材料选择:椭圆形封头的材料应具备足够的强度、耐腐蚀性和加工性能。
常用的材料包括碳钢、不锈钢、合金钢等。
具体材料的选用应根据封头的工作压力、介质特性、使用环境等因素进行选择。
3.制造质量:椭圆形封头的制造过程中,应确保材料质量、加工精度和焊接质量。
对于关键尺寸,如封头的几何中心、坡口角度等,应进行严格控制。
此外,焊缝应进行无损检测,确保无表面裂纹、气孔、夹渣等缺陷。
4.使用压力与温度:椭圆形封头的压力和温度参数应符合容器设计规范。
在正常使用条件下,封头应能承受容器的设计压力,且不会出现局部屈曲或塑性变形。
另外,封头在设计温度下应具有良好的韧性、高温稳定性和低温韧性。
5.结构完整性:椭圆形封头应具有足够的结构完整性,确保在各种工况下不会发生破坏。
这涉及到封头的几何形状、壁厚分布、过渡区设计等因素。
为了提高结构完整性,可以采用优化设计,如增加封头壁厚、采用热处理等方法。
6.与筒体的连接:椭圆形封头与筒体的连接部位,应采用相应的焊接工艺和连接结构,确保连接部位的结构强度和密封性能。
常见的连接方式包括对接焊接、角接焊接等,具体选用应根据设计要求进行选择。
7.防腐和耐磨性:对于暴露在腐蚀环境或工作介质具有磨损性的椭圆形封头,应考虑采取相应的防腐和耐磨措施。
例如,在封头表面喷涂防腐涂层、堆焊硬质合金等,以提高封头的耐腐蚀性和耐磨性。
8.检验与试验:制造完成的椭圆形封头应进行严格的检验和试验,确保其符合设计要求和使用性能。
压力容器封头标准压力容器封头是压力容器的重要组成部分,其质量直接关系到压力容器的安全运行。
为了保障压力容器封头的质量和安全性,国家对压力容器封头的制造、检验和使用都做出了严格的规定和标准。
本文将对压力容器封头标准进行详细介绍,以便广大压力容器制造商和使用单位更好地了解和遵守相关标准,确保压力容器的安全运行。
一、压力容器封头的分类。
根据不同的形状和用途,压力容器封头可以分为椭圆形封头、球形封头、平底封头、封头盖板等多种类型。
每种类型的封头都有相应的标准规定,制造时必须严格按照标准要求进行制造和检验,确保封头的质量符合要求。
二、压力容器封头的材质和厚度。
压力容器封头的材质一般采用碳钢、合金钢、不锈钢等材料,具体选择应根据压力容器的工作介质和工作条件来确定。
同时,封头的厚度也是关键的参数,必须根据设计要求和相关标准进行计算和选择,以确保封头在工作压力下不会发生变形或破裂。
三、压力容器封头的制造标准。
压力容器封头的制造标准主要包括设计、材料、制造工艺、尺寸公差、表面质量、检验和验收等方面的要求。
制造厂必须按照相关标准进行制造,并对每个环节进行严格的质量控制,确保封头的质量符合标准要求。
四、压力容器封头的检验标准。
压力容器封头的检验标准主要包括外观检查、尺寸检查、材料检验、压力试验等内容。
在制造完成后,必须进行全面的检验和试验,确保封头的质量符合标准要求,方可投入使用。
五、压力容器封头的使用标准。
压力容器封头在使用过程中,必须按照相关标准进行安装、使用和维护,以确保封头的安全可靠。
在使用过程中,必须定期对封头进行检查和维护,及时发现和排除安全隐患,确保压力容器的安全运行。
六、结语。
压力容器封头作为压力容器的重要组成部分,其质量和安全性直接关系到整个压力容器的安全运行。
因此,压力容器封头的制造、检验和使用都必须严格按照相关标准进行,确保封头的质量和安全可靠。
希望广大压力容器制造商和使用单位能够充分重视压力容器封头的标准,确保压力容器的安全运行,为社会的安全稳定做出贡献。
封头执行标准封头,也称为管盖,是管道的末端部分,主要用于封闭管道的入口或出口。
封头的形式多种多样,包括圆形、方形、椭圆形、球形等等,尺寸也不同。
根据不同的使用环境和需求,封头具有不同的执行标准。
