高炉喷煤的控制系统设计
- 格式:pdf
- 大小:145.26 KB
- 文档页数:2

冶建协(2007)93号关于转发国家标准《高炉喷吹煤粉工程设计规范》第一次编制工作会议纪要的通知各有关单位:2007年8月23日至24日在北京召开了国家标准《高炉喷吹煤粉工程设计规范》第一次编制工作会议。
会议就规范的编制大纲及工作计划进行了讨论并形成了会议纪要。
现将会议纪要(见附件)转发给你们,请贯彻执行。
特此通知。
附件:国家标准《高炉喷吹煤粉工程设计规范》第一次编制工作会议纪要(请查阅中国冶金建设协会网/)中国冶金建设协会二〇〇七年七月十七日附件国家标准《高炉喷吹煤粉工程设计规范》第一次编制工作会议纪要国家标准《高炉喷吹煤粉工程设计规范》(以下简称《规范》)第一次编制工作会议于2007年8月23日至24日在北京召开。
建设部标准定额司、中国冶金建设协会、主编单位以及参编单位参加了会议(与会代表名单详见附件1)。
会议由中国冶金建设协会主持。
中冶京诚公司领导代表中冶京诚致欢迎词,向各位代表致谢,并表示中冶京诚将大力支持国家标准的编制工作,在建设部和协会的指导下,经过各位专家的共同努力,一定能够圆满完成国家标准的编制任务。
建设部标准定额司领导作了重要讲话,表示建设部对标准编写高度重视,希望大家在标准编制过程中既要注重内容也要确保形式满足标准的要求。
规范的编写既要吸取国际先进标准的内容,也要根据我国的基本国情,结合国内具体的工程实际,深入思考,认真总结,把工程中行之有效的经验进行推广。
规范编写的目的是提升行业的竞争力,指导设计,培养年轻人才。
在组织编写规范过程中团结协作,既要发挥单位优势,也要带动全行业有关企业参与,规范必须代表整个行业发展方向,遵循统一、简化、协调、择优的原则,把国家标准编制成兼顾先进性、科学性、协调性、可操作性的好标准。
希望主编单位在各参编单位的大力支持和配合下,能圆满完成规范的编制工作。
中国冶金建设协会对本规范的编制工作提出要求,从内容、范围、深度等方面编好大纲;严格按合同内容、时间执行,合理分工。
高炉喷煤控制系统技术方案辽宁中新自动控制有限公司2003-2-17目录一、概述二、高炉喷煤工艺流程及主要部分自动化控制说明三、自动化系统硬件组成四、控制策略五、控制系统的监控与操作一、概述近年来,我国的高炉喷煤取得了巨大的成绩,已经形成了具有特色的、成熟配套的喷煤技术和工艺流程。
在高炉炼铁过程中采用富氧大喷煤可以节省大量焦炭,能够较大幅度地降低炼铁成本。
例如采用先进的配煤技术,能够把不同性能的煤种进行混合,以提高其燃烧率;采用中速磨进行煤粉制备,大幅度降低电耗和噪音污染;采用热风炉烟气做载气和干燥气,既节约了能耗又起到了防爆作用;采用布袋一次收粉,取消了一级、二级旋风收粉装置;采用一级风机,实现全负压操作;采用直接喷吹工艺,喷吹系统和制粉系统设在同一厂房内;喷吹罐可采用串联或并联方式,采用流化罐上出料及浓相输送技术,可以使出煤均匀,防止脉动和减少对输煤管道的磨损;采用总管加分配器工艺将煤粉送至高炉的各个风口;采用电容流量计进行总管及支管煤粉计量,配合其它设备可以形成闭环煤量自动控制;采用氧煤枪进行局部富氧以提高煤粉燃烧率;采用供氧及安全控制系统以防止氧气泄露。
