基于机器视觉的零件尺寸测量系统设计
- 格式:doc
- 大小:153.00 KB
- 文档页数:5
基于机器视觉的机械零部件尺寸测量技术研究导言近年来,随着机械工业的不断发展,对机械零部件尺寸测量技术的要求也越来越高。
传统的人工测量虽然能够满足一定的需求,但其存在的主观性和不稳定性仍然是主要问题。
为了解决这一问题,基于机器视觉的机械零部件尺寸测量技术应运而生。
本文将探讨基于机器视觉的机械零部件尺寸测量技术的研究现状和未来发展趋势。
一、技术原理基于机器视觉的机械零部件尺寸测量技术是利用计算机和摄像设备对机械零部件进行图像采集和处理,通过图像处理算法获取零部件的尺寸信息。
其技术原理主要分为图像采集、图像处理和尺寸测量三个步骤。
图像采集是基于机器视觉的机械零部件尺寸测量技术的第一步。
通过高分辨率摄像设备对机械零部件进行拍摄,获取清晰的图像。
高分辨率的摄像设备能够提供更多的图像信息,有助于提高尺寸测量的准确性。
图像处理是基于机器视觉的机械零部件尺寸测量技术的核心步骤。
通过图像处理算法对采集到的图像进行分析和处理,去除图像中的噪声和干扰,提取出零部件的边缘特征。
常用的图像处理算法包括边缘检测、二值化、轮廓提取等。
尺寸测量是基于机器视觉的机械零部件尺寸测量技术的最终目标。
通过对图像处理后的图像数据进行尺寸计算,得到机械零部件的尺寸信息。
常用的尺寸测量方法包括长度测量、宽度测量、直径测量等。
二、研究现状基于机器视觉的机械零部件尺寸测量技术已经在工业领域得到广泛应用。
目前,研究人员主要集中在算法改进、设备优化和测量系统的智能化方面进行研究。
在算法改进方面,研究人员提出了许多新的图像处理算法和尺寸测量方法。
例如,基于边缘检测和霍夫变换的尺寸测量方法可以提高测量的准确性和稳定性。
另外,利用深度学习技术进行图像处理和尺寸测量也成为研究热点。
这些算法的出现极大地推动了基于机器视觉的机械零部件尺寸测量技术的发展。
在设备优化方面,研究人员致力于提高摄像设备的性能和精度。
高分辨率、高帧率的摄像设备能够提供更多的图像信息,从而提高尺寸测量的准确性。
基于机器视觉的复杂零件外观尺寸检测韩向可;吴耀春【摘要】根据复杂零件检测收慢、效率低的情况,设计了一套基于机器视觉的检测系统.介绍了视觉检测系统的结构设计和零件图像的预处理和边界提取,并详细分析了零件尺寸的计算算法.本设计对其它产品的检测、检验具有一定的借鉴意义.【期刊名称】《装备制造技术》【年(卷),期】2017(000)004【总页数】3页(P166-167,173)【关键词】机器;视觉;复杂零件;尺寸检测【作者】韩向可;吴耀春【作者单位】安阳工学院,河南安阳455000;安阳工学院,河南安阳455000【正文语种】中文【中图分类】TP274.4在机械制造行业,特别是汽车生产制造领域,复杂零部件例如冲压件、铸件、复杂模具工件等大量使用。
如汽车减速器转轴端部紧固件,见图1,在装配中大量使用。
该零件结构复杂,被测参数较多,采用传统的手工抽检方式,耗时长、效率低,人工成本高;同时,检测结果不可避免的带有人的主观测量误差,难以保证检测精度,造成较大的装配误差或难以准确安装。
随着图像处理技术的发展,机器视觉检测方法以其非接触、检测精度高、自动化程度高等优势在工业领域得到了广泛应用,尤其适合于复杂零部件的外观轮廓检测。
本文针此对转轴端部紧固件的紧固件,研究分析了其外观轮廓尺寸的机器视觉检测方法。
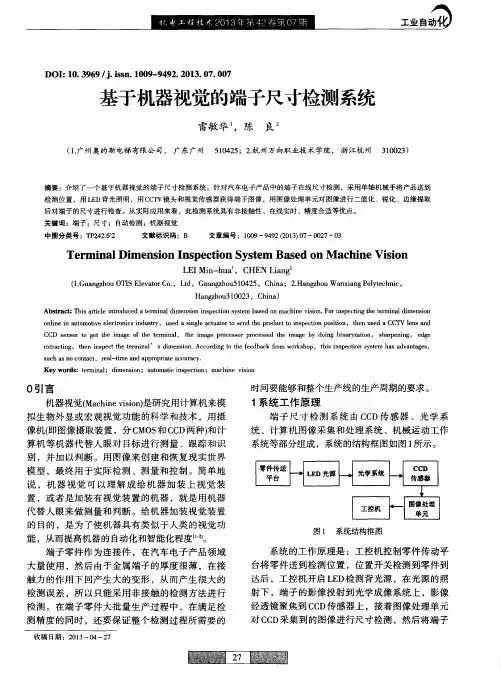
视觉检测硬件系统如图2所示,它由工件检测平台、光源系统、CCD相机、图像采集卡、计算机、系统软件等组成[1]。
其中光源系统包括光源控制器和LED,可根据工作环境调整光照亮度。
软件系统采用Visual C++开发,用于采集到的图像处理、显示和尺寸检测等。
系统工作原理:当工件平放在检测台时,按下检测按钮,由CCD相机进行图像采集,通过软件系统对图像进行分析,在计算机上显示出被测工件轮廓尺寸和偏差等信息。
在检测系统的设计中,关键是软件系统的设计。
在计算机图像处理中主要由噪声去除、图像边界轮廓提取、尺寸计算、结果显示等部分组成[2]。
基于机器视觉的零件尺寸检测与测量导语:随着制造业的快速发展,零件的精确尺寸检测与测量成为了生产过程中的关键环节。
传统的尺寸检测方法往往需要人工参与,并且效率低下且不够精确。
而基于机器视觉的零件尺寸检测与测量则提供了一种快速、准确且可靠的解决方案。
一、机器视觉技术在零件尺寸检测中的应用随着机器视觉技术的迅猛发展,其在零件尺寸检测方面的应用也逐渐成为一种趋势。
机器视觉系统能够通过摄像机获取零件的影像信息,并通过图像处理算法来实现尺寸的检测与测量。
这种非接触式的测量方式在一定程度上消除了人为因素对结果的影响,大大提高了测量的准确性。
二、基于机器视觉的零件尺寸检测与测量的优势1. 自动化:基于机器视觉的零件尺寸检测与测量可以实现自动化,无需人工操作,从而提高了生产效率。
2. 高精度:机器视觉系统通过高分辨率的摄像机和精确的算法,能够实现对零件尺寸的亚毫米级别的准确度。
3. 实时监控:机器视觉系统可以实时监控零件的尺寸变化,及时发现生产过程中的异常情况并进行调整,提高了生产质量。
4. 多样性:基于机器视觉的零件尺寸检测与测量可以适用于不同形状、大小和材质的零件,具有较大的适应性。