一、国内执行标准1. GB/T 25198-2010管道封头这个标准规定了管道封头的术语、分类、材料、结构和制造要求,以及检验与验收方法等内容。
此标准适用于常压下DN15-DN10000的锻制、压力成型和锻压焊制的金属管道封头,对于型式和规格以及用途有特殊要求的封头另行规定。
2. HG/T 20592-2009钢制壳体式封头这个标准规定了钢制壳体式封头的术语、分类、材料、结构和制造要求,以及检验与验收方法等内容。
此标准适用于制造钢制壳体式封头的企业和单位,可用于钢质压力容器设计和制造、压缩空气筒体、气体瓶和消防气瓶等场合。
3. JB/T 4727-2000碳钢、合金钢、不锈钢封头这个标准规定了碳钢、合金钢和不锈钢封头的术语、分类、材料、结构和制造要求,以及检验与验收方法等内容。
此标准适用于常压下的锻制、压力成型和锻压焊制的金属管道封头,可以作为管道系统和设备的连接部件。
二、国际执行标准1. ASME B16.9-2012 工厂制造的管道连接这个标准规定了工厂制造的管道连接的术语、分类、尺寸、材料、弯头、异径管、管帽、管件等方面的要求。
其中管帽就是封头的一种,也被称为接头盖。
2. EN 10253-2-2007管道和管件的圆形搭接封头这个标准规定了圆形搭接封头的术语、尺寸、材料、形式和制造要求等内容。
此标准适用于钢制管道和管件的圆形搭接封头,包括有缘或无缘圆形搭接封头,其中圆盖是一种常见的圆形搭接封头。
3. DIN 28011 碳钢封头这个标准规定了碳钢封头的术语、分类、尺寸、材料、制造方法和验收方法等内容。
此标准适用于常压或低压下DN200-DN1600的碳钢封头,包括圆形、椭圆形、球形和马鞍形等不同形状的封头。
压力容器封头标准压力容器封头是压力容器的重要组成部分,其质量直接关系到压力容器的安全运行。
压力容器封头的标准化生产和使用对于保障压力容器的安全性具有重要意义。
本文将介绍压力容器封头的标准,包括国内外常见的标准和相关要求。
一、国内压力容器封头标准。
1. GB/T 25198-2010《压力容器用封头》。
该标准规定了压力容器用封头的分类、型式和尺寸,包括圆形封头、椭圆形封头、球形封头、扁平封头等。
同时,标准还对封头的材质、加工工艺、检测要求等进行了详细的规定,保证了封头的质量和安全性。
2. JB/T 4732-2005《压力容器用碳钢、低合金钢封头》。
该标准是国内常用的压力容器封头标准之一,主要适用于碳钢和低合金钢制造的压力容器封头。
标准规定了封头的型式、尺寸、材质、加工工艺、检测要求等内容,对于压力容器的设计、制造和使用具有重要意义。
二、国际压力容器封头标准。
1. ASME标准。
ASME标准是国际上广泛使用的压力容器标准之一,其涵盖了压力容器封头的相关要求。
ASME标准对于封头的分类、尺寸、材质、加工工艺、检测要求等进行了详细规定,被广泛应用于各类压力容器的设计和制造中。
2. EN标准。
EN标准是欧洲压力容器封头标准,其规定了欧洲地区压力容器封头的相关要求,包括封头的分类、型式、尺寸、材质、加工工艺、检测要求等内容。
EN标准与ASME标准在一定程度上具有一致性,也被广泛应用于压力容器的设计和制造中。
三、压力容器封头的选用与要求。
在选择压力容器封头时,需根据压力容器的工作条件、介质特性、使用要求等因素进行综合考虑。
同时,对于封头的加工工艺、检测要求也需要严格执行相关标准的规定,确保封头的质量和安全性。
四、结语。
压力容器封头作为压力容器的重要组成部分,其标准化生产和使用对于保障压力容器的安全运行具有重要意义。
各国在压力容器封头标准化方面都进行了大量的工作,相关标准的制定和执行对于推动压力容器行业的发展和壮大具有重要意义。
封头标准规格尺寸及重量
根据相关标准,封头内径是1200mm或1300mm,对应的直边高是25mm,内径<=2000mm其直边高为25mm,内径>2000mm其直边高为40mm.
