机械车工1
- 格式:doc
- 大小:1.23 MB
- 文档页数:32

车工综合知识测试试卷( )1.零件的某一尺寸在零件图中必要时可以多次标出,以方便读图。
[判断题]对错(正确答案)答案解析:1.【答案】×【解析】在同一张零件图上,任一尺寸均只能标注一次。
( )2.尺寸线终端一般画箭头,空间不够时可画圆点。
[判断题]对(正确答案)错答案解析:2.【答案】√【解析】机械制图常识( )3.主视图反映物体长度和宽度方向的尺寸。
[判断题]对错(正确答案)答案解析:3.【答案】×【解析】主视图反映物体长度和高度方向的尺寸。
( )4.孔结构复杂,外部结构简单的回转体适于全剖视图表达。
[判断题]对(正确答案)错答案解析:4.【答案】√【解析】全剖视图是用剖切面完全剖开物体,主要表达内部结构,其外部结构表达不完全。
( )5.圆柱齿轮的齿根圆和齿根线在不剖时可以画成粗实线。
[判断题]对错(正确答案)答案解析:5.【答案】×【解析】应该是细实线( )6.装配图上只需要标出各零件主要尺寸就可以了。
[判断题]对错(正确答案)答案解析:6.【答案】×【解析】装配图上标注的尺寸主要有规格或性能尺寸、装配尺寸、安装尺寸和外形尺寸等。
( )7.楔键工作时靠表面摩擦力传递扭矩,能承受双向的轴向力和起轴向固定作用。
[判断题]对错(正确答案)答案解析:7.【答案】×【解析】楔键工作时靠表面摩擦力传递扭矩,能承受单向的轴向力和起轴向固定作用。
( )8.圆锥销是靠过盈配合固定在销孔中的。
[判断题]对错(正确答案)答案解析:8.【答案】×【解析】圆锥销通常利用锥度结构固定零件,而不是通过过盈配合。
( )9.在一般机械中,齿面出现少许疲劳点蚀或齿面塑性变形是允许的,齿轮可以继续工作。
[判断题]对(正确答案)错答案解析:9.【答案】√【解析】在一般机械中,齿面出现少许疲劳点蚀或齿面塑性变形是允许的,齿轮可以继续工作。
对于精度要求很高的齿轮,对失效控制得十分严格,轮齿齿面一出现点蚀,就必须予以更换。
自贡职业技术学校机械加工技术专业“1+0.5+1+0.5”工学结合人才培养方案(修订稿)2012年 8 月目录机械加工技术专业“1+0.5+1+0.5”工学结合人才培养方案 (3)机械加工技术专业主干专业课程教学大纲 (23)机械制图 (23)机械基础 (32)金属材料及热处理 (43)极限配合与技术测量 (51)CAD (56)电工基础 (65)车工工艺与技能训练 (75)钳工工艺学 (90)数控车床编程与操作 (102)自贡职业技术学校机械加工技术专业“1+0.5+1+0.5”工学结合人才培养方案(修订稿)本人才培养方案(草案)根据教育部《关于制定中等职业学校教学计划的原则意见》和教育部颁发的《中等职业学校机械加工技术专业教学指导方案》的要求,坚持以就业为导向、以能力为本位、以学生为主体的办学指导思想,突出“做中学、做中教”的职教特色,探索任务驱动教学模式,结合企业和市场对机械加工技术专业人才的需求及该专业的发展特点,制订本专业人才培养方案。
一、专业名称[教育类型] 三年制中职[专业名称] 机械加工技术[专业代码][专业类] 加工制造类[招生对象] 本专业招收初中毕业生或相当于初中毕业文化程度者[专业(技能)方向]普通机床加工、数控机床加工、普通钳工[对应职业(工种)]6-04-01-01车工;6-04-01-01数控车工;钳工[职业资格证书举例]车工;数控车工;钳工二、招生对象及学制[招生对象] 初中毕业生或相当于初中毕业文化程度者[学制] 三年三、培养目标本专业主要培养与地方经济建设和社会发展需要相适应的,德、智、体全面发展,具有良好的职业道德、思想品质和健康体魄,掌握本专业所需的文化基础知识、专业知识和较为熟练的职业技能,具有较强的就业能力和一定的创业能力,在生产、服务一线从事普通机械制造加工,加工质量检测,机械加工设备的调试、操作、保养等工作的技能型人才和高素质劳动者。
四、职业范围本专业毕业生主要面向各类机械制造与加工企业,从事一线工艺实施;机床安装、调试、操作使用、保养维护;机械加工质量分析与控制;产品销售及售后服务等工作。