三、基于机器视觉的零件尺寸检测与测量的实施步骤1. 系统设计:根据具体的生产需求,设计适合的机器视觉系统,包括选择合适的摄像机、光源和图像处理算法。
2. 数据采集:通过摄像机采集零件的图像数据,并传输至图像处理系统进行处理。
3. 图像处理:通过图像处理算法对采集到的图像进行处理,提取出零件的特征与边界,并计算出其尺寸。
4. 尺寸分析:根据所得到的尺寸数据进行分析,判断是否符合要求,并生成结果报告。
5. 反馈控制:根据分析结果,及时反馈给生产线控制系统,进行相应的调整和控制,确保生产过程的稳定性。
四、机器视觉技术在零件尺寸检测中的挑战与解决方案1. 光照条件:不同的光照条件可能对图像质量产生影响,需要选择适当的光源和光照方式,或者采用图像增强算法进行处理。
基于机器视觉的零件尺寸检测系统设计与实现随着制造业的发展和现代工业生产的复杂性增加,对零件尺寸的精确检测要求也越来越高。
传统人工检测的局限性和效率问题引发了机器视觉技术在零件尺寸检测中的应用。
本文将介绍一种基于机器视觉的零件尺寸检测系统的设计与实现。
一、引言机器视觉技术是指模仿人眼视觉系统的感知、识别和判别能力,通过相机、图像采集卡、计算机等设备,对图像进行采集、处理和分析的技术。
在制造业中,机器视觉技术已经得到了广泛应用,其中之一就是零件尺寸的检测。
二、系统设计1. 系统硬件设计基于机器视觉的零件尺寸检测系统的硬件设计包括相机、光源、图像采集卡和计算机等设备。
相机是将被检测零件的图像采集下来的关键设备,其选型应根据零件的特性和检测要求来确定。
光源的选取也至关重要,应以保证零件表面被光照亮且不产生阴影为原则。
图像采集卡负责将相机采集到的图像数据传输到计算机上进行处理和分析。
2. 系统软件设计基于机器视觉的零件尺寸检测系统的软件设计通常包括图像预处理、特征提取和尺寸计算三个主要步骤。
图像预处理是对采集到的图像进行噪声去除、平滑处理和图像增强等操作,以提高后续处理的准确性和稳定性。
特征提取是基于处理后的图像,通过算法提取图像中与零件尺寸相关的特征信息,如边缘、角点等。
常用的特征提取算法有Canny算法、Sobel算法等。
尺寸计算是根据所提取到的特征信息,结合已知的标定参数和尺寸测量原理,进行尺寸计算并给出结果。
常用的尺寸计算方法有比例尺寸计算法、基于几何关系的尺寸计算法等。
三、系统实现1. 硬件搭建在系统实现过程中,首先需要根据硬件设计的要求,搭建相应的硬件平台,包括安装相机、配置光源、连接图像采集卡和计算机等设备。
确保硬件设备的稳定性和可靠性。
2. 软件开发基于机器视觉的零件尺寸检测系统的软件开发需要根据所选用的开发平台和编程语言进行。
可以选择常见的开发平台,如OpenCV、MATLAB等,以及常用的编程语言,如C++、Python等。
基于机器视觉的尺寸测量应用综述韩茜茜;耿世勇;路向阳【摘要】随着机器视觉技术的不断发展以及工业智能化水平的不断提高,将机器视觉应用于尺寸测量中成为尺寸测量的发展趋势.本文首先阐述了机器视觉的特点及方法研究,介绍了机器视觉尺寸测量系统的硬件部分主要由计算机、光源、图像传感器、镜头以及被测对象等组成,软件部分主要由图像预处理、图像滤波、边缘检测等图像处理算法组成,然后分析了国内外的研究现状以及机器视觉测量技术的发展趋势,指出从软件算法入手,不断开发更优的图像处理算法,使图像处理及分析每个流程所涉及的算法的准确性及鲁棒性更高.【期刊名称】《河南科技》【年(卷),期】2019(000)005【总页数】3页(P8-10)【关键词】机器视觉;尺寸测量;研究现状;测量精度【作者】韩茜茜;耿世勇;路向阳【作者单位】中原工学院电子信息学院,河南郑州 450000;中原工学院电子信息学院,河南郑州 450000;中原工学院电子信息学院,河南郑州 450000【正文语种】中文【中图分类】TP391.41机器视觉是指通过计算机来模拟人的视觉功能。
传统的尺寸测量方法,如需要人工操作的游标卡尺、千分尺、量规的测量方法,测量精度低、效率低,不适合工业生产中大批量测量;三坐标测量机具有测量精度高、效率高的优点,但由于需要接触被测对象,这种接触性的测量可能会损伤被测对象;超声波测量法适用的测量环境局限性大,空气温湿度对其灵敏度影响较大。
将机器视觉[1-2]应用于尺寸测量中,具有非接触性、测量效率高的特点,同时可实现在线高精度测量,因此机器视觉技术在尺寸测量中的应用越来越广泛。
1 机器视觉测量技术方法研究基于机器视觉的尺寸测量系统由硬件系统和软件系统构成,硬件系统主要包括光源、图像传感器、镜头、PC机以及其他相关硬件设备。
硬件系统中的光源是机器视觉尺寸测量的硬件部分中需要考虑的第一个重要因素,光源的选择会直接影响所采集被测量对象的图像质量,从而对输入数据信息的可靠性造成影响。
基于机器视觉的零件尺寸检测与测量系统设计随着工业生产的发展,对零件的质量与精度要求越来越高,而传统的人工尺寸检测与测量方法已经无法满足这些要求。
因此,基于机器视觉的零件尺寸检测与测量系统应运而生。
本文将针对这一问题进行探讨。
一、介绍机器视觉技术是一门利用计算机视觉进行模式识别、目标检测和三维重建等方面的技术。
基于机器视觉的零件尺寸检测与测量系统利用计算机视觉技术,可以实现对零件尺寸的高精度检测与测量。
二、系统设计1. 摄像设备选择在设计基于机器视觉的零件尺寸检测与测量系统时,首先需要选择合适的摄像设备。