有外径273mm、219mm、159mm椭圆形封头,GB/T25198-2010标准。
封头是石油化工、原子能到食品制药诸多行业压力容器设备中不可缺少的重要部件。
封头是压力容器上的端盖,是压力容器的一个主要承压部件。
所起的作用是密封作用。
一是做成了罐形压力容器的上下底,二是管道到头了,不准备再向前延伸了,那就用一个封头在把管子用焊接的形式密封住。
和封头的作用差不多的的产品有盲板和管帽,不过那两种产品是可以拆卸的。
而封头焊好了之后是不可以再拆卸的。
与之配套的管件有压力容器、管道、法兰盘、弯头、三通、四通等产品。
封头执行标准封头执行标准是指用于验证封头产品是否符合特定要求的测试和评估方法的集合。
它是确保封头产品质量和性能的重要依据,广泛应用于石油、化工、食品、制药等行业。
一、封头执行标准的分类封头执行标准按照用途和产品类型可分为不同的分类,以下是一些常见的分类:1. 尺寸和几何要求:包括外径、内径、高度、厚度等尺寸参数的测量方法和要求。
2. 材料要求:涉及材料的化学成分、物理性能、力学性能等指标的检测和评估方法。
3. 焊接要求:包括焊缝质量、焊接工艺要求、焊接材料要求等方面的测试和评估方法。
4. 密封性能要求:涉及气密性、液密性等指标的测试方法和要求。
5. 承压性能要求:包括爆裂压力、耐压性能等方面的试验方法和评估要求。
6. 表面处理和防腐要求:包括表面光洁度、喷涂质量、防腐性能等方面的测试和评估方法。
二、封头执行标准的参考内容1. 封头尺寸和几何要求的参考内容:- 外径测量方法:使用量规、卡尺或测微计等工具进行测量,并对结果进行记录和分析。
- 高度和厚度测量方法:使用高度计或螺旋测微器等工具进行测量,并对结果进行记录和分析。
2. 封头材料要求的参考内容:- 化学成分检测:采用光谱分析仪器进行材料化学成分的检测,并与要求的标准进行比较。
- 物理性能测试:包括硬度、密度、热膨胀系数等指标的测定方法和要求。
3. 封头焊接要求的参考内容:- 焊缝质量评估方法:通过视觉检查、尺寸测量、X射线检测等方法来评估焊缝的质量。
- 焊接工艺要求:包括焊接工艺参数、焊接材料选择等方面的要求。
4. 封头密封性能要求的参考内容:- 气密性测试方法:使用气密性测试仪器进行气密性的测量,并对结果进行记录和分析。
- 液密性测试方法:采用压力测试仪器进行液密性的测量,并对结果进行记录和分析。
5. 封头承压性能要求的参考内容:- 爆裂压力试验方法:通过逐渐增加内压,直到封头发生破裂的压力进行测试。
- 耐压性能评估方法:对承压封头进行持续的压力测试,评估其能否承受特定的压力。
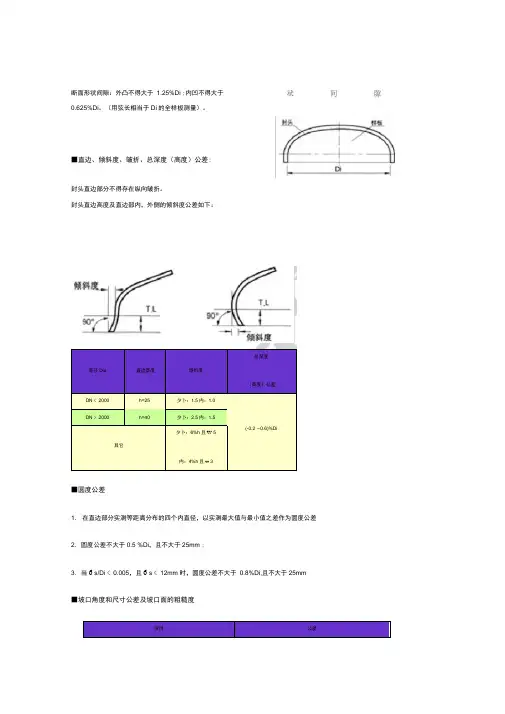
断面形状间隙:外凸不得大于 1.25%Di ;内凹不得大于 0.625%Di 。
(用弦长相当于Di 的全样板测量)。
■直边、倾斜度、皱折、总深度(高度)公差:封头直边部分不得存在纵向皱折。
封头直边高度及直边部内,外侧的倾斜度公差如下:直径Dia直边高度倾斜度总深度(高度)公差DN < 2000 h=25 夕卜:1.5内:1.0DN > 2000h=40夕卜:2.5内:1.5夕卜:6%h 且W 5(-0.2 〜0.6)%Di其它内:4%h 且w 3■圆度公差1. 在直边部分实测等距离分布的四个内直径,以实测最大值与最小值之差作为圆度公差2. 圆度公差不大于0.5 %Di ,且不大于25mm ;3. 当6 s/Di < 0.005,且6 s < 12mm 时,圆度公差不大于 0.8%Di,且不大于25mm■坡口角度和尺寸公差及坡口面的粗糙度项目 公差■外周长公差、内径公差说明:一般Di > 1000,且6s < 10mm时,以外周长公差为准。
内径或外周长公差可以供需双方另行协商决定。
注:1、外周长的标准长度=(内径名义厚度X2 ) Xn( 3.1416 )2、内径公差的情况下,测量时在直边部分测量等距离分布的四个内直径,取实测内径的平均值。
■表面质量1、焊缝部位实测的最小厚度不得小于封头最小保证厚度。
焊缝表面不得低于母材表面0.5mm以上。
2、在分步冲压成形情况下,有环状箍印产生,用样板检查,其间隙不得超过 1.5mm。