数控车工工作内容数控车工是一种特殊的工种,其工作内容主要涉及数控车床的操作和维护。
数控车工在加工过程中需要遵循工艺要求,进行加工操作并保证产品质量。
下面将详细介绍数控车工的工作内容。
一、数控车床的操作数控车工需要根据加工零件的图纸和工艺要求,合理安排加工顺序和工艺路线。
首先,数控车工需要根据加工工艺文件进行数控程序的编写,包括设定刀具路径、刀具补偿、进给速度等参数。
然后,数控车工将程序输入到数控系统中,并进行参数调整和校验。
最后,数控车工启动数控系统,进行自动化加工操作。
二、加工工艺的选择和调整数控车工在进行加工操作之前,需要根据零件的材料和要求选择合适的刀具和切削参数。
在加工过程中,数控车工需要根据实际情况调整刀具的进给速度、切削深度等参数,以保证加工效果和零件质量。
三、加工过程的监控和调整数控车工在加工过程中需要对加工状态进行实时监控,包括加工速度、切削力、温度等参数。
如果发现异常情况,数控车工需要及时调整加工参数,以避免出现加工质量问题或设备故障。
四、产品质量的保证数控车工在加工过程中需要对加工零件进行质量检查和测量。
数控车工需要熟悉常用的测量工具和检测方法,如千分尺、卡规等。
如果发现零件存在质量问题,数控车工需要及时调整加工参数或更换刀具,以保证产品质量。
五、设备的维护和保养数控车工需要对数控车床进行定期维护和保养,包括润滑、清洁、紧固等工作。
数控车工需要熟悉数控车床的结构和工作原理,以便及时发现设备故障并进行修理。
六、安全生产的重要性数控车工在工作过程中需要严格遵守安全操作规程,做好个人防护措施。
数控车工需要熟悉数控设备的安全操作规程和应急处理方法,以确保工作安全和人身安全。
总结起来,数控车工的工作内容主要包括数控车床的操作和维护、加工工艺的选择和调整、加工过程的监控和调整、产品质量的保证以及设备的维护和保养。
数控车工需要具备良好的技术和操作能力,不仅要熟悉数控设备的操作和维护,还需要具备良好的安全意识和质量意识。

2023年车工(技师)参考题库含答案(图片大小可自由调整)第1卷一.全能考点(共50题)1.【单选题】按伺服系统的控制方式分类,数控机床的步进在测量过程中,不会有累积误差,电源切断后信息不会丢失的检测元件是________。
A、增量式编码器B、绝对式编码器C、圆磁栅D、磁尺2.【判断题】广泛应用的三视图为主视图、俯视图、左视图。
3.【单选题】社会保险关系中的用人单位不包括以下哪些类型()。
A、国家机关B、事业单位C、有雇工的个体工商户D、国外驻华大使馆4.【判断题】用螺纹千分尺直接测量螺纹的中径,其精度没有用三针测量法测量的精度高。
5.【单选题】在CRT/MDI面板的功能键中,显示机床现在位置的键是()。
A、POSB、PROGC、OFFSETSETTING6.【单选题】轮胎规格为185/70R1486H,其中H是速度代号,表示最大速度为()。
A、190km/hB、200km/hC、210km/h7.【单选题】在FANUCOi系统中,G73指令第一行中的R含义是()。
A、X向回退量B、维比C、Z向回退量D、走刀次数8.【判断题】程序编制中首件试切的作用是检验零件图设计的正确性。
9.【判断题】()钟式百分表(千分表)测杆轴线与被测工件表面必须垂直,否则会产生测量误差。
10.【单选题】工件的()个自由度都得到限制,工件在夹具中只有唯一的位置,这种定位称为完全定位。
A、4B、5C、6D、711.【判断题】同轴度的基准轴线必须是单个圆柱面的轴线。
12.【判断题】数控系统出现故障后,如果了解了故障的全过程并确认通电对系统无危险时,就可通电进行观察、检查故障。
13.【单选题】车削渐厚蜗杆,要根据左、右两侧()分别计算交换齿轮,分别车削左、右齿面。
A、螺距B、导程C、分度圆直径D、模数14.【单选题】T0305中的前两位数字03的含义()。
A、刀具号B、刀偏号C、刀具长度补偿D、刀补号15.【判断题】()具有竞争意识而没有团队合作的员工往往更容易获得成功的机会。
