ABAQUS非稳态切削仿真实例
- 格式:pdf
- 大小:992.73 KB
- 文档页数:13
abaqus金属切削参数金属非稳态切削材料属性1、工件、切屑密度:8250弹性:杨氏模量2.2e11,泊松比0.3膨胀:膨胀系数温度1. 1.23e-5 3002 1.26e-5 4003 1.37e-5 500传导率:传导率温度1 12.47 2932 12.73 3933 13.04 4934 13.53 5935 13.79 6936 14.47 7937 15.05 893非弹性热份额:0.9塑性:硬化Johnson-cook,依赖于变化率C=0.0157,Epsilon dot zero=1A B N M 融化温度过渡温度1 2.18e8 7.04e8 0.62 0.93 850 300比热:2032、分离线剪切损伤:断裂应变2,损伤演化:破坏位移4e-63、刀具传导率:46质量密度:15000弹性:杨氏模量8e11,泊松比0.2膨胀:4.7e-6比热:20000截面属性均质实体,平面应力/应变厚度0.002分析步切削分析步:动力,温度-位移,显式时间长度:2.5e-5接触属性1、切向行为:粗糙;法向行为:不允许接触后分离;热传导2、切向行为:无摩擦;法向行为:允许接触后分离;热传导;生热:分布在从表面上的换热百分比0.9热传导:conductance clearance10000000 00 0.00013、切向行为:无摩擦;法向行为:允许接触后分离相互作用初始、表面与表面接触、接触属性1:切屑下&分离线上,工件上&分离线下(罚接触方法、有限滑移)切削、表面与表面接触、接触属性2:刀具&切屑下,工件上&切屑下(运动接触法、有限滑移)切削、自接触、接触属性3:切屑表面(运动接触法)幅度曲线时间/频率幅值1 0 02 2e-6 13 2.3e-5 14 2.5e-5 0进给速度:40温度场工件、切屑、分离线:300刀具:600网格网格控制属性:工件(四边形、结构);刀具(三角形、自由)单元类型:工件(CPE4RT: 四结点热耦合平面应变四边形单元, 双线性位移和温度, 减缩积分, 沙漏控制.);刀具(CPE3T: 三结点平面应变热耦合三角形单元, 位移和温度均线性.)金属稳态切削材料属性1、工件、切屑密度:7850弹性:杨氏模量2.08e11,泊松比0.3 膨胀:传导率:44.5非弹性热份额:0.9塑性:硬化Johnson-cook ,依赖于变化率C=0.014,Epsilon dot zero=1 比热:5022、刀具:解析刚体截面属性均质实体,平面应力/应变厚度1分析步初始分析步切削分析步:动力,显式时间长度:0.08接触属性切向行为:罚摩擦(各项同性摩擦系数0.4);法向行为相互作用切削分析步、表面与表面接触、接触属性:刀具&工件幅度曲线时间/频率幅值 1 0 0 2 0.001 1 3 0.079 1膨胀系数温度1. 1.23e-5 293 2 1.26e-5 523 3 1.37e-5773A B N M 融化温度过渡温度 1 1.15e9 7.39e8 0.26 1.03 1723 2984 0.08 0进给速度:1温度场工件、刀具:298网格网格控制属性:工件(四边形、结构)单元类型:工件(CPE4RT: 四结点热耦合平面应变四边形单元, 双线性位移和温度, 减缩积分, 沙漏控制.)。
ABAQUS金属稳态切削过程数值模拟首先,建立几何模型。
切削过程可以简化为材料在切削刃的接触下发生形变和剪切的过程。
可以通过CAD软件建立用于数值模拟的三维几何模型。
模型中需要包含工件、刀具和夹持装置等部分,并确保几何模型的尺寸和形状与实际几何相符。
接下来,定义材料属性。