3、材料表面麻点应进行打磨处理,修磨深度不大于5% 5 s,且不大于2mm,否则予以补焊。
4、封头表面材料花纹深度不得大于0.2mm。
封头表面打磨面积大于20%时,封头应作整体表面处理。
5、客户对封头表面有特别要求时,按客户要求执行。
封头固溶标准
封头的固溶处理是一种重要的热处理工艺,主要用于改善金属材料的组织和性能。
根据不同的材料和用途,固溶处理的标准可能会有所不同。
以下是常见的封头固溶处理标准:
1. 温度控制:通常,封头应当加热到最低固溶退火温度以上,并保持足够长的时间使金属间相完全溶解。
对于304不锈钢封头,一般推荐将封头完全退火后在650℃\~980℃(1200℉\~1800℉)范围停留的时间相当。
2. 冷却方式:对于直径小于lOOOmm的封头,通常采用吊住吊耳后浸在水中冷却的方式。
对于直径较大、曲面上可开孔的封头,一般需要在封头的曲面上开孔,并且多开几个排气孔以增强冷却效果。
对于直径较大且不能开孔的封头,通常采用排气管进行冷却,排气管的顶部应始终露出水面。
3. 工装板与焊接:工装板的作用是控制封头尺寸的变化。
工装板板厚一般应大于30mm,且随着封头厚度的增加,工装板的厚度也应相应增加。
工装板和封头
的焊接一定要牢固,一旦焊接不牢,在冷却过程中如果脱焊,可能会引起封头变形。
吊耳的强度也应考虑,因为加热到1050℃时,钢板的强度也许只有常温下
的1/10,为防止起吊过程中出现问题,吊耳的强度和吊耳的焊接一定要确认。
这些标准并非绝对,实际操作中还需要根据具体的材料、工艺和设备进行调整。
在实施固溶处理时,必须严格遵守相关的技术标准和操作规程,以确保处理效果和产品质量。
如有疑问,建议咨询材料科学专家或查阅相关文献资料。
锅炉压力容器用封头现行法规、标准目录泰安市泰山封头厂二0一二年三月锅炉压力容器用封头现行法规、标准目录1、国家质检总局第22号《锅炉压力容器制造监督管理办法》2、质检锅[2003]194号《锅炉压力容器制造许可条件》《锅炉压力容器制造许可工作程序》《锅炉压力容器产品安全性能监督检验规则》3、TSG R0004-2009《固定式压力容器安全技术监察规程》4、GB150-98《钢制压力容器》5、JB4732-95《钢制压力容器-分析设计标准》6、GB/T 25198-2010《压力容器封头》7、NB/T47014-2011《承压设备焊接工艺评定》8、JB4730-2005《承压设备无损检测》9、GB/T1804-2000一般公差,线性尺寸的未注公差。
10、GB228-2002金属拉伸试验方法11、GB232-1999金属弯曲试验方法12、GB/T229-1994金属夏比缺口冲击试验方法13、GB2975-1998钢材力学及工艺性能试验取样规定14、GB713-2008锅炉和压力容器用钢板15、JB3375锅炉原材料入厂检验16、JB4308锅炉产品钢印及标记移植规定17、JB/T1613锅炉受压元件焊接技术条件18、JB/T1619-2002锅壳锅炉本体制造技术条件19、JB/T2190-1993锅炉人孔和手孔装置20、GB3274-88《碳素结构钢和低合金热轧钢板和钢带》21、GB700-88碳素结构钢22、GB699-1999优质碳素结构钢23、GB3531-1996低温压力容器用低合金钢钢板24、GB/T 3280-2007不锈钢冷轧钢板和钢带25、GB4237-1992不锈钢热轧钢板26、NB/T47015-2011压力容器焊接规程27、NB/T47016-2011承压设备产品焊接试件的力学性能检验28、GB/T3965-1995熔敷金属中扩散氢测定方法29、GB6654-1996压力容器用钢板30、GB/T14957-1994熔化焊用钢丝31、GB/T14958-1994气体保护焊用钢丝32、GB6397-86金属拉伸试验试样33、GB5293-1999碳素钢埋弧焊用焊剂34、GB/T5118-1995低合金钢焊条35、GB/T5117-1995碳钢焊条36、劳部了[1996]276号《蒸汽锅炉安全技术监察规程》37、GB709-1988热轧钢板和钢带的尺寸、外形、重量及允许偏差38、GB16749-1997压力容器波形膨胀节39、GB985-1988气焊、手工电弧焊及气体保护焊坡口形式与尺寸40、GB986-1988埋弧焊焊缝坡口的基本形式与尺寸41、GB9448-1988焊接与切割安全42、GB983-1995不锈钢焊条43、GB1300-1977焊接用钢丝44、GB4242-1984焊接用不锈钢丝45、JB3223-1983焊条质量管理规程46、国质检锅[2002]109号《锅炉压力容器压力管道焊工考试与管理规则》47、GB-10584-89钢结构焊缝外形尺寸48、国质检锅[2002]109号50、TSG Z6002-2010 特种设备焊接人员考核细则。
