压裂液返排处理
- 格式:doc
- 大小:1.20 MB
- 文档页数:6
压裂返排液标准
压裂返排液的标准如下:
1. 出水标准达到A2回注标准(悬浮固体含量<3mg/L,悬浮物颗粒直径中值<2um,含油量<5mg/L)或达到压裂配液回用水指标,满足《压裂液通用技术条件》SY/T 。
2. 国家行业标准NB/T —2015中主要对SS、Fe和部分特定细菌的浓度/含量规定了限值,压裂返排液在生产现场经“混凝沉淀—过滤—杀菌”工艺处理即可达标。
近年相关单位研究的重点主要在装置的橇装化集成、自动化控制和污泥同步干化等方面。
以上内容仅供参考,具体可查阅关于压裂返排液的国家标准、行业标准和技术规范,或咨询相关领域的专家学者。
压裂返排液的危害及其回收处理方法研究作者:刘明来源:《中国科技博览》2015年第24期[摘要]通过对油气井进行压裂是当前各大油气田稳产增产的主要措施之一。
但是在油气井增产的同时,压裂作业过程中产生的返排液已成为当前油田水体主要污染源之一,若这些废液直接外排出去,毕竟会给井场生态环境造成极大危害,严重影响企业生产与社会形象,因此如何解决好这些废压裂液也是油田当下一项重要的工作。
本文阐述了压裂返排液的危害和治理现状,通过对油田剩余压裂液中污染物组成的分析,以及污染问题的严重性,提出了一些回收处理再利用技术方案,从而为促进油田压裂返排液处理再利用研究提供一定的思路,促进油田节能减排工艺的进步。
[关键词]压裂作业废压裂液危害处理方案中图分类号:TE357 文献标识码:A 文章编号:1009-914X(2015)24-0035-01压裂作业是油气田开采过程中的一个重要环节,通过压裂来改善油气井产能等问题,对于油田老区油井挖潜增效、新井试油和单井增产中发挥着十分重要的作用,然而压裂技术的应用也使的油气井在压裂过程中不可避免的产生废液,主要有返排压裂液和施工剩余的压裂液,同样的压裂作业过程中产生的返排废液也成了油田开采过程中一个不容忽视的污染源,对井场所在地周围的生态环境有着极大的危害,因此深入研究分析压裂返排液的回收处理再利用方法,对于企业减少污染物排放与企业降本增效具有重要意义。
一、压裂作业流程和废压裂液的产生当前油田主要应用的水力压裂工艺就是通过在地面采用高压大排量的泵,依据液体传压的原理,向油层注入以大于油层的吸收能力压力的压裂液,然后逐渐升高井筒内压力,从而在井底产生高压,当此压力大于井壁附近的地应力和地层岩石的抗张强度时,井底附近地层便会产生裂缝,然后继续注入带有支撑剂的携砂液,裂缝随之继续延伸同时填以支撑剂,关井后裂缝闭合在支撑剂上,在井底附近地层内从而形成填砂裂缝,通过其一定的高导流能力和几何尺寸的特性,是以达到增产增注的目的。
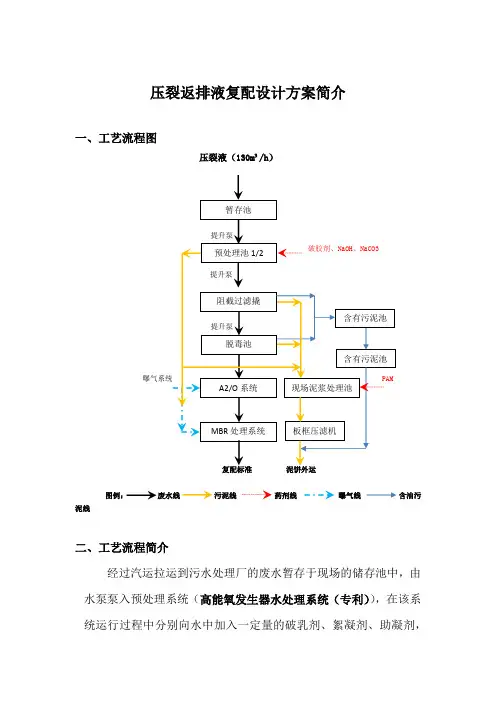