一般来说,高分辨率的摄像头能够提供更精确的检测结果。
2. 图像采集与处理图像采集是系统中的核心环节之一,通过摄像设备采集零件的图像,并对图像进行处理,提取出需要检测的特征。
图像处理算法可以采用边缘检测、二值化、滤波等方法,以提高图像的清晰度和信噪比。
3. 特征提取与分析在图像处理的基础上,需要进一步提取出零件的特征信息。
可以通过边缘检测算法提取零件的轮廓信息,或者利用模板匹配的方法提取出关键特征点。
4. 尺寸计算与结果输出根据零件的特征信息,结合相应的几何测量原理,可以计算出零件的尺寸参数。
一般来说,可以计算出零件的长、宽、高等尺寸参数,以及一些特殊形状的测量参数。
三、系统优势基于机器视觉的零件尺寸检测与测量系统相比传统的人工测量方法具有以下优势:1. 精度高:机器视觉系统可以实现对零件尺寸的高精度测量,减少了人为因素对测量结果的影响。
2. 自动化程度高:系统可以实现对多个零件的自动化测量,减少了人工测量的工作量,提高了工作效率。
3. 可靠性好:机器视觉系统的测量结果可靠性高,可以避免人工测量过程中的主观误差。
4. 数据可视化:测量结果可以通过电脑显示进行直观展示与分析,方便人们对零件质量进行评估。
四、应用领域基于机器视觉的零件尺寸检测与测量系统在很多领域都有广泛的应用,例如汽车制造、航空航天、电子电气等行业。
CN31-14242021/2 总第285期基于机器视觉尺寸测量装置的误差不确定度评定唐松 张一帆 沈意吉 / 上海市计量测试技术研究院摘 要 针对难以利用传统测量方式完成具有特殊结构的机械构件边沿高度测量的现状,提出了一种基于机器视觉的机械构件边沿高度的尺寸测量装置,并重点对可能影响该装置测量结果不确定度的来源进行分析和评定。
实验结果表明:设计的测量装置的不确定度评定结果在1 μm ,完全满足生产要求。
关键词 机器视觉;尺寸测量;不确定度;万向节外圈0 引言随着生产科技的迅猛发展,人们对零部件尺寸测量方法和工具的测量准确度、测量效率及其自动化程度提出了越来越高的要求[1]。
基于机器视觉的几何尺寸测量技术作为一种非接触的无损测量方法,具有自动化水平高、柔性好以及智能程度高等优点,现已成为几何尺寸测量领域的研究热点。
同时,在类似万向节外圈外卡槽等具有特殊结构的机械构件边沿高度测量领域,传统测量方式很难在满足测量准确度的情况下实现在线自动测量。
通过综合分析相关机械构件边沿处待测几何量的特点和现有的测量技术,本文设计了基于机器视觉的测量技术的机械构件边沿尺寸自动测量装置,并针对测量结果进行了不确定度的评价。
1 测量原理及误差来源1.1 测量原理如图1所示,基于机器视觉的机械构件边沿高度测量装置(以下简称测量装置)由CCD 相机、双远心光学镜头、平行背光光源、精密定位平台组成。
将被测物体置于平行背光光源前,光线均匀地由被测物体背后射出,经过具有稳定放大倍数和大景深、微畸变的双远心光学镜头,可在CCD 相机的感光元件上形成清晰的被测物体轮廓信息,最后利用图像处理技术来实现对被测物体轮廓信息的亚像素的定位和拟合,完成亚像素级准确度的测量。
1.2 测量误差来源测量装置的测量误差来源主要有两个方面,一方面由测量过程引入的系统测量误差;另一方面由参考标准二等量块偏差引入的测量误差。
其中,由测量过程引入的系统测量误差包含了图像获取系统和定位成像系统引入的测量误差。
利用机器视觉技术的机械零件尺寸检测随着科技的不断进步,机器视觉技术在工业制造领域得到了广泛应用,其中之一就是机械零件尺寸检测。
利用机器视觉技术进行机械零件尺寸检测能够提高检测的准确性和效率,减少人工检测的不确定性,大大提升制造业的生产效能和产品质量。
机器视觉技术的应用范围非常广泛,其中之一就是对机械零件的尺寸进行检测。
在过去,人工测量是常用的检测手段,但是人工测量不仅费时费力,而且容易受到人为因素的影响,造成测量结果的误差。
而利用机器视觉技术,可以通过高精度的图像处理算法和先进的深度学习模型,对零件进行全面的、无死角的尺寸测量。
首先,机器视觉技术通过高分辨率的图像设备,可以将机械零件的图像获取到计算机中,然后通过图像处理程序对图像进行预处理,包括去噪、增强对比度、边缘检测等。
接着,机器学习算法或深度学习模型开始工作,对图像进行特征提取和分析。
这一步非常关键,因为不同的零件可能有不同的形状和尺寸,所以需要设计相应的算法和模型,以便准确地识别并测量不同种类的零件。
对于非常小或非常细长的零件,由于图像的失真和畸变,可能导致尺寸测量的不准确。
为了解决这个问题,一些先进的机器视觉系统可能会使用多个相机进行图像捕捉,并使用三维重建技术来生成更准确的模型。
通过机器学习算法和深度学习模型的训练,机器视觉系统能够自动识别和测量不同零件的尺寸。
这种自动化的机械零件尺寸检测方法不仅提高了生产效率,减少了人为因素的影响,还减少了人力成本和测量误差。
另外,机器视觉技术还可以进行大批量的零件尺寸检测,检测速度快,可以准确实时地掌握生产线上零件质量的状况,从而提前发现和解决潜在的质量问题。
当然,机器视觉技术在机械零件尺寸检测中也面临一些挑战和限制。
首先,不同种类的零件形状和尺寸差异很大,需要开发不同的算法和模型来进行测量。
其次,零件在生产过程中可能会出现表面光洁度不佳、表面污染或磨损等问题,这会影响图像的质量和准确性。
此外,机器视觉系统的设置和校准也需要一定的专业知识和技能,以确保测量结果的准确性和可靠性。