材料的机械行为是进行金属切削过程的关键。
ABAQUS提供了多种材料模型,可以根据实际情况选择适合的材料模型。
例如,可以选择弹塑性模型进行金属材料的描述。
此外,还需要定义材料的杨氏模量、屈服强度、切削模量等性能参数。
然后,设定切削工况。
在金属切削过程中,工件和刀具之间的接触行为和刀具在工件上施加的切削力是需要考虑的重要因素。
可以通过定义初始形状和速度来模拟切削过程中的刀具进给和回程过程。
还可以通过设定边界条件,例如夹紧和限制条件,对切削过程进行实际模拟。
接着,求解数值模型。
利用ABAQUS提供的有限元求解器,可以对切削过程的模型进行数值计算。
求解的过程中会考虑材料的弹性、屈服、塑性流动等行为,并基于这些行为对模型进行迭代计算。
最后,进行结果分析。
根据模拟求解的结果,可以获得切削过程中的应力、变形、热量分布等信息。
这些信息可以用来评估工件材料的破坏风险、确定切削参数的合理性以及优化刀具设计。
总之,利用ABAQUS进行金属稳态切削过程的数值模拟涉及到几何建模、材料定义、工况设定、数值求解和结果分析等步骤。
通过模拟可以获得材料在切削过程中的力学和热学行为,为实际切削操作提供可靠的参考。
铝合金7050-T7451切削加工有限元模拟0 引言金属切削加工有限元模拟,是一个非常复杂的过程。
这是因为实际生产中,影响加工精度、表面质量的因素很多,诸如:刀具的儿何参数、装夹条件、切削参数、切削路径等。
这些因素使模拟过程中相关技术的处理具有较高的难度。
本文建立的金属正交切削加工热力耦合有限元模型是基于以下的假设条件:(1)刀具是刚体且锋利,只考虑刀具的温度传导;(2)忽略加工过程中,由于温度变化引起的金相组织及其它的化学变化; (3)被加工对象的材料是各向同性的;(4)不考虑刀具、工件的振动;切削过程涉及到弹性力学,塑性力学以及损伤力学等相关学科领域,初学者在使用ABAQUS做切削分析时,很难对材料属性(material property)的施加。
即使是方法正确、操作正确,也得不到比较满意的结果。
材料参数的选择,好的失效准则的使用,都可能使结果发生很大的偏差。
1.1 建立部件(本文采用的统一单位:N, MPa, mm, s, ºC, J 软件版本:6.10-1)注意单位问题,ABAQUS中保证单位链封闭就行。
启动ABAQUS,选择环境栏Module中的Part选项,单击工具区的Creat Prat 选项1.1.1 创建工件3D模型在弹出的对话画框中,Name栏输入workpiece,Approximate size栏输入50,其余默认,单击Continue,弹出创建部件对话框。
在随后出现的草图中,绘制一个长4mm,宽2mm的矩形。
单击鼠标中键,弹出Edit Base Extrusion对话框,在Depth栏中填入2,单击OK,工件模型建立完成,如图1、2。
图1工件草图图2工件成型图1.1.2 创建刀具3D模型单击工具区Creat Prat选项,在弹出的对话画框中,Name栏输入tool,Approximate size栏输入50,其余默认,单击Continue,弹出创建部件对话框在随后出现的草图中,绘制如图所示刀具草图,刀具前角为10°,后角为6。
第1章绪论1.1引言切削是通过刀具在材料表面切除多余的材料层来获得理想的工件形状、尺寸以及表面光洁度的方法。
为了提高切削加工特别是精密和超精密切削的生产效率和加工质量,需要深入研究切削机理、切削加工和切屑形成理论。
实际上,切削加工是个很复杂的工艺过程,它不仅涉及到弹性力学、塑性力学、断裂力学,还有热力学、摩擦学等。
切削质量受刀具形状、切屑流动、温度分布和刀具磨损等的影响。
切削表面的残余应力和残余应变严重影响了工件的精度和疲劳寿命。