压裂返排液复配设计方案简介一、工艺流程图压裂液(130m³/h)图例:废水线污泥线药剂线曝气线含油污泥线二、工艺流程简介经过汽运拉运到污水处理厂的废水暂存于现场的储存池中,由水泵泵入预处理系统(高能氧发生器水处理系统(专利)),在该系统运行过程中分别向水中加入一定量的破乳剂、絮凝剂、助凝剂,使水中的油相破乳后与水相进一步分离,固相则在混絮凝剂的作用下迅速凝结成团,在预处理系统中将水相,油相,固相进行分离。
分离后的水相经提升泵进入阻截过滤撬,通过安装特许功能纤维,当特殊纤维遇水时,水分子与纤维表层的基团发生强电性缔合,从而在纤维表面形成较稳定的缔合水膜。
当该阻截膜浸入水中时,进行膜的水合活化。
当含油的水要透过这层水合活化的阻截膜时,来水一侧的水分子必须与膜结构中的缔合水分子发生置换透过,而油等憎水性分散质则不能与膜内缔合水发生置换而被阻截在膜外,从而实现了油水分离,水过油不过。
由于膜的表面水所严密覆裹,在工作过程中被阻截的油粒不能吸附到膜上造成污染,只能游移在膜外表面,随着被阻截的油微粒不断增加,油粒相互间发生碰撞凝聚而逐步形成较大油粒,在设定的水力条件作用下浮升,从而实现了油水分离的目标。
经过阻截过滤撬处理后的废水自流进入A2/O池,污水与回流污泥先进入厌氧池(DO<0.2mg/L)完全混合,经一定时间(1~2h)的厌氧分解,去除部分BOD,使部分含氮化合物转化成N2(反硝化作用)而释放,回流污泥中的聚磷微生物(聚磷菌等)释放出磷,满足细菌对磷的需求,然后污水流入缺氧池(DO<=0.5mg/L),池中的反硝化细菌以污水中未分解的含碳有机物为碳源,将好氧池内通过内循环回流进来的硝酸根还原为N2而释放。
接下来污水流入好氧池(DO2-4mg/L),水中的NH3-N(氨氮)进行硝化反应生成硝酸根,同时水中的有机物氧化分解供给吸磷微生物以能量,微生物从水中吸收磷,磷进入细胞组织,富集在微生物内,经沉淀分离后以富磷污泥的形式从系统中排出。
11.2 项目实施方案
11.2.1 压裂返排液分析
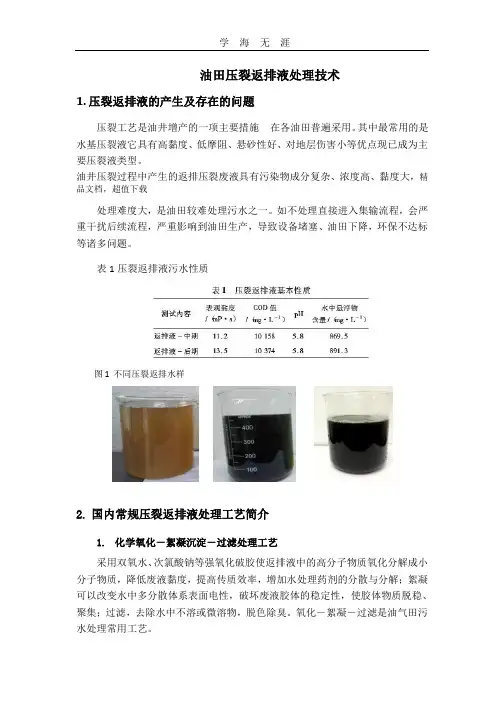
常规压裂施工所采用的压裂液体系,以水基压裂液为主。压裂施工后所产生的压裂废液
主要来源于两个方面:一是施工前后采用活性水洗井作业产生的大量洗井废水;另一个方面
就是压裂施工完成后从井筒返排出来的压裂破胶液,返排的压裂废液中含有大量的胍胶、甲
醛、石油类及其他各种添加剂,众多添加剂的加入使压裂液具有较高的COD值、高稳定性、
高黏度等特点,特别是一些不易净化的亲水性有机添加剂,难以从废水中除去。总的来说,
压裂废液具有以下特点:
(1)成分复杂。返排液主要成分是胍胶和高分子聚合物等,其次是SRB菌、硫化物、
硼酸根、铁离子和钙镁离子等,总铁、硼含量都很高。
(2)处理难度大。悬浮物是常规含油污水处理中最难达标的项目,压裂返排液组分的
复杂性及其性质的独特性决定了其处理难度更大。
(3)处理后要求比较高。处理后的液体不仅粘度色度要达标,里面的钙镁离子、铁离
子、和硼酸根离子均要去除,否则会影响后续配制压裂液的各项性能。
11.1 国内外研究现状
由于压裂废液具有粘度大、稳定性好、COD高等特点,环保达标处理难度较大。国外对