封头标准规格尺寸在设计和排版印刷品的过程中,封头是非常重要的部分,它不仅是书籍、杂志、报纸等印刷品的封面,也是这些印刷品的门面和代表。
因此,封头的规格尺寸设计非常关键,它直接影响着印刷品的外观和质量。
本文将围绕封头的标准规格尺寸展开讨论,希望能为文档创作者提供一些有益的参考和指导。
首先,我们来看一下封头的标准规格尺寸。
一般来说,封头的规格尺寸是根据印刷品的具体尺寸来确定的。
以书籍为例,常见的封头规格尺寸包括16开、32开、64开等。
其中,“开”是一个相对单位,表示开本的意思,也就是书的开数。
16开的封头规格尺寸为185mm×260mm,32开的封头规格尺寸为130mm×185mm,64开的封头规格尺寸为92mm×130mm。
当然,这只是一般情况下的规格尺寸,实际情况还需要根据印刷品的具体要求来确定。
其次,封头的规格尺寸设计需要考虑到印刷品的整体风格和设计理念。
不同的印刷品可能会有不同的封头规格尺寸设计,比如文学作品可能会选择较大的封头规格尺寸,以突出作品的气质和内涵;而科技类书籍可能会选择较小的封头规格尺寸,以突出作品的严谨和专业。
因此,在确定封头的规格尺寸时,需要考虑到印刷品的内容特点和读者群体的需求,力求与整体风格和设计理念相匹配。
另外,封头的规格尺寸设计还需要考虑到印刷工艺的要求。
不同的印刷工艺可能会对封头的规格尺寸提出不同的要求,比如平装书籍和精装书籍的封头规格尺寸就有所不同。
在进行规格尺寸设计时,需要充分了解印刷工艺的特点和要求,确保封头的规格尺寸能够与印刷工艺相适应,达到最佳的印刷效果。
最后,封头的规格尺寸设计也需要考虑到印刷成本的控制。
封头规格尺寸的大小直接影响着印刷品的成本,过大的封头规格尺寸会增加印刷成本,而过小的封头规格尺寸可能会影响印刷品的质量和效果。
因此,在进行规格尺寸设计时,需要充分考虑到印刷成本的控制,力求在满足印刷品质量的前提下,尽量减少印刷成本,提高印刷品的经济性和市场竞争力。
压力容器封头标准压力容器封头是压力容器的重要部件,其质量和性能直接关系到压力容器的安全运行。
压力容器封头标准是为了规范和统一压力容器封头的设计、制造和检验而制定的,其重要性不言而喻。
首先,压力容器封头标准对于封头的材质和厚度有着明确的规定。
封头材质的选择应符合工作介质的性质和工作条件,常见的封头材质包括碳钢、不锈钢、铝合金等。
而封头的厚度则需要根据设计压力、温度、介质腐蚀性等因素进行计算,确保封头在工作条件下具有足够的强度和刚度。
其次,压力容器封头标准对于封头的形状和尺寸也有详细的规定。
封头的形状通常包括球形、椭圆形、平底形等,而封头的尺寸则需要满足设计要求和制造工艺的限制。
标准中还规定了封头的凸出量、壁厚系数、封头与筒体的连接方式等重要参数,确保封头在使用过程中能够正常工作并承受设计压力的作用。
此外,压力容器封头标准还对封头的制造工艺和质量控制提出了严格要求。
制造工艺包括封头的冷冲、热冲、冷拔、热拔等工艺过程,要求制造过程中应严格按照标准规定进行,确保封头的形状尺寸和表面质量符合要求。
质量控制包括对封头材料的检验、尺寸的检测、焊缝的质量评定等,以保证封头的质量达到标准规定的要求。
最后,压力容器封头标准还对封头的检验和验收提出了具体要求。
检验包括封头外观检查、尺寸检测、焊缝探伤、压力试验等,验收则需要对封头的各项检验结果进行评定,确保封头的质量符合标准规定并能够安全使用。
总之,压力容器封头标准是保证压力容器封头质量和安全的重要依据,只有严格遵守标准规定,才能够确保压力容器封头的质量和性能达到设计要求,从而保障压力容器的安全运行。
压力容器制造企业和相关人员应当加强对压力容器封头标准的学习和理解,提高对标准的执行力度,以推动压力容器行业的健康发展和安全生产。