因此,如何在保证控制安全可靠的前提下,实现低成本自动化,是喷煤自动控制设计者主要考虑的问题。
二、高炉喷煤工艺流程及主要部分自动化控制说明从工艺角度来讲,整个系统可分为制粉和喷吹两个子系统,制粉工艺系统又分为原料控制系统、干燥系统、磨煤系统,喷吹工艺系统又分为布袋除尘、喷吹系统、动力系统。
如下面高炉喷煤主工艺图。
其工艺流程见图高炉喷煤工艺主流程图1:排烟风机入口调节阀,2:布袋除尘事故充氮阀,3:布袋反吹阀,4:中速磨事故充氮阀,5:煤粉仓事故充氮阀,6:均压阀,7:煤粉仓流化阀,8、9:喷吹罐放散阀,10、11:蝶阀,12、13:球阀,14、15:充压阀,16、25:补压阀,17、18:喷吹罐流化阀,19、22:补气调节阀,20、23:出煤阀,24、快切阀,26:氮气空气切换阀,27:安全用氮减压阀,28:氮气总管调节阀电气控制主要设备:a、制粉系统:圆盘给料机、胶带机、检铁器、犁式卸料器、定量给料机、热风炉废气引风机,助燃风机,中速磨(密封电机、液压电机、慢传电机、加热器、润滑泵)、排煤风机。
高炉喷煤自动控制系统姚瑞英喷煤控制系统由烟气炉、原煤储运、制粉、喷吹四部分组成,主要实现了生产工艺设备的自动/手动控制及保护、工艺数据的自动采集和处理、PID回路的自动调节、工艺画面动态显示、历史和实时趋势显示纪录、紧急停喷报警等功能。
系统介绍 1 硬件配置系统采用Modicon TSX Quantum系列可编程控制器,烟气炉有一套单独的PLC系统,原煤储运、制粉、喷吹公用一套PLC系统,并采用远程I/O网络结构,原煤储运为主站,通过同轴电缆连接制粉、喷吹两个远程站。
两套PLC均通过以太网进行通讯。
2 软件配置运用Concept2.5软件对PLC系统组态编程,画面监控软件选用IFIX软件。
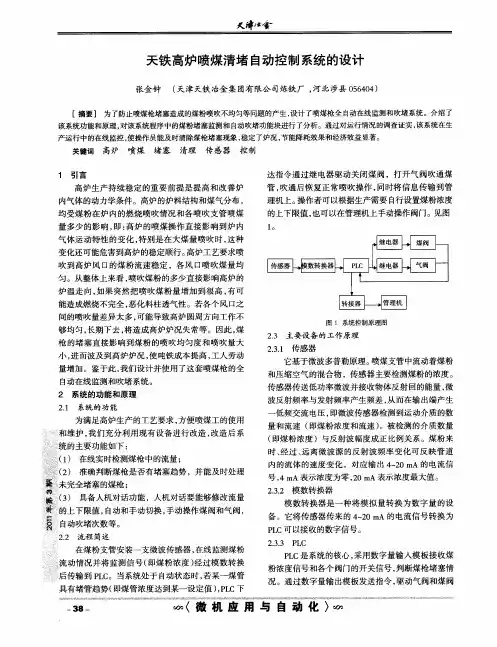
3 网络结构喷煤PLC系统包括烟气炉PLC系统和高炉喷煤PLC系统,如图1所示。
每个控制系统通过以太网进行数据传输和现场设备的控制。
共设两个控制室,5台上位机,其中烟气炉、制粉、喷吹以及主引风机高压变频监控站在一个控制室,原煤储运单独在一个控制室,各上位机之间通过交换机互联,其中由于原煤储运控制室距另外的控制室较远,为确保数据传输的准确性,两台交换机通过光纤介质互联,其他上位机及PLC之间通过双绞线互联。
高压变频监控站通过MB+网控制变频器的频率。
图1 喷煤系统网络拓扑该网络结构有两种方式可以为将来与高炉联网做准备,一是交换机预留光纤口,通过光纤与高炉进行数据通讯;二是通过CPU的MB+口进行数据通讯,实现数据的透明化。
工艺控制 1 原煤储运系统该系统包括8条皮带机、1#~4#圆盘给料机,1#、2#电磁分离器、犁式卸料器,主要负责向1#、2#原煤仓上煤。
根据现场设备情况,可以选择4个圆盘给料机中任何一个或两个圆盘给料机同时给1#或2#煤仓供料,这样共有12个料流可以选择,被选中的皮带则根据料流的方向逆启顺停。