传统的金属切削过程的研究一般采取解析法,很难对切削机理进行定理的分析和研究。
而切削操作人员和刀具制造商往往都是利用试验法,如侧面方格变形观测法、高速摄影法、快速落刀法、扫描电镜显微观察法、光弹性(光塑性)法以及X射线法等来获耿一些经验值,但这种方法往往耗时、耗力,试验成本高,在一定程度上阻碍了切削技术的发展。
随着计算机技术的飞速发展,出现了一门新型的学科一数值模拟技术。
工程上也称之为虚拟技术。
通过这项技术,可对许多工程中的实际问题进行数值仿真,从而加快了设计的速度,提高了设计的可靠性。
数值模拟技术的发展,离不开不断发展的数值模拟方法,工程技术中常用的数值模拟方法有:有限元法、边界元法、离散单元法和有限差分法,就其实用性和应用的广泛性而言,有限元法是最常用的。
数值模拟技术在切削加工领域也得到了广泛的应用。
近年来,数值模拟方法特别是有限元方法在切削模拟中的地位越来越明显。
有限元方法在切削工艺中的应用表明,切削加工的有限元模拟对了解切削机理,提高切削质量有很大的帮助。
1.2研究背景及国内外研究现状几十年来,很多工作都致力于金属切削过程的研究。
金属切削过程的建模方法已经从最初的简单的剪切平面法发展到更加复杂的有限元方法。
在金属切削过程的建模方法中,有限元方法代表着最新的趋势。
它利用大变形塑性理论,数值解技术及计算机计算能力的飞速发展,几乎能模拟金属切削过程的各个方面,从而更为细致地揭示了金属切削过程。
abaqus切削仿真注意问题
划分网格时,需要切削部分需要划分网格密集一些,单元类型选
择Explicit温度-位移耦合。
装配时道具与零件不能紧挨着。
分析步:第一步分析步采用动力,温度—位移,显式分析步。
在场输出中一定要选择 状态/场/用户/时间中的状态,不然没有切
削产生。
在创建相互作用时,要先在刀具上设置一个参考点,通过参考点
把刀具设置成刚体。
要对切削物体网格密集处建立表面集合,对刀具建立表面集合,
然后通过集合建立接触关系。
在创建的相互作用关系中创建接触,主要有切向行为,法向行为,
热传导和生热。
创建边界条件初始条件将底面固定,然后第一步通过参考点赋予
刀具速度。
再对所有部件创建一个结点集赋予温度,即创建温度的预定义场

abaqus二维切削结论-回复Abaqus二维切削结论一、引言二维切削是机械加工中常见的一种加工方法,通过刀具对工件进行旋转切削,形成所需的形状和尺寸。
为了研究切削过程的力学行为和切削效果,数值模拟成为了一种有效的方法。
本文以ABAQUS为工具,通过建立切削仿真模型,探讨了二维切削的几个关键问题,包括切削力分布、变形情况以及表面粗糙度等方面的结论。
二、建模与参数设定在进行数值模拟前,首先需要建立切削仿真模型。
本文选择了位于切削区域中央的工件,刀具的旋转轴垂直于工件表面。
刀具被视为圆柱体,工件则被视为一个具有特定尺寸的矩形块。
在模型参数设定方面,我们将切削速度设定为固定值,同时假设切削过程中没有冷却和润滑,切削过程中产生的热量不会被有效地带走。
这样可以更加清晰地观察切削过程的力学行为。
三、切削力分布切削力是切削过程中最为重要的参数之一,对于工件表面的损伤情况有直接的影响。
通过数值模拟,我们可以得到切削力在刀具与工件接触面上的分布情况。
根据模拟结果,我们观察到切削力在刀具接触点处达到最大值,并且向着刀具的边缘逐渐减小。
这是因为在刀具接触点处,切削速度最大,而在刀具边缘则为零,导致切削力分布呈现出这样的形态。
四、变形情况在切削过程中,工件会发生一定的变形,特别是对于某些材料而言,切削过程中会引起材料的弹塑性变形。
通过数值模拟,我们可以观察到工件在切削过程中的变形情况。
根据模拟结果,我们发现切削过程中工件表面出现了一定的弯曲。