平底封头设计标准尺寸平底封头是一种常用于容器和压力容器中的封头类型,其设计标准尺寸对于工程设计和制造具有重要的意义。
下面将详细介绍平底封头的设计标准尺寸,以便为相关领域的人员提供参考和指导。
一、平底封头的基本结构平底封头是一种圆形封头,通常由圆形中央凸起(称为封头顶)和边缘区域构成。
在工程设计和制造中,平底封头的标准尺寸主要包括外径(D)、高度(H)、加工平坦半径(r)等参数。
二、平底封头标准尺寸的确定方法1. 外径(D):平底封头的外径是封头最大直径,通常根据设计条件和容器的要求确定。
在确定外径时,需要考虑到容器的尺寸、承压条件、安装要求等因素。
2. 高度(H):平底封头高度是指封头顶到边缘的距离,也是根据容器设计参数和工艺要求来确定的。
高度的选择需要考虑到封头的受压情况、容器内部介质的性质等因素。
3. 加工平坦半径(r):平底封头的边缘区域需要经过加工,形成平坦的边缘以便与容器连接。
加工平坦半径的大小取决于封头的厚度、连接方式、焊接工艺等因素。
三、平底封头标准尺寸的应用平底封头的标准尺寸在压力容器、贮槽、反应釜等设备中广泛应用。
在确定平底封头的标准尺寸时,需要充分考虑容器的使用条件、工艺要求、安全性能等因素,以确保封头的质量和可靠性。
四、平底封头标准尺寸的优化设计为了提高平底封头的使用性能和制造效率,可以通过优化设计尺寸和结构来实现。
采用有限元分析、应力分析等方法,优化封头的凸起结构和边缘加工方式,以提高封头的受压性能和焊接质量,降低成本,延长使用寿命。
五、平底封头标准尺寸的选用原则在实际应用中,选择合适的平底封头标准尺寸需要考虑以下几个原则:1. 符合容器设计和工艺要求;2. 充分考虑安全性能和可靠性;3. 考虑制造成本和工艺难易程度;4. 根据实际情况进行优化设计和选用。
平底封头的设计标准尺寸对于压力容器制造和工程设计具有重要的意义。
在实际应用中,需要根据具体情况选择合适的封头标准尺寸,并充分考虑容器的使用条件、工艺要求、安全性能等因素,以确保封头具有良好的使用性能和可靠性。
封头标准参数表本文介绍了一种椭圆形封头,其规格为Dg400×4JB1154-73.该封头由碳钢高合金制成,公称直径为400毫米,曲面高度为25毫米,直边高度也为25毫米。
壁厚为7毫米,内表面积为0.204平方米,容积为0.0115立方米,质量为11千克。
此外,还介绍了其他规格的椭圆形封头,包括Dg500×125、Dg600×150等。
椭圆形封头是一种常见的头部结构,广泛应用于化工、石油、医药等领域。
本文介绍的Dg400×4JB1154-73封头规格明确,适用于一些小型。
其碳钢高合金材质具有较好的耐腐蚀性能,内表面积和容积也适中,可以满足一些小型的需求。
除了Dg400×4JB1154-73封头外,本文还介绍了其他规格的椭圆形封头,如Dg500×125、Dg600×150等。
这些封头规格不同,适用于不同的。
例如,Dg500×125封头公称直径为500毫米,壁厚为10毫米,内表面积为0.436平方米,容积为0.0352立方米,质量为18.6千克。
Dg600×150封头公称直径为600毫米,壁厚为9毫米,内表面积为0.483平方米,容积为0.0425立方米,质量为27千克。
这些规格的封头可以满足不同的需求。
总之,椭圆形封头是一种常见的头部结构,具有多种规格和材质可供选择。
在选择封头时,需要根据的大小和用途来确定封头的规格和材质,以确保的安全和稳定性。
The article is not clear and appears to be a table of technical ___。
there are formatting errors and some paragraphs are missing n。
Here is an ___:This is a table of technical ___ cylindrical vessels。
锥形封头标准锥形封头是一种常见的容器封头,其形状呈锥形,通常用于储罐、压力容器、锅炉等设备的封头部分。
锥形封头的设计和制造需要遵循一定的标准,以确保其安全可靠性和符合相关工程要求。
本文将介绍锥形封头的标准规范,以及其在工程设计和制造中的应用。