基于机器视觉的零件表面缺陷检验系统开发摘要进入21世纪科技的快速发展,工业设备多实现自动化,机器代替了人工,智能化成为一种不可避免的事情。
但在工件检测方面,目前仍以人工为主。
为了实现智能化检测,人们开始了基于机器视觉的检测与研究。
传统的人工检测在现代工业存在些许问题,在零件检测中需要提出更好的检测方法。
本文搭建机器视觉检测成像系统,主要的工作原理是:将待测零件放在工作平台上,在特定的光照环境下,通过相机和镜头所组成的图像摄取装置对目标物体进行拍摄,将所拍摄的图像转换成图像信号并传输给图像采集卡,再由图像采集卡传输给图像处理系统。
本文以工件为研究对象,利用东北大学数据集对模型进行训练,以及通过对机器视觉检测成像的研究,搭建一组基于机器视觉的检测装置。
本文研究内容主要分为两个部分:机器视觉成像系统和零件表面缺陷检验结果与分析。
关键词:深度学习;机器视觉;零件表面缺陷;目标检测第一章前言1.1研究背景及意义工业生产过程中,对零件的测量方式分为接触式测量方式和非接触式测量方式。
日常使用最为频繁的就是接触式测量,但存在效率低和精度不高的问题,同时对人力的需求大。
由于市面上常规的测量方法存在问题,因此本文致力于研究新的检测方法。
机器视觉为非接触式测量提供了一种既满足精度又可控制成本的检测方式。
1.2 机器视觉1.2.1 YOLO发展史YOLO是一个end-to-end的目标检测卷积神经网络,属于单阶段目标探测器且依赖于不同尺度的锚框。
YOLO算法具体流程为:输入一个图像,利用特征提取网络CSP提取其特征,输出其特征图;将图像分割成数个网格单元;使用当前目标中心坐标所属的网络单元即特征上的锚框来预测当前目标,并输出预测特征图。
1.3本文研究及结果本文以零件为研究对象,通过对机器视觉检测成像的研究,搭建一组基于机器视觉的检测装置。
本文研究内容主要分为两个部分:机器视觉成像系统和零件表面缺陷检验结果与分析。
第二章YOLOv5算法的应用2.1 YOLOv5模型YOLO模型是一种快速的对象检测模型,与同期的出现网络模型相比,在同等空间尺寸下更加强大,且随着模型的迭代演变,模型的检查也更加稳定。
第38卷第1期2021年1月吉林化工学院学报JOURNAL OF JILIN INSTITUTE OF CHEMICAL TECHNOLOGYV〇1.38No.lJan.2021文章编号:1007-2853 (2021) 01 -0058-05基于机器视觉的钢珠直径测量系统设计李百明(闽南理工学院工业机器人测控与模具快速制造福建省高校重点实验室,福建石狮362700)摘要:为提高中小企业钢珠直径检测效率、降低资本投人,提出一种基于机器视觉的钢珠直径测量方法.给出了系统的工作原理,对核心硬件进行了选型设计,搭建了实验平台.设计的系统用于测量直径为6 mm和8 mm的钢珠时,其标准差均小于等于0.007 mm,重复性精度接近0.023 mm;测量直径为6~8 mm不同尺寸的钢珠时,系统的线性度理想.实验结果表明:该系统可以对钢珠精度等级在G100级及以下的 钢珠进行高精度、非接触式检测.关键词:钢珠;直径;机器视觉;测量;非接触中图分类号:TP391 文献标志码:A DOI: 10.16039/22-1249.2021.01.012轴承是一种重要的标准件,它的质量与精度 直接影响机械设备的寿命与性能,而钢珠是轴承 里的一个重要零件,又直接影响着轴承的加工精 度,因此,对钢珠精度的检测至关重要[1_2].在对钢 珠精度进行评价的指标中,钢珠直径尺寸是其重 要的检测参数.目前,大多数中小企业为减少固定 资本投人,普遍采用人工结合千分尺对钢珠直径 进行接触式测量,其测量原理简单、使用方便,易于掌握,但是会对钢珠表面造成一定损伤、检测速 度慢、效率低、出错率高,难以实现自动化和实时 在线检测.因此,研究一种检测速度快、效率高、在 线的非接触式钢珠直径检测方法显得尤为重要.现有的非接触式钢珠直径检测法主要有电感 传感器检测法、超声波检测法和激光扫描检测法 等.电感传感器检测法利用被测量磁路磁阻的变 化引起线圈电感量变化来实现对直径的测量[3];该方法测量精度高、结构简单,但是灵敏度、线性 度和测量范围相互制约,电路复杂,容易产生一些 误动作.超声波检检测法通过检测反射波的强弱 和传播时间来计算钢珠的直径;该方法检测精度 高,但当钢珠直径较小时,可能出现二次底波高于 一次底波的情况.激光扫描检测法[4]利用连续的 激光束对钢珠进行高速扫描,实现直径的测量;该 方法操作简单、分辨率高,但是温度变化对系统的 稳定性影响很大,成本高.机器视觉是一门新兴的学科,随着电子、光学 和计算机技术的不断完善,它在工业制造中得到 了迅速的发展和应用_机器视觉就是给机器装上 视觉装置,利用计算机来模拟人的视觉功能,用机 器代替人眼实现对客观事物的测量、检测和识 别[5_8];该方法测量精度高、速度快,实时性好等 特点.因此,为了提高检测效率、保障检测精度、降 低企业成本,本文将机器视觉技术应用于钢珠的 直径检测,以碳钢材质、等级在G100级及以下的 钢珠为检测对象,设计了一款基于机器视觉的钢 珠直径测量系统,该系统具有成本低、效率高、线 性度好、重复性精度高等特点.1系统工作原理基于机器视觉的钢珠直径测量法分为两种形 式:一种是线阵CCD检测法[9],该方法利用照明 系统将钢珠均匀照明后,经光学成像系统成像于 线阵CCD上,再由数据采集电路完成直径信息的 提取;该方法的特点是检测精度很高,但若要获取 二维图像必须配以机械扫描机构和A/D采集卡,增加了系统的复杂性和成本、且检测速度受限.