第一章.车削的基本知识第二章.车套类工件一.名词解释1.切削速度:是切削刃选定点相对于工件的主运动的瞬时速度,它是衡量主运动大小的参数,2.前角:在主截面内测量,前刀面与基面之间的夹角3.基面:过车刀主切削刃上一选定点,并与该点切削速度方向垂直的平面4.主偏角:主切削刃在基面上的投影与进给运动方向间的夹角5.切削平面:过车刀切削刃上的一选定点,并与工件的表面过渡表面相切的平面二.填空1.在主截面内测量的基本角度是前角及后角2.切削用量的三要素切削深度,进给量,切削速度,3.切削液有冷却作用,润滑作用,冲洗作用这三种主要作用4.YG8一般适用于脆性金属的脆性金属加工,YT5一般适用于塑性材料的粗加工5.车刀材料应具备的性能为高硬度,高耐磨性,高耐热性,足够抗弯强度和冲击韧性,良好的工艺性6.常用的刀具材料有高速钢和硬质合金两大类。
7.刀具材料切削时的温度,高速钢为600 °C左右,硬质合金为800~1000 °C8.YT表示钨钴钛类硬质合金,主要用于加工钢或其他韧性较大的塑性金属9.确定车刀角度的三个辅助平面为切削平面,基面,截面10.精车钢件时一般选 YT钨钴钛牌号的硬质合金车刀11.车刀在基面内测量的角度有主偏角,副偏角,刀尖角12.中心孔的形状分为 A 型(不带护锥), B 型(带护垫), C 型(带螺孔) R 型(弧型)对于精度要求较高。
工序较多的工件应采用型中心孔13.粗车刀必须适应车削时的切削深度进给快特点;主要要求车刀有足够的刚性能够一次车去较多的余量。
三.判断1.精车45#钢时,一般选择YG6车刀。
(×)2.如果车刀的耐热性越好,则允许的切削速度越高(√)3.切断刀的主偏角为90°(√)四.选择1. A 特别适用于制造各种结构复杂的成形刀具,孔加工刀具A.高速钢 B.硬质合金 C.工具钢2.刀尖位于主切削刃最高点时,刃倾角为 CA负值 B.零 C。
机械加工安全培训考试试题1机械加工安全培训考试试题科室:考官:分数:_______一、填空题(共60分)l、机械损伤是指()作用于()而造成的损伤。
人体遭受机械损伤最严重的部位是()。
因为在劳动中与机器接触最频繁的是()。
2.车工应及时用()清除带状和螺旋状切屑,严禁用()拉扯,以免划伤和烫伤。
3、机械防护装置主要有()防护式、()防护式和()防护式。
4.金属冷加工中经常发生的伤害事故包括(),(),(),()。
5、金属切削机床应装有()、()、()、保险装置和()等安全防护装置。
6.机床工作完成后,应先接通()机床的电气系统和()电源,然后再进行()工作和()机床。
7、机床上所安装的安全防护装置是用来防止工人()或()免遭伤害。
8、车削加工时的不安全因素:一是工件及其()装置的();二是切削过程中所产生的()切屑的()。
9.防止机械伤害的保护措施应为“旋转()、旋转轴()、区域()\,以防止套筒、编织物和手持工具扭曲到机器中。
l0、工作前将设备空运转()分钟,检查设备各部件是否有(),离合器制动装置是否灵活。
确定()后,才能开机。
严禁操纵()的设备。
二、多项选择题(共20分)1、下列哪种伤害不属于机械伤害的范围?()a、夹具松动导致物体飞出伤人B.金属碎片飞出伤人C.红眼病2。
在进行以下工作之前,切勿启动机器?()1a、通知主管B.检查所有安全防护罩是否安全可靠C.擦洗零件3。
手动工具不应放在工作台的边缘,因为()。
a.取用不方便b.会造成工作台超过负荷c.工具易于坠落伤人4、在下列哪种情况下,不可进行机器的清洗工作?()a.没有安全员在场b.机器在开动中c.没有操纵手册5、操纵砂轮时,下列哪项是不安全的?()a、操作人员应站在砂轮前方进行操作。
B.使用前检查砂轮是否破损。
C.用力均匀研磨6、操纵机械时,护罩处于封闭位置,而护罩一旦处于开放位置,就会使机械停止运作,指的是下列哪种护罩的运作方式?(a)固定屏蔽B.联锁屏蔽C.接触模式屏蔽7。
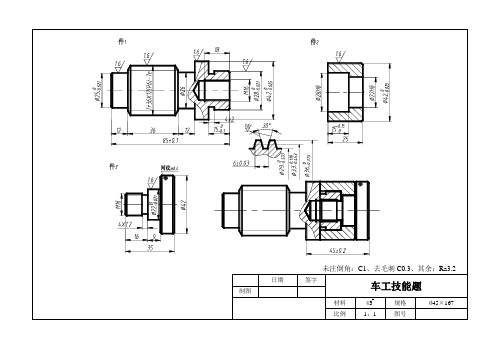
机 械 车 工 实训项目指导书
实训指导教师 左永兴 机械车工实训项目 项 目 名 称 标 准