压裂废液的处理主要是回收利用。根据国外报道的技术资料看,他们对压裂废液的处理技术
和工艺相对简单,一般采用固液分离、碱化、化学絮凝、氧化、过滤等几个组合步骤,处理
后的水用于钻井泥浆、水基压裂液、固井水泥浆等配制用水。这种处理方式不仅降低了处理
压裂废液的费用支出,而且还减少了污染物的排放。
国内对早些压裂废液的处理主要采取以下一些方法:
(1) 废液池储存:将施工作业中产生的压裂废液储存在专门的废液池中,采用自然
蒸发的方式干化,最后直接填埋。这种处理方式不仅耗时长,而且填埋的污泥块仍然会渗滤
出油、重金属、醛、酚等污染物,存在严重的二次污染。
(2) 焚烧:这种方式虽然可以在一定程度上控制污染物的排放,但仍然会造成大气
污染。
(3) 回注:将压裂废液收集,集中进行絮凝、氧化等预处理,然后按照一定比例与
采油污水掺混进行再处理,处理后的水质达标后用作回注用水。
就当前研究现状综合分析,处理压裂液返排液回注回注工艺,国内大多数油田采用自然
沉降—混凝—过滤的“老三段”式常规处理工艺。传统处理工艺面临着很多问题,比如沉淀
时间长,处理能力低下,净化药剂投加量过大,造成处理后的液体中含盐量的增加,絮凝沉
淀后的污泥量过大增加运输成本。
11.2 工艺原理
我公司根据以上难点和问题以及现场施工特点发明了一套最新的压裂液返排液处理工
艺。我公司计划采取絮凝沉淀-固液分离-深度过滤的处理工艺,为压裂返排液高效处理提
供一套有效的解决方案。主要技术特点:
(1)系统设备:采用撬装式设计,操作方便、操作过程连续化、操作管理方便、运行
成本低。
(2)絮凝沉淀:采用高效复合混凝剂、絮凝剂提高处理效率。
(3)过滤:经过两个阶段过滤除杂,高效彻底。
(4)深度过滤:膜过滤深度过滤,最终效果有保障。
絮凝沉淀
向废水中投如一定量的混凝剂、絮凝剂,在适当的条件下形成絮体和水相的非均相混合
体系,利用重力作用,实现絮体和水相的分离,从而达到去除污染物的目的。通过絮凝,压
裂废液中的高分子单体、高分子残渣得以去除,因此COD值大幅度降低。一般来说,通过优
选絮凝剂及助凝剂种类、优化絮凝剂加量、调节絮凝条件,能够使压裂废液的COD去除率达
到40~70%。絮凝法不仅能降低压裂废液的COD值,而且还能有效降低压裂废液的含油量、
悬浮物含量、浊度等。
采用新型化学处理剂,大大降低絮凝时间,提高絮凝效率。采用新型化学处理剂后,在
10分钟的絮凝沉降时间后,其处理的结果可以达到传统化学处理剂处理效果的90%以上。
表11-3 不同处理剂的效果对比
对比项目 沉降时间
处理水质
COD去除率% 悬浮物去除率% 色度去除率%
传统化学处理剂 5-7小时 50-95 70-80 50-80
新型化学处理剂 10分钟 45-95 60-80 50-80
固液分离
絮凝沉淀后的液体通过过滤装置进行固液分离。过滤分为两个阶段,先经过小目数的过
滤网去除肉眼可见的固态悬浮物,后经过大目数的过滤网过滤微小絮凝物,经过这两步过滤