这是由于切削力的作用下,工件受到了一定的弯曲载荷,导致工件发生了一定的形变。
同时,我们还可以观察到切削过程中工件表面的位移情况,这些位移主要是由于工件在切削过程中受到的切削力的作用。
五、表面粗糙度表面粗糙度是切削加工最直观的参数之一,就是工件表面的不平整程度。
通过数值模拟,我们可以对切削过程中的表面粗糙度进行预测。
根据模拟结果,我们可以得到工件表面的高度分布情况。
我们可以看到,在切削过程中,工件表面产生了一定的波状起伏。
铝合金A357切削加工有限元模拟 1铝合金A357切削加工有限元模型金属切削加工有限元模拟,是一个非常复杂的过程。
这是因为实际生产中,影响加工精度、表面质量的因素很多,诸如:刀具的儿何参数、装夹条件、切削参数、切削路径等。
这些因素使模拟过程中相关技术的处理具有较高的难度。
本文建立的金属正交切削加工热力耦合有限元模型是基于以下的假设条件: (1)刀具是刚体且锋利,只考虑刀具的温度传导;(2)忽略加工过程中,由于温度变化引起的金相组织及其它的化学变化; (3)被加工对象的材料是各向同性的; (4)不考虑刀具、工件的振动;(5)由于刀具和工件的切削厚度方向上,切削工程中层厚不变,所以按平面应变来模拟;1.1材料模型1.1.1A357的Johnson-Cook 本构模型材料本构模型用来描述材料的力学性质,表征材料变形过程中的动态响应。
在材料微观组织结构一定的情况下,流动应力受到变形程度、变形速度、及变形温度等因素的影响非常显著。
这些因素的任何变化都会引起流动应力较大的变动。
因此材料本构模型一般表示为流动应力与应变、应变率、温度等变形参数之间的数学函数关系。
建立材料本构模型,无论是在制定合理的加工工艺方面,还是在金属塑性变形理论的研究方面都是极其重要的。
在以塑性有限元为代表的现代塑性加工力学中,材料的流动应力作为输入时的重要参数,其精确度也是提高理论分析可靠度的关键。
在本课题研究中,材料本构模型是切削加工数值模拟的必要前提,是预测零件铣削加工变形的重要基础,只有建立了大变形情况下随应变率和温度变化的应力应变关系,才能够准确描述材料在切削加工过程的塑性变形规律,继而才能在确定的边界条件和切削载荷下预测零件的变形大小及趋势。
在切削过程中,工件在高温、大应变下发生弹塑性变形,被切削材料在刀具的作用下变成切屑时的时间很短,而且被切削层中各处的应变、应变速率和温度并不均匀分布且梯度变化很大。
因此能反映出应变、应变速率、温度对材料的流动应力影响的本构方程,在切削仿真中极其关键。
基于ABAQUS软件的钛合金切削仿真技术作者:陈学胜王腾飞来源:《山东工业技术》2017年第18期摘要:本文运用ABAQUS软件仿真了TI-6AL-4V切削,主要介绍了切削仿真及应用,提出了有限元在切削仿真方向的发展前景。
关键词:ABAQUS软件;钛合金切削仿真技术;切削仿真方向DOI:10.16640/ki.37-1222/t.2017.18.1480 引言钛合金因具有强度高、耐蚀性好、耐热性高等特点而被广泛用于航天领域。
钛合金具有良好的物理和机械性能,对于有较高要求的机械结构件具有重要的意义。
但其可切削性差,加工困难,加工费用高,加工实验会耗费大量的生产时间和成本。
ABAQUS/Explicit求解器采用显示动力有限元方法,适用于像冲击和爆炸等短暂、瞬时的动态事件,对加工成形过程的这类高度非线性问题非常有效。
本论文针对切削TI-6AL-4V为例进行切削仿真研究。
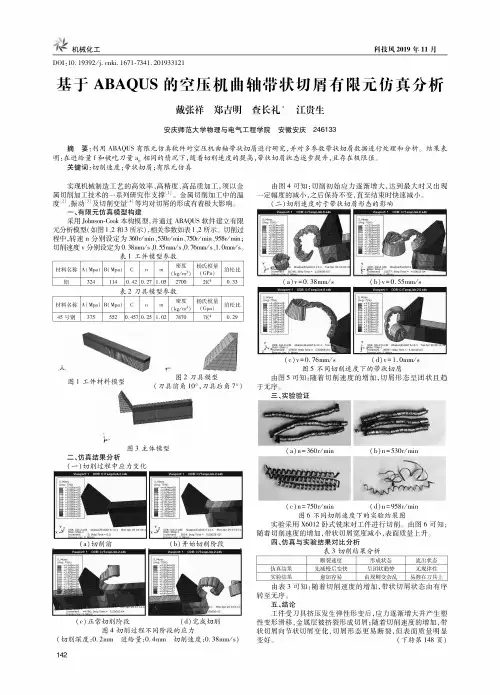
1 切削材料的本构模型3.2 网格的划分在建立的有限元模型中,剪切区与刀-屑接触区产生高温高压单元发生变形,一些单元可能由于变形过大而产生扭曲,可能使网格畸变或使计算不收敛,即使仿真顺利也会影响仿真的精度。