项目一 车削短轴 基本技能训练 项目二 车削短轴 基本技能训练 项目三 车削轴承套 基本技能训练 项目四 车削台阶孔套 基本技能训练 项目五 车削带轮 基本技能训练 项目六 车削圆锥销配件 考证技能训练 项目七 车削心轴 考证技能训练 项目八 车削螺杆轴 考证技能训练 项目九 偏心螺母套 考证技能训练 项目十 车削螺纹轴 考证技能训练 项目十一 梯形螺纹磁杠 考证技能训练 项目十二 蜗杆螺纹 考证技能训练 项目十三 多台阶轴 考证技能训练 项目十四 车削短圆锥零件 考证技能训练 项目十五 轴头 考证技能训练 项目十六 曲柄销轴 考证技能训练 项目十七 利用三爪卡盘车偏心轴 考证技能训练 项目十八 配套轴 考证技能训练 倒角1×45其余《机械车工》实训项目 项目一:车削短轴(如下图所示) 材料:45钢 工时定额:60min
项目一、车削短轴评分表 项目 考核要点 配分 评分标准及扣分 得分 车外圆及端面
φ300 -0.062 mm 8 超差不得分 φ28 0 -0.62 mm 8 超差不得分 1×45°(5处) 5 超差1处扣1分 Ra3.2um(4处) 12 超差1处扣3分
车削 外圆 端面 长度 及其 它尺 寸 φ20 0 -0.039 mm 12 超差不得分 φ25 0 -0.039 mm 12 超差不得分 40 0 -0025 mm 6 超差不得分 50mm 2 酌情扣1—2分
65mm 2 酌情扣1—2分 100 0 -0025 mm 3 超差不得分 ◎ φ0.04 A 4 酌情扣1—2分
安全生产与正确操作 安全文明生产 10 违规有重大事故全程为0分 设备使用正确 8 违规操作视情况扣1—8分
工量夹具使用正确 8 违规操作视情况扣1—8分 总 分 100 姓名 班级 学号 评分人 年 月 日 审核人 年 月 日 项目二:车削轴承套(如下图所示) 材料:45钢 工时定额:150min 项目二、轴承套评分表
项目 考核要点 配分 评分标准及配分 得分 圆度公差 φ30H7,0.01mm 10 根据机床精度酌情扣1-10分 圆度公差 φ45JS6,0.005mm 11 根据机床精度酌情扣1-11分 垂直度公差 左端面对φ30H7 孔轴线0.01mm 9 酌情扣1-9分 平行度公差 右端面对φ30H7 孔轴线0.01mm 9 酌情扣1-9分
径向圆跳动公差 φ45js6外圆对 φ30H7孔轴线0.01mm 9 酌情扣1-9分 表面粗糙度 Ra0.16μm (4处) 12 每超差1处扣3分 倒角 2×45°(2处) 2 每超差1处扣1分 倒角 1×45°(2处) 2 每超差1处扣1分 φ52mm 1 超差扣1分 油孔 φ5mm 2 酌情扣1-2分 长度 30mm 1 超差扣1分 长度 20mm(2处) 2 超差1处扣1分 长度 10mm 1 超差扣1分 长度 60mm 1 超差扣1分 槽 2×0.5mm 2 酌情扣2分 工量具使用 能否正确使用 8 酌情扣1-8分 安全文明生产 有无违纪违规情况 10 酌情扣1-10分 设备使用 能否正确操作使用 8 酌情扣1-8分 合 计 100 姓名 班级 学号 评分人 年 月 日 核分人 年 月 日 备注 项目三:车削台阶孔套(如下图所示) 材料:45钢 工时定额:180min 项目三、台阶孔套评分表
项目 考核要点 配分 评分标准及扣分 得分 车外圆断面内孔切槽倒角
φ40-0.025 -0.050mm 10 超差不得分
φ40+0.018 +0.002mm 10 超差不得分
3×0.5mm (2处) 2 每超差1处扣1分 ◎ φ0.02 A 3 超差扣3分 φ22+0.021 0mm 10 超差不得分
φ30.5mm 2 超差扣2分 12mm 1 超差扣1分 Ra1.6μm(3处) 12 每超差1处扣4分
车外圆内孔长度倒角
φ50mm 2 酌情扣分 φ30mm 2 酌情扣分 9mm 1 超差扣1分 12mm 1 超差扣1分 65mm 1 超差扣1分 1×45°(3处) 3 超差1处扣1分 2×45°(2处) 2 每超差1处扣1分 Ra6.3μm(3处) 12 每超差1处扣4分 安全生产与正