首先,锥形封头的标准主要包括形状尺寸、材料要求、加工工艺、检测要求等方面。
在形状尺寸方面,锥形封头的几何参数需要符合相关的标准规范,如直径、高度、锥角等。
同时,锥形封头的厚度也需要按照设计要求和相关标准进行计算和确定。
在材料要求方面,锥形封头的材质需要符合相关的材料标准,以保证其在工作条件下的强度和耐腐蚀性能。
此外,锥形封头的加工工艺和检测要求也需要按照标准规范进行执行,以确保其质量和安全可靠性。
其次,锥形封头在工程设计和制造中的应用需要严格遵循相关的标准要求。
在工程设计中,需要根据实际使用条件和要求,选择合适的锥形封头类型和规格,并进行强度计算和应力分析,以确保其在工作条件下的安全可靠性。
在锥形封头的制造过程中,需要严格按照相关的标准规范执行,包括材料采购、加工工艺、焊接工艺、热处理工艺、表面处理等环节,以确保锥形封头的质量和性能符合设计要求。
最后,锥形封头的标准化对于提高工程设备的安全可靠性和降低生产成本具有重要意义。
通过严格执行锥形封头的标准规范,可以有效提高锥形封头的质量和可靠性,减少因封头失效而导致的生产事故和安全事故的发生。
同时,标准化还有利于降低锥形封头的制造成本,提高生产效率,促进工程设备制造业的健康发展。
综上所述,锥形封头的标准规范对于工程设计和制造具有重要意义,需要严格遵循相关的标准要求,以确保锥形封头在工作条件下的安全可靠性和符合工程要求。
希望本文能够对锥形封头的标准化有所帮助,促进工程设备制造业的发展和进步。
碳钢封头标准规格尺寸碳钢封头是一种常见的管道连接件,广泛应用于石油、化工、医药、食品等行业。
封头的标准规格尺寸是非常重要的,因为它关系到管道的安全性和稳定性。
下面我们就来介绍一下碳钢封头的标准规格尺寸。
碳钢封头的标准规格尺寸主要包括直径、壁厚、高度和重量等方面。
其中,直径是最为重要的参数,它通常是指封头的外径。
碳钢封头的直径范围比较广泛,从DN15到DN6000不等,其中DN表示公称直径。
根据不同的使用场合和要求,碳钢封头的壁厚也有所不同,一般在3mm到60mm之间。
高度是指封头从中心到边缘的距离,它的范围也比较广泛,从10mm到1000mm不等。
重量则是根据封头的直径、壁厚和高度等参数计算得出的。
除了以上几个参数之外,碳钢封头的形状也有很多种。
常见的有平底封头、球形封头、锥形封头、扁平封头、椭圆形封头等。
这些不同形状的封头在不同的场合下都有着各自的优缺点。
例如,球形封头具有良好的流体动力学性能和防爆性能,适用于高压和高温的场合;而扁平封头则具有良好的密封性能和承载能力,适用于低温和低压的场合。
在选择碳钢封头时,需要根据具体的使用场合和要求来确定其标准规格尺寸和形状。
一般来说,标准规格尺寸的碳钢封头比较容易购买和使用,而非标准规格尺寸的碳钢封头则需要定制生产。
此外,还需要注意选择合适的材质和表面处理方式,以确保碳钢封头在使用过程中具有良好的耐腐蚀性和耐磨性。
总之,碳钢封头作为一种常见的管道连接件,在各个行业中都得到了广泛应用。
其标准规格尺寸是非常重要的,需要根据具体情况来确定。
在选择碳钢封头时,需要综合考虑其直径、壁厚、高度、重量和形状等参数,并选择合适的材质和表面处理方式。
平底封头设计标准尺寸平底封头是一种常用于容器和管道连接中的封头,它具有平坦的底部和曲面的周边。
在工业领域中,平底封头被广泛应用于压力容器、罐体、锅炉和管道系统等设备中。
平底封头的设计标准尺寸对于确保其安全可靠地运行至关重要。
本文将介绍关于平底封头设计标准尺寸的相关内容,以供参考。
一、平底封头的类型平底封头主要分为两种类型,分别为圆形平底封头和椭圆形平底封头。
两者在设计标准尺寸上有一些共同的规定,也有一些差异之处。
1. 圆形平底封头圆形平底封头是最常见的一种封头类型,其底部为平坦圆形,并且具有一定的曲率以适应容器或管道的形状。
在设计标准尺寸中,圆形平底封头的直径、厚度等参数需要满足相应的规范和要求。
2. 椭圆形平底封头椭圆形平底封头是另一种常用的封头类型,其底部呈椭圆形状,也具有一定的曲率以匹配容器或管道的形状。
与圆形平底封头相比,椭圆形平底封头在设计标准尺寸上通常具有一些特殊的要求,需要根据具体的使用场景来确定相关参数。