另 外一种是面阵相机检测法,该方法可以直接采集 到二维图像、检测速度快.为提高检测效率,本文 采用面阵相机进行非接触测量.收稿日期:2020-09-27基金项目:工业机器人测控与模具快速制造福建省高校重点实验室项目(闽教科〔2017〕8号)作者简介:李百明(1984-),男,黑龙江海伦人,闽南理工学院讲师,硕士,主要从事现代检测技术方面的研究.第1期李百明:基于机器视觉的钢珠直径测量系统设计59本文设计的基于机器视觉的钢珠直径测量系 统由光源、镜头、摄像机、试验台、支架、计算机、halcon图像处理软件等部分组成,测量平台的总 体结构如图1所示.钢珠直径测量系统的工作原理是将待测钢珠 放在试验台上,光源从待测钢珠的上方照射,当手 动触发采集按钮后,摄像机负责采集钢珠的图像 信息并发送给计算机;计算机通过halcon图像处 理软件对采集到的图像进行处理,从中提取出直 径特征,计算出被测钢珠的直径尺寸;测量结果以 文本形式保存到计算机中,并通过显示窗口显示 出测量的数值.图1测量平台结构设计示意图2硬件系统选型2.1照明系统照明系统的好坏直接影响采集图像的质量,对后续处理和测量结果产生直接影响,甚至导致 测量结果不可信.因此,照明系统是整个钢珠直径 测量系统设计成败的关键因素[1(11.照明系统的主 要目标是选择合适的光源以某种方式将光线投射 到被测钢珠上,突出被测特征部分与背景的对比 度.机器视觉系统中使用的光源主要有高频荧光 灯、光纤卤素灯、疝气灯和LED光源四种.高频荧 光灯的优点是扩散性好、适合大面积均匀照射;缺 点是响应速度慢、亮度较暗;光纤卤素灯的优点是 亮度高;缺点是响应速度慢,几乎没有光亮度和色 温的变化;疝气灯的优点是亮度高、常用于汽车大 灯;缺点是发热较大、成本高、穿透能力不强;LED 光源的优点是寿命长、成本低、响应速度快、波长 可选、可组合成不同的形状;缺点是亮度比卤素 灯、疝气灯略差.根据光源照射方式的不同,照明 系统可分为:前向照明、背向照明、频闪光照明和 结构光照明等.其中,前向照明是指将光源和摄像机放于被测物同侧,安装方便;背向照明是将被测 物置于摄像机和光源之间,能够得到高对比度的 图像;频闪光照明是利用高频率的光脉冲对被测 物体进行照明,要求相机的拍摄速度与光源频闪 速度同步;结构光照明是指先将光栅或线光源等 投射到被测物体上,再根据它们的失真解调出被 测物体的三维信息.本系统初期的检测目标是钢珠的直径尺寸,后期还将对钢珠表面的缺陷进行研究;另外,待测 钢珠的材料为金属,对光的反射比较严重,为提高 钢珠边缘的对比度,降低噪声干扰,应采用光线柔 和的光源[11 .因此,为保证测量系统的延续性,综 合成本及效果,本文选用环形蓝色的LED光源进 行前向照明.2.2摄像系统摄像系统由相机和镜头两部分组成.当前工 业相机的主要成像器件分为CCD和CMOS两个 类别.CCD的优点是成像清晰,分辨率高;缺点是 价格较贵、功耗高;CMOS的优点是功耗低,价格 低廉;缺点是成像质量不如CCD.本系统考虑到项目的检测要求,选用了深圳 迈德威视科技有限公司生产的MV-GED500C/M-T型CCD摄像机,摄像机的主要参数如表1所示. 根据摄像机到工作面的距离,镜头选用通用的 CCTV镜头,焦距为6~60mm,接口为C S接口.表1MV-GED500C/M-T型C C D摄像机的主要参数型号MV-GED500C/M-T最大像素2448HX2048V靶面尺寸2/3英寸帧率9FPS(最大像素)像元尺寸 3.45 (xmx3.45 (xm传感器CCD数据接口GigE工作温度0-50T:镜头接口CS接口最大增益323检测实验及结果分析本文以工业机器人测控与模具快速制造省级 重点实验室为依托,搭建了如图2所示的钢珠直 径检测系统.为降低振动对测量精度的影响,将整 套系统置于精密的光学隔振平台上.检测系统的 软件界面由VS2013平台设计,钢珠直径的测量60吉林化工学院学报2021 年次测量,测量结果如表3所示.由表3可知,6.00 mm 钢珠10次测量的平均 尺寸为654.2个像素,每个像素所对应的实际尺寸为9.172 p m /像素,测量的绝对误差范围为960〇----2----:----1----s ----212 p m ,平均绝对值误差为5.6 p m ,直径标微陳准差为7.0 j m .图4为采用设计的测量系统测量图38 mm 钢珠直径测量的重复性 6.00 mm 钢珠直径时的重复性精度•表3 6m m 钢珠直径测量数据序号12345678910像素值654.5654655.5654653.5655654653.5653654.5从图4可知,该系统在相同条件下多次测量 的差值接近0.023 mm ,这意味着该系统用于测量同一 6.00 mm 钢珠时,其直径的最大值和最小值6.00 mm 钢珠直径的重复性精度接近0.023 mm ,由功能强大的halcon 软件完成.检测系统组装调 试好后,本文对系统的重复性精度和线性度进行 了测试.