操作人员根据原煤仓需煤量的大小选择相应的料流。
当某一料流运转时,从画面将程序打在“联动”位,若该料流的任一设备出现故障,则系统联停,设备停止顺序与启动顺序相反。
2座1000m3高炉喷煤系统设计摘要:本设计按2座1000m3高炉喷吹烟煤、混合煤设计,采用完全独立的两套制粉系统,并共用一个煤粉仓。
喷吹系统为双系列并罐喷吹。
设计煤比180kg/t,设备最大能力220kg/t。
关键词:高炉;喷煤;设计中图分类号:n945.23 文献标识码: a 文章编号:本工艺为高炉喷吹无烟煤、混合煤设计。
原煤要求粒度小于40mm,含水量小于15%,哈氏可磨系数大于50,煤粉粒度-200目80%,含水量小于1%。
高炉利用系数为3.5t/(m3·d),设计煤比180kg/t铁,最大能力220kg/t铁。
1、工艺流程原煤由汽车运输至高炉喷煤专用储煤场,经过除铁由胶带输送机输入位于主厂房的原煤仓内。
原煤仓中的煤经电子皮带称给煤机称重后,进入中速磨煤机。
从磨煤机排出的合格煤粉与气体混合物经管道进入袋式除尘器,煤粉被收集入灰斗,被分离后的含尘浓度小于30mg/nm3的尾气通过主排风机,排入大气。
灰斗中的煤粉经木屑分离器后落入煤粉仓。
煤粉仓下部通过落粉管、软连接、气动阀门及进料阀与喷吹罐相连。
喷吹系统为喷吹罐并列布置,2个罐对应一台分配器,分配器支管与喷枪连接,将煤粉喷进高炉。
系统设烟气炉,燃烧高炉煤气产生高温气体,同时抽取热风炉废气与之混合,为磨煤机制粉提供温度合适的惰化气体。
2、工艺特点(1)原煤储运系统考虑了配煤工艺,以达到喷吹混合煤的要求。
(2)制粉设备选用中速磨煤机,设备密封性好、占地面积小、耗电量小,噪音小。
收粉系统利用磨煤机自带的粗粉分离器,同时选用高浓度布袋收粉器(允许入口浓度达到500~1000g/m3,出口排放浓度小于30mg/m3)实现一级收粉。
整个制粉系统采用全程负压工艺,只设一台主排烟风机,工艺设备简单,操作方便。
(3)烟气系统引入热风炉废气不仅充分进行了余热利用,同时为制粉提供了惰化气体,增加了系统的安全可靠性,为喷吹混合煤提供了保障。
(4)喷吹系统采用直接喷吹工艺,集制粉、输送和喷吹三位一体。
高炉喷煤系统自动控制的应用摘要高炉喷煤系统的自动化系统控制在高炉生产中已广泛运用,但自动化软件的编程、系统的组态、自控系统的调试在施工单位运用较少。
本文根据蒙丰工程全面阐述了喷煤系统的软件编程、自动化组态及整个喷煤系统的自动控制。
供施工技术人员参考。
关键词自动化软件编程系统组态系统配置1.前言高炉喷煤系统自获得成功以来,很快在国内普遍推广应用,并且高炉喷煤工艺及其相关技术得到了迅速发展。
尤其是近几年发展的富氧大喷煤技术给高炉生产注入新的生机。
高炉喷吹煤粉,是节约焦炭、降低高炉炼铁生产成本的重要措施。
国内炼铁生产规模不断扩大与高炉生产效率的提高,对焦炭需求量也日趋增加,由于国内焦煤资源逐渐减少造成冶金焦价格的不断上涨。
因此,高炉喷吹煤粉是现代高炉炼铁生产降低成本的重要技术之一。
进一步减低生铁成本的途径之一是实现高炉喷煤,对高炉喷吹煤粉代替部分焦炭。
因此高炉设高炉喷吹煤粉工程。