为了防止出现以上问题,而且保证一定的计算效率和精度,可以采取如下措施:(1)切削层网格密一些,因为切削层应变较大。
(2)采用由密到疏网格划分,这样既可保证直接切削部分网格密,也可使计算减少时间。
3.3 仿真结果如图1为切削仿真图,从图中可以看出切屑与实际相符,为锯齿状,根据不同的需求可以输出不同的要求,根据模型和输出变量的设置可以输出切削力曲线图、切削热分布图、切削应力场云图、切削应变场云图等。
4 切削仿真的意义切削仿真的结果与选择的材料模型及参数、网格的划分、接触的设置等密切相关,仿真忽略切削振动等一些因素,使得切削的仿真输出结果与实际有一定的差异,但随着发展,如今的切削仿真有了一定的精度。
在实际设计或生产中使用有限元方法能够减小计算分析时间,减小实验次数,从而到达节约生产成本和时间的目的。
基于ABAQUS的40CrNi4MolV稳态切削过程有限元模拟(李增勋,张贺清,王艳超,谭小舰,刘庆君,陈峰(内蒙古北方重工业集团有限公司,内蒙古包头014033)摘要:切削过程有限元分析是利用数学近似的方法对刀具与工件的切削状态进行模拟%应用ABAQUS有限元分析软件对45钢金属稳态切削过程进行了有限元模拟,采用了Johnson-Cook本构模型和Johnson-Cook分离准则,针对不同刀具前角、不同切削速度,对切削过程进行模拟,在输出应力和应变云图以及切削力曲线的基础上,对模拟结果进行分析和讨论,得到了带状切屑形成的动态仿真结果,分析了切削速度及刀具前角对切削过程的影响%通过分析9组参数的仿真结果得到了如下结论:在第1变形区和第2变形区,应力应变较大,且较集中;在切削过程中,切削力逐渐增大,最后保持在某一个值附近波动,达到稳定状态;切削力随刀具前角的增大而减小,随切削速度的增大波动变得剧烈。
模拟结果表明,切削仿真与理论以及工程实际相符。
关键词:有限元分析;ABAQUS;应力;应变;切削仿真;切削理论中图分类号:TG506文献标志码:ASimulation of Steady State Cutting of40CrNi4MolV Based on ABAQUSLI Zengxun,ZHANG Heqing,WANG Yanchao,TAN Xiaojian,LIU Qingjun,CHEN Feng (Norinco Group Inner Mongolia North Heavy Industries Group Co.,Ltd.,Baotou014033,China)Abstract:The finite element analysis of the cutting process was to simulate the cutting state of cutting tools and parts by using ma6hemaicalapproximaion"ABAQUSfini6eelemen6analysissof6ware wasused6osimula6e6he me6als6eady-s6a6e cu ingprocessof45s6eel"and6heJohnson-Cookcons6iu6ive modelandJohnson-Cooksepara6ioncri6erion wereused6o simula6ecu6ingengineeringfordiferen66oolrakeanglesanddiferen6cu ingspeeds"and weanalyzedanddiscussed6he