本实验所用钢珠样品均为碳钢材质、精度 等级G 100、允许误差±12.5 p m ,硬度为55°.3.1系统的标定相机拍摄到的钢珠图像是以像素为单位的, 要得到待检钢珠的实际尺寸,需要将像素尺寸转 换成长度尺寸,这个过程即为对系统的标定.在机 器视觉测量系统中,标定是保证系统高精度和稳 定性的前提和基础[m3].由于实际镜头与理想镜 头差别较大,其物像关系无法用光学成像公式进 行精准的描述,所以本测量系统中采用了试验的 方法进行标定.其具体过程是先对已知直径尺寸 为^的标准钢珠进行成像,并得到该钢珠的像所 占CCD 的像素个数为~由此可知每个像素对应 的标定系数&d 式中表示一个像素所对应的实际尺寸沁:表示标准钢珠的直径尺寸,单位为表示标准钢 珠的像所占的像素个数.3.2重复性精度测试为了检测系统的重复性精度,在整个系统所 处环境基本保持不变的前提下,采用相同的测量 方法对直径为8.00 mm 的钢珠进行多次测量,测 量结果如表2所示.图2钢珠直径检测平台k _-(1)表2 8m m 钢珠直径测量数据序号12345678910像素值927928.5929928927.5928927927.5928.59265由表2可知,8.00 mm 钢珠10次测量的平均 尺寸为927.8个像素,每个像素所对应的实际尺 寸为8.623 pm /像素,测量的绝对误差范围为 2 |xm ~ 11 (xm ,平均绝对值误差为5.4 (xni ,直径标 准差为6.8 pm .图3为采用设计的测量系统测量8.00 mm 钢珠直径时的重复性精度.8.020「8.011从图3可知,该系统在相同条件下多次测量 同一 8.00 mm 钢珠时,其直径的最大值和最小值 的差值接近0.022 mm ,这意味着该系统用于测量8.00 mm 钢珠直径的重复性精度接近0.022 mm , 能够满足检测精度的要求.类似地,在相同测量系统参数设置和环境下, 采用设计的系统对直径为6.00 mm 的钢珠进行多.001.9818.7.第I期李百明:基于机器视觉的钢珠直径测量系统设计61600 -----------------1------------------1-----------------15.86.67.48.2直径/mm图5钢珠线性拟合曲线从图5可知,R的平方等于0.996 8,近似等于1,说明拟合直线和实际数据之间的拟合度非常高,这表明当被测钢珠的直径在6~8mm时,系统的线性度理想,能够保证被测钢珠的测量精度.4结 论针对国内中小企业在检测钢珠直径尺寸时的现状,提出了一种基于机器视觉的钢珠直径测量方法.在该方法中,完成了照明系统和摄像系统的选型设计,实现了对钢珠直径尺寸的测量.实验结果表明,设计的基于机器视觉的钢珠直径测量系统在测量精度等级为G100,直径为6mm和8m m的钢珠时,测量的标准差均小于等于0.007 mm,重复性精度接近0.023 mm.该系统的重复性精度 高、且在测量6~8mm之间不同规格的钢珠时,系统的线性理想,测量精度能够达到微米级别,设计成本低,完全可以满足钢珠直径精度在G100及以下级别的高精度、非接触、实时检测任务,能够为中小企业在提高检测效率的同时降低人工成本和管理成本,可以得到广泛的应用.参考文献:[1]何加群.中国工业强国战略和轴承产业[J].轴承,2015( 1) :55-63,[2]吴秀东,李东兴,长晓刚,等.基于Halcon的钢球表面缺陷检测系统设计[J].轴承,2018( 10) :53-58.[3]陈育中.基于电感传感器的钢珠直径分选器设计[J].电子设计工程,2011,19(2) :62-65.[4]黎明敏.基于激光技术的钢珠形状检测系统的研究[D].西安:长安大学,2013.[5]郭静,罗华,张涛.机器视觉与应用[J].电子科技,2014,27(7) :185-188,[6]尹仕斌,任永杰,刘涛,等.机器视觉技术在现代汽车制造中的应用综述[J].光学学报,2018,38(8) :08!5001,[7]万子平,玛丽莎,陈明,等.机器视觉的零件轮廓尺寸测量系统设计[J].单片机与嵌人式系统应用,2017( 12) :32-58.[8]王健,胥燕军,汪力,等.机器视觉在钢轨磨耗检测中的应用研究[J].铁道标准设计,2014,58(9):36-39.达到了检测精度的要求.从图3和图4可以看出, 该系统用于测量6mm钢珠直径的重复性精度要 比测量8mm钢珠时稍大,造成这种精度下降原 因是:6mm钢珠和8mm钢珠都是在相同测量系 统参数设置和环境下测量的,而测量系统的参数 是以8mm钢珠为参照进行设定的;系统在测量不 同规格钢珠尺寸时,需要调整镜头的焦距即光学 系统的工作距离,因为该位置可能不是用于测量 6mm钢珠的最佳位置.在实际测量中,一般钢珠 生产企业在生产不同规格的钢珠时会采用不同的 生产线,所以不会产生这种误差.| 6.000I•j i] 5.9895.960图4 6 I次数/次钢珠直径测量的重复性3.3线性度测试本文在规定的时间内,用钢珠直径测量系统 分别对直径从6~ 8mm之间的标准钢珠进行测 量,测量结果如表4所示.表4不同直径的钢珠测量结果序号1 2 34567 8/m m 6.00 6.35 6.756.957.007.507.958.00像素值654.2 704.4 756.5779785843913.5 928.1依据表4数据,做出钢珠直径测量的拟合曲 线,如图5所示.1000r900R2=0.996880070062吉林化工学院学报2021 年[9]孙亭玉.