喷煤工程设计指标将达到180kg/t铁喷煤比能力。
喷吹煤种按全烟煤的浓相输送设计。
喷煤工程建成以后,具备可以喷吹单一的无烟煤或烟煤,或喷吹两种不同挥发份、按不同比例组成的混合煤。
并且根据高炉喷煤达到最大喷煤量的需要,应向高炉提供1~3%的富氧率,以及采取各种措施提高高炉热风温度。
随着喷煤系统工艺水平的不断提升,对自动化控制的要求就越来越高。
本文是根据蒙丰特钢工程喷煤系统自动化控制的配置进行分析和阐述。
2.工艺流程蒙丰特钢高炉喷煤工程系统自动控制系统分为三大部分;热烟气系统、制粉系统和喷吹系统。
热烟气系统主要包括烟气升温炉、高炉煤气管道、助燃空气管道、热风炉废气管道、冷空气管道。
制粉系统:包括一个原煤仓,一台密闭式称重皮带给煤机,一台中速磨煤机,,一台热风炉烟气引风机,一台助燃风机,一台布袋收粉器,一台主排烟风机和一个煤粉仓。
喷吹系统:内设两个喷吹罐,两个喷吹罐轮换向一座高炉喷煤。
两个喷吹罐交替向高炉连续喷煤,两根喷煤主管的出口管合并一根主管,在高炉附近的分配器后分成14根支管向所对应高炉风口喷吹煤粉。
AB-PLC系统在高炉喷煤中的应用摘要:AB-PLC系统是一种新型技术系统,他是伴随信息时代以及高科技系统而直接产生的计算机系统形式。
在使用这个系统的时候,我们需要考虑多个方面的影响因素,针对系统发展中出现的问题进行有效处理,如何提升他在高炉喷煤中的作用,如何实现它的有效处理,是本文主要探讨的问题。
关键词:AB-PLC系统;高炉喷煤;计算机系统1工艺控制要求以及控制方案1.1工艺流程以及控制要求1.1.1储存和运输系统原煤在喷煤之前需要经过一系列处理和运输,首先是经过皮带运输到烟煤仓以及无烟煤仓,在传输之前需要首先保证喷煤的原材料的质量,无论是使用哪种处理工具,都需要保证喷煤原材料的性质稳定,因此在原煤存储和运输过程中,需要结合工艺的需求对原煤进行保存和处理。
对于原煤储存系统来说,在进行比例控制的时候,需要实行自动喷煤,按照总量对使用适当工艺来实现自动配煤,这样就能实现原煤储运系统的高效运转。
1.1.2粉制系统粉制系统会包含更多的步骤,在粉制之前,需要对煤进行称重,让煤到达煤机之后进行快速研磨。
原煤经过粉碎和干燥之后经过管道通入布袋粉碎收集器,从而将他存在煤粉仓中,这样的话,粉制系统就会进行自我调节,其中包括温度以及压力的调节,对于粉制系统来说,对于系统的相关特征的要求比较高,这是基于粉制系统整体功能的实现而存在的一种特性。
为了达到粉碎的目标,我们需要对原煤进行化学处理和物理处理,之后经过清洗。
然后在进行粉碎,这样最后得到的效果会更好。
1.1.3喷吹系统喷吹系统是采用高压并列式喷吹罐将煤粉向高炉运输,保持喷吹系统持续稳定以及气压的持续性,是维持高炉喷吹稳定的关键所在。
喷吹系统是整个系统中的重要系统,在喷吹的时候不但需要实现自动喷吹,同时也要减少喷吹带来的能量损失。
1.2控制方案采取网络进行规划,可以实现网络通讯的提升。
在进行高温锅炉练煤的过程中,我们需要使用网络系统进行适当调节,由于整个锅炉练煤系统是一个大型系统,因此使用网络规划是非常必要的。