确操作
安全文明生产 10 视情况扣1~10分 设备使用 8 视情况扣1~8分 工量具实用 8 视情况扣1~8分 合 计 100 姓名 班 级 学 号 评分人 年 月 日 核分人 年 月 日 备注 项目四:车削短轴(如下图所示) 材料:45钢 工时定额:120min
项目四、台阶孔套评分表 项目四、台阶孔套评分表 项目四、短轴评分表 项目 考核要点 配分 评分标准及扣分 得分 车削外圆内孔端面沟槽长度及倒角
φ400 -0.039 mm 10 超差不得分 φ30+0.033 0mm 10 超差不得分
φ450 -0.039 mm 10 超差不得分 3×2沟槽 2 酌情扣1--2分 300 -0.21 mm 2 酌情扣1--2分 200 -0.21 mm 2 酌情扣1--2分 2×45°(三处) 3 每超差1处扣1分 Ra12.5um 1 超差扣1分
车端面切槽外圆长度及倒角
φ370 -0.1 mm 2 超差不得分 8mm 1 超差扣1分 16°+0.11mm 2 超差不得分 35mm 1 超差扣1分 900 -0.35 mm 2 超差不得分 φ240 -0.062 mm 10 超差不得分 3×30° 1 超差扣1分 Ra0.32um(5处) 15 超差1处扣3分 安全生产与
正确操作
安全文明生产 10 酌情扣1—10分 设备使用 8 酌情扣1—8分 工量具使用 8 酌情扣1—8分 合 计 100 姓名 班级 学号 评分人 年 月 日 审核人 年 月 日 备注 项目五:带轮(如下图所示) 材料:HT 工时定额:180min 项目五、车带轮评分表
项目 考核要点 配分 评分标准及扣分 得分 车外圆断面长度三角槽及内孔
φ50mm 1 超差扣1分
φ70 0 -0.19 mm 4 超差不得分
10mm (4处) 8 每超差1处扣2分
16mm (2处) 2 每超差1处扣1分
φ50mm (槽底3处) 3 每超差1处扣1分
34°10 (3处) 30 每超差1处扣10分
◎ φ0.05 A 2 超差扣2分
φ35+0.025 0mm 10 超差不得分
车长度倒角及表面粗
糙度
52mm 1 超差扣1分
75mm 1 超差扣1分
1×45° (2处) 2 每超差1处扣1分
Ra1.6μm (4处) 8 每超差1处扣2分
Ra3.2μm (4处) 8 每超差1处扣2分
安全生产与
正确操作
安全文明生产 10 酌情扣1~10分
设备使用 5 酌情扣1~5分
工量具使用 5 酌情扣1~5分
合 计 100
姓名 班 级 学 号 评分人 年 月 日 核分人 年 月 日 备注 项目六:车削圆锥销配合件 材料:45钢 工时定额:240min 项目六、圆锥销配合件评分表
项目 考核要点 配分 评分标准及扣分 得分 车锥套外圆内孔平面沟槽椎体长
度
φ45 0 -0.039mm 8 超差不得分
φ30+0.06 +0.04mm 8 超差不得分
3×1沟槽 0.5 超差扣0.5分
1:4 8 酌情扣1~8分
250.1mm 1 超差扣1分
50 0 -0.2mm 1 超差扣1分
Ra1.6μm (2处) 4 每超差1处扣2分
1×45° (3处) 1.5 每超差1处扣0.5分
车锥销外圆平面锥体长度
φ30+0.024 -0.015 mm 8 超差不得分
1:4 8 酌情扣1~8分
35+0.2 0mm (2处) 3 每超差1处扣1分
1270.31mm 0.5 超差扣0.5分
φ19.5 0 -0.033mm 8 超差不得分
φ18 0 -0.027mm 8 超差不得分
φ14.5 0 -0.4mm 0.5 超差扣0.5分
φ180 -0.4mm 0.5 超差扣0.5分
1×45° (3处) 1.5 每超差1处扣0.5分
Ra1.6μm (4处) 8 每超差1处扣2分
安全生产与 正确操作
安全文明生产 10 酌情扣1~10分 设备使用 7 酌情扣1~8分 工量具使用 6 酌情扣1~8分 合 计 100 姓名 班 级 学 号 评分人 年 月 日 核分人 年 月 日 备注