后的处理液可以达到肉眼看上去非常清澈,物理性质跟水一样的效果。
深度过滤
沉淀分离产生的液相通过深度过滤装置进一步降低液相中的COD值、铁、硼酸根离子
的含量。深度过滤选用非对称膜。此种膜管壁密布微孔,在压力作用下,原料液在膜管内或
膜外侧流动,小分子物质(或液体)透过膜,大分子物质(或固体)被膜截留,从而达到分离、
浓缩、纯化和环保等目的。此种膜具有分离效率高、效果稳定、化学稳定性好、耐酸碱、耐
有机溶剂、耐菌、耐高温、抗污染、机械强度高、再生性能好、分离过程简单、能耗低、操
作维护简便、使用寿命长等众多优势。
经过深度过滤处理后的液相,达到国家排放标准(GB8978-1996)二级标准。处理后污
水可回用重新配置压裂液。
11.2.4 工艺流程
本方案主要工艺是采用先进的絮凝剂,经过絮凝沉降、固液分离、深度过滤等工序,过
程简单实用且破胶除油效果显著。之后选用高效的处理药剂,将固相进行无害化处理,处理
后固相浸出液指标达到验收标准;液相经过深度过滤处理后,现场试验检测满足重新配液要
求。
图11-1 处理工艺流程图
施工方案
➢ 作业前准备
1)返排液处理作业准备
通过与客户协调,公司技术支持人员于开工前7天左右进行现场勘查并完成
现场实验。
2)安全技术培训
公司安排作业人员,项目经理1名,技术负责人1名,现场工程师人员10
名(1人兼任电工,资质齐全),值班车司机等,所有项目人员都应资质齐全,
完成技术、操作人员QHSE培训。开工前设备维护期间,完成操作人员安全操
作培训,并建立员工的培训记录。
3)设备搬迁和现场人员动员
待甲方下发开工动员通知单后,本项目现场人员要提前抵达作业现场,通知
公司有关部门准备板车和吊车,将设备和药剂等从公司乌审旗基地搬迁到压裂酸
化作业现场。
4)安装调试与试运行
设备进场后,技术管理人员确定装置停放位置,并依据设备调试方案,指导
操作人员进行设备安装调试。药剂到达现场后,存放到易于施工的高地,做到上
盖下垫。
➢ 施工作业工序
1)传输-均质调节系统:
用物料输送系统将井下压裂酸化后返出的液体输送到均质调节系统中,
进行均质调节,用泵提升至下一个流程。
2)加药混合破胶-离心分离系统
用气动泵提升返排液的同时按比例投加加破胶剂和絮凝剂,经混合反应设备
充分反应后的液体进入均质调节系统处理,进行充分破胶絮凝,破胶后的液体泵
入高速离心机,离心分离产生的固相进入固相接收罐,接收后使用螺旋输送机提
升至加药混拌设备,进行无害化处理。离心分离后的液相进入下一步流程。
3)集成超微气泡-混合氧化反应系统
离心分离后的液相进入储罐储存,经过泵提升至超微气泡反应混合装置,同
时加入氧化剂,超微气泡能够缩短氧化反应时间,同时能够解决超滤膜污染的问
题,延长超滤膜的使用寿命,充分氧化反应后进入下一步流程。
4)浸没式超滤系统
混合反应后的液相进入浸没式超滤系统进行深度处理,超滤出水到达《污水
综合排放标准》GB8978-1996的标准,满足回收配置压裂液的要求。