钢珠分检控制系统设计[D] •长春:长春理工大学,2013.[10]李红钢.基于机器视觉的某型药筒零件难测量尺寸测量系统研究[D].太原:中北大学,2014.[11]余俊荣,孟宪臣,潘丰.基于机器视觉的手机电池检测系统的设计[J].江南大学学报(自然科学版),2014,13(1):23-28.[12]卢清华,许重川,王华,等.基于机器视觉的大幅面陶瓷地砖尺寸测量研究[J].光学学报,2013,33(3) :0312004.[13] YANG BOWEN, ZHANG LIYAN, YE NAN et al..Camera calibration technique of wide-area visionmeasurement [J]. A cta Optica Sinica,2012,32(9) :0915001.Design of Diameter Measurement System for Steel BallBased on Machine VisionLI Baiming(Provincial Key Laboratory of Industrial Robot Measurement and Control, Rapid Die Manufacturing Minnan University of Science and Technology,Fujian Shishi 362700,China)Abstract:order to improve the efficiency of steel ball diameter detection in small and medijxm-sized enterprises and reduce the investment of capital,a m ethod of steel hall diameter measurement based on machine vision was presented.First,the working principle of the system was given;secondly,the core hardware was designed and the hardware parameters were given;finally,the experimental platform was built.W hen the designed system was used to measure steel ball w ith diameter of6 m m and 8 mm,the standard deviation is less than or equal to0.007 mm,and the repeatability precision approaches0.023 mm.The linearity of the system is ideal w hen measuring the diameter of steel ball from 6 to 8mm.The experimental results show that the system can be used for high-precision and non-contact detection of steel balls of grade G100 or below.Key words :steel ball;diameter;machine vision;measurement;non-contact。
基于机器视觉的零件尺寸测量系统设计
作者:王保军
来源:《电子技术与软件工程》2017年第04期
摘要设计了一套基于机器视觉的零件尺寸在线测量系统。
完成了硬件设备的选型和平台的搭建;采用Matlab语言实现了图像处理算法;采用Matlab GUI完成了测量系统软件的设计。
实验结果表明:测量系统的测量精度可以达到2um以下,满足零件尺寸在线检测要求,具有很好的应用前景。
【关键词】机器视觉 Matlab 图像处理尺寸测量
在工业生产中,测量是进行质量管理的手段,是贯彻质量标准的技术保证。
机械零件的尺寸检测作为产品加工的一个关键环节,其检测结果不仅影响产品的质量,而且对后续零件的再加工和装配产生决定性的作用。
目前,常规的零件尺寸测量手段主要采用游标卡尺、激光测量仪和轮廓仪等完成检测环节。
以上零件尺寸测量方法要么受测量工具限制,其测量精度有限;要么检测仪器过于昂贵且操作复杂,同时其准确率往往受人为因素的影响。
鉴于当前机器视觉技术的快速发展以及其在工业检测方面的成功应用,论文构想利用摄像机替代人眼,让计算机替代人脑,从而研制出一套针对零件常规尺寸的自动化测量系统。
1 系统概述
在充分遵循系统的完整性、可靠性、经济性和实时性等原则的基础上,本文设计出了一套基于机器视觉的零件常规尺寸测量系统。
该测量系统主要由图像摄取、图像处理、图像特征提取和分析、图像常规尺寸测量和结果输出几部分组成。
其工作原理图如图1所示。
2 硬件设计
基于机器视觉的零件常规尺寸测量系统的硬件主要包括:照明装置、摄像机、计算机和透明工作台。
各部件的主要功能是:照明装置主要为零件图像采集提供合适的光照环境;摄像机用来采集零件数字图像并传送到计算机,然后保存为相应图片格式;计算机通过系统软件实现对零件图像的预处理、边界提取、特征提取、相机标定和常规尺寸计算;透明工作台用来承载被测零件。