二、平底封头的设计标准尺寸平底封头的设计标准尺寸包括了直径、厚度、曲率半径等参数,这些参数的确定对于平底封头的性能和可靠性具有重要影响。
下面将介绍一些常见的设计标准尺寸要求。
1. 直径平底封头的直径是指其底部的直径,根据不同的封头类型和使用要求,直径的大小会有所不同。
在设计时需要根据实际应用情况来确定直径的尺寸,通常需要符合相关的压力容器设计规范和标准。
2. 厚度平底封头的厚度是指其底部的厚度,其选择要根据容器或管道的工作压力、温度等参数来确定。
厚度的计算需要考虑到静态和动态负载、材料的强度和刚度等因素,以确保封头在使用过程中能够承受相应的载荷。
3. 曲率半径平底封头的曲率半径是指其底部曲面的曲率半径,也是封头设计中一个重要的尺寸参数。
曲率半径的选择会影响封头的加工工艺和性能,通常需要根据相关的标准和规范进行确定。
三、平底封头的制造和检验除了设计标准尺寸外,平底封头的制造和检验也是非常重要的环节。
封头常用标准 Prepared on 24 November 2020
锅炉压力容器用封头
现行法规、标准目录
泰安市泰山封头厂
二0一二年三月
锅炉压力容器用封头现行法规、标准目录
1、国家质检总局第22号《锅炉压力容器制造监督管理办法》
2、质检锅[2003]194号《锅炉压力容器制造许可条件》
《锅炉压力容器制造许可工作程序》
《锅炉压力容器产品安全性能监督检验规则》
3、TSG R0004-2009《固定式压力容器安全技术监察规程》
4、GB150-98《钢制压力容器》
5、JB4732-95《钢制压力容器-分析设计标准》
6、GB/T 25198-2010《压力容器封头》
7、NB/T47014-2011《承压设备焊接工艺评定》
8、JB4730-2005《承压设备无损检测》
9、GB/T1804-2000一般公差,线性尺寸的未注公差。
10、GB228-2002金属拉伸试验方法
11、GB232-1999金属弯曲试验方法
12、GB/T229-1994金属夏比缺口冲击试验方法
13、GB2975-1998钢材力学及工艺性能试验取样规定
14、GB713-2008锅炉和压力容器用钢板
15、JB3375锅炉原材料入厂检验
16、JB4308锅炉产品钢印及标记移植规定
17、JB/T1613锅炉受压元件焊接技术条件
18、JB/T1619-2002锅壳锅炉本体制造技术条件
19、JB/T2190-1993锅炉人孔和手孔装置
20、GB3274-88《碳素结构钢和低合金热轧钢板和钢带》
21、GB700-88碳素结构钢
22、GB699-1999优质碳素结构钢
23、GB3531-1996低温压力容器用低合金钢钢板
24、GB/T 3280-2007不锈钢冷轧钢板和钢带
25、GB4237-1992不锈钢热轧钢板
26、NB/T47015-2011压力容器焊接规程
27、NB/T47016-2011承压设备产品焊接试件的力学性能检验
28、GB/T3965-1995熔敷金属中扩散氢测定方法
29、GB6654-1996压力容器用钢板
30、GB/T14957-1994熔化焊用钢丝
31、GB/T14958-1994气体保护焊用钢丝
32、GB6397-86金属拉伸试验试样
33、GB5293-1999碳素钢埋弧焊用焊剂
34、GB/T5118-1995低合金钢焊条
35、GB/T5117-1995碳钢焊条
36、劳部了[1996]276号《蒸汽锅炉安全技术监察规程》
37、GB709-1988热轧钢板和钢带的尺寸、外形、重量及允许偏差
38、GB16749-1997压力容器波形膨胀节
39、GB985-1988气焊、手工电弧焊及气体保护焊坡口形式与尺寸
40、GB986-1988埋弧焊焊缝坡口的基本形式与尺寸
41、GB9448-1988焊接与切割安全
42、GB983-1995不锈钢焊条
43、GB1300-1977焊接用钢丝
44、GB4242-1984焊接用不锈钢丝
45、JB3223-1983焊条质量管理规程
46、国质检锅[2002]109号《锅炉压力容器压力管道焊工考试与
管理规则》
47、GB-10584-89钢结构焊缝外形尺寸
48、国质检锅[2002]109号
50、TSG Z6002-2010 特种设备焊接人员考核细则。