simulaionresul6son6hebasisofou6pu6s6ressands6rainclouddiagramsandcu6ingforcecurves.Thedynamicsimula6ion resulsofband-shapedchipformaion wereob6ained"and6heinfluenceofcu6ingspeedand6oolrakeangleon6hecu6ing processwasanalyzed.Thefolowingconclusionswereob6ainedbyanalyzing6hesimulaionresulsof9se6sofparame6ers" 6hes6ressands6rain wererelaivelylargeandconcen6ra6edin6hefirs6andseconddeforma6ionzones.During6hecu6ing process"6hecu ingforcegradualyincreased"andfinaly kep6fluc6uaingaroundacer6ainvalueun6ilreachingas6able s6a6e.Thecu6ingforcedecreased wih6heincreaseof6herakeangleof6he6ool"and6hefluc6uaionbecameseverewih6he increaseof6hecu ingspeed.Thesimula6ionresul6sshowed6ha66hesimula6ion wasconsis6en6wih6heac6ual6heoryand engineeringpracice.Keywords:fini6eelemen6analysis"ABAQUS"s6ress"s6rain"cu ingsimula6ion"cu ing6heory金属切削加工是指利用金属切削刀具,从毛坯或半成品上切去多余的材料(被切去的这部分材料称为加工余量),从而获得符合预定技术要求的零件或半成品的一种加工技术&14'。
CAE联盟论坛精品讲座系列
ABAQUS非稳态切削仿真实例
主讲人:fuyun123 ABAQUS板块版主
一直想写一个关于ABAQUS非稳态切削的例子,只因为忙,所以一直没机会,近来也有
很多人对ABAQUS经典例题上的例子提出了很多问题,为此,今天在此介绍一下非稳态切削
的相关内容,主要针对仿真过程分析的要点进行一个阐述,同时回答一下大家的问题,我的
理解也不一定正确,大家一起探讨才能促进切削仿真的不断进步。
切削仿真软件的比较:目前用于切削的软件很多,如
ABAQUS,LS-DYNA,DEFROM,ADVANTAGE,Marc等,ABAQUS的优势在于非线性处理能力强,有热
力耦合的直接分析步,可以对切削过程进行较为准确的仿真分析,目前国际上用的最多,而
且由于ABAQUS可以利用子程序和python进行很多定制的开发,从而为问题的解决提供了更
好的条件。LS-DYNA也可以用于切削分析,但是其擅长领域属于碰撞等瞬态动力学分析,现
在已经纳入ANSYS麾下,Marc也是一款具有很好非线性的软件,但是切削仿真远没有ABAQUS
方便,而DEFORM在切削,轧制,滚压等领域已经建立起相对完善的仿真界面,但是整体上
计算结果好像与实际有些差距,其在切削领域采用的仍为网格重画方法。而ADVANTAGE在切
削领域算是最专业的了,这款软件建立了庞大的切削数据库,而且具有完善的切削,铣削,
钻削等加工方法的仿真分析,缺点是材料数据库如果和他的数据有差异,可能比较麻烦。软
件就介绍到这里,下面主要针对ABAQUS的非稳态切削做一下简单的说明,希望能为切削领
域探索的各位达人一点启示吧!