3 算法设计
图像处理算法对机器视觉测量系统会产生决定性的影响。
为了能满足零件尺寸测量的要求,针对零件产品图像的特点,我们设计了一套合理的图像处理算法流程。
其流程图如图2所示。
首先对获取的零件图像进行预处理,包括图像灰度化、图像去噪、图像分割和边界提取;然后提取零件的几何特征;最后通过对系统的标定,实现了零件图像常规尺寸的测量和结果显示。
3.1 图像预处理
3.1.1 图像灰度化
经过摄像机采集到的零件图像是24位真彩色RGB图像,该图像中的每个像素由R、G、B三个分量决定,而灰度图像的每个像素由一个值确定。
为了减少后续操作过程中的计算量,需要对采集到的零件图像进行灰度化处理。
3.1.2 图像去噪
采集系统获取的待检零件图像由于受照明程度、环境温度、电源变化、电磁辐射和振动等随机因素的干扰,图像会包含大量的噪声,表现为图像模糊、失真和大量斑点等。
为了消除和抑制噪声对零件图像后续处理的影响,必须对图像进行滤波处理。
由于中值滤波既能消除噪声又能保持图像的细节,符合本系统检测的需求。
3.1.3 图像分割
在所采集到的零件图像中,我们只对零件区域本身感兴趣,对于图像中的其他要素则要尽量消除。
图像分割就是指把图像分成各具特性的区域,并提取出感兴趣目标的技术和过程。
经过大量的实验验证,本文采用迭代阈值分割法实现对零件图像的分割,达到了预期的处理效果。
3.1.4 边界提取
轮廓是对物体形状的有力描述,对图像分析和识别十分有用,而通过边界提取算法就可以得到物体的边界轮廓。
目标图像边界提取的方法很多,主要包括链码表示法、标记图法以及多边形近似法等。
论文采用8连通链码法对待测零件进行了边界提取,为后续零件尺寸的检测奠定了很好的基础。
3.2 图像分析
3.2.1 特征检测
要测量零件的尺寸,首先应该检测出零件所包含的直线和圆等基本的几何特征。
目前常用的几何特征检测方法有Hough变换法、拟合法和模板匹配法等。
本文采用最小二乘法实现了对直线和圆的拟合,其拟合具体过程如下:
(1)采用最小二乘法实现对直线的拟合。
(2)采用最小二乘法实现对圆和圆弧的拟合。
采用最小二乘法对圆和圆弧的拟合过程与直线的拟合求解过程类似。
设所求拟合圆的方程为:。
根据最小二乘法应满足的条件,可以求出拟合圆的三个参数:u、v和r。
这样,通过基于最小二乘法的直线和圆拟合方法,可以顺利检测到直线和圆弧几何特征,为后续零件尺寸的测量奠定了基础。
3.2.2 系统的标定
相机拍摄到的图像是以像素为单位的,要得到待检零件的实际尺寸,需要将像素尺寸转换为长度尺寸,这个过程称为系统的标定。
本文使用0级精度量块,采用二次标定法实现了对系统的标定过程。
被测零件的实际尺寸L与像素尺寸N之间应满足如下关系式:L=KN+b
式中,b为系统误差,K为标定系数;
在摄像机固定的情况下,求取参数K和b值的具体步骤如下:
(1)在被测位置放置一长度为L1的标准量块;
(2)对标准量块进行扫描、处理,得到对应的像素尺寸N1;
(3)在被测位置放置另一长度为L2的标准量块,重复步骤2,得到对应像素尺寸N2;
(4)求取参数值:
4 软件设计
本着稳定、可靠、合理、高效、简洁和易于操作的原则,我们采用面向对象的Matlab程序语言,实现了基于Matlab GUI的测量系统软件的设计。
本测量系统软件主要包括用户登录模块、文件管理模块、图像处理模块、参数设置模块、数据浏览模块和帮助模块等。
其中,用户登录模块可以完成用户的注册、登陆、密码修改和账号管理;文件管理模块主要包括待测零件图像的打开、关闭和保存等功能;图像处理模块不仅
包含文中所涉及到的算法,还增加了其他算法功能;参数设置模块可以实现对摄像机、零件和图像参数的设置;数据浏览模块可以完成对实时数据、历史数据和操作记录的查看;软件帮助模块主要用来说明软件的使用和系统的更新问题。
5 实验结果
为了验证测量系统的适应性、稳定性和可靠性,本文选用工作面距离为1.49mm的0级量块和直径为2.03mm的标准环规对系统进行了可靠性测试。
实验的测量结果如表1所示。
采用概率与数理统计的方法对测量结果进行了处理。
由处理结果可以看到,采用本测量系统,其测量精度可以达到微米级,可以满足在线实时测量的需要。
6 结论
作者设计了一套基于机器视觉的零件几何尺寸在线检测系统,克服当前人工检测的不足,提高了产品的检测精度。
同时,完成了系统硬件、软件和图像处理算法的设计。
实验结果表明:该测量系统的测量精度可以达到2um以下,满足零件尺寸非接触在线测量要求,具有很好的应用前景。
参考文献
[1]王保军.基于机器视觉的药瓶封装缺陷检测系统研究[D].沈阳:东北大学(硕士学位论文),2014.
[2]李岩,花国梁.精密测量技术[M].北京:中国计量出版社,2001.
[3]章毓晋.图像工程(上册)——图像处理和分析[M].北京:清华大学出版社,1999,5-120.
[4]张铮,王艳平,薛桂香.数字图像处理与机器视觉[M].北京:人民邮电出版社,2012(12):63-160.
作者简介
王保军(1988-),男,山西省忻州市人。
硕士研究生学历。
现为山西机电职业技术学院助理讲师。
主要研究方向为基于机器视觉的零件在线检测。
作者单位
山西机电职业技术学院山西省长治市 046000。