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
此次切削分析,不再建立基于切屑,分离层和工件的模型,整个工件采用一个长方形,
而且不再采用ALE法则,本次切削采用拉格朗日准则+失效准则的方法建立切削仿真。下面
就分为几个部分分别介绍一下建模要点以及注意事项!
1.建模
建模过程其实没什么说的,就是一个工件,一个刀具,工件在这里就采用普通的长方形,
刀具为了考虑磨损的影响,设置了一定的磨损量。为了后面定义接触和材料方便,在此采用
网格划分后的creat mesh part模型。
2.材料定义
虽然在此处没有分离线的,但是这里在定义材料属性的时候,应该为其中一层网格定义
失效准则。材料定义都很简答,包括弹性模量,泊松比,热膨胀系数,热传导率,比热,密
度等常规量,而且应该基于JC 塑性流动准则,定义工件的塑性,至于内部参数的具体含义,
我在上个讲座已经阐述的比较清楚,在此不再多说。本次仿真模拟采用的是shear damage,
因为切削材料是52100,其JC damage当然也可以采用,在此只是强调一种方法而已,而且
shear damage是和基于一个实验和温度相关的,从而使得结果的仿真更加符合实际。
3.装配
这个我想大家都会的,就是根据你的切削用量,确定工件和刀具的相对关系,然后调整
刀具和工件就可以了。
4.设置分析步
这个大家应该也不陌生,就是选择动态热力耦合分析步就行了,当然也可以采用绝热分
析,绝热情况下更有利于锯齿切屑的形成,但是由于本次仿真就是难加工材料,而且仿真容
易产生锯齿,为了更好模拟切屑的形成,本次采用热力耦合分析步进行切削仿真分析,在输
出步记住选择所输出的内容,而且要注意一定勾选state一栏,因为在此我们采用的是拉格
朗日+失效准则,设置这个能够看到最终失效的网格。
5.接触的定义
在此接触的定义是非常关键的一个环节,如果定义不当,很容易出现问题,为了更好地
仿真切削过程,在此仅建立三个接触关系,即后刀面与切削层和前刀面与切屑层(此处指可
能产生切屑的层)以及切屑的自接触,由于此处是整体建模,比基于分离线,切屑,工件的
模型,大大简化了切削的接触设置,而且仿真中发现切削过程的摩擦和刀具工件以及切屑之
间的面传导率对最终切屑的形成具有重要影响,因此本次仿真结合试验,采用摩擦系数0.35,
并且后刀面和工件,前刀面和切屑均建立面面热传导率,而且根据文献分别设置了相应的热
流分配系数。
6.施加约束和载荷
约束和载荷也没什么,和上次讲解差不多,就是限制工件下部和左边的约束,然后给刀
具施加一定的速度就行了,同时施加初始温度场,有些人可能最终得不到温度场的变化,有
可能是你就没有设置初始温度场,或者你没有设置好产热途径,而且在此注意单位制,如果
你的单位制是mm,t,MPa的话,那么你施加的速度将是mm/s,所以要经过换算的,而且如
果你的速度感觉特别大,应该采用幅值加载,在前一个讲座中已经讲解非常清楚,在此不再
多说了!
7.划分网格
划分网格时注意虽然此处不设置分离线,但是我们在中间一层定义了失效准则,所以对
网格划分有一定要求,可以采用标准的结构性网格划分方法,而且从其中的切屑分离位置处
向两边设置梯度种子,这样可以保证分离层处具有足够的网格密度,可以同时兼顾正确性和
效率,对刀具可以设置较大的网格吗,这样可以保证运算速度。
8.提交分析计算
这个更简单,只要会用软件的应该都会用这个,然后进行相关的输出就行了!在此,输
出一些结果如下所示!