冷镦钢
- 格式:ppt
- 大小:296.50 KB
- 文档页数:12
冷镦钢和螺栓用钢一、前言冷镦钢盘条的钢种一般为低,中碳优质碳素钢和合金结构钢。
冷镦钢冷成型性能良好,在机械加工行业用冷拔代替热轧材冷切削机加工,这种工艺的优点是在节约大量工时,同时金属消耗可以降低10%~30%,而且产品尺寸精度高、表面光洁度好和生产率高,是近10年来兴起的较先进的机械加工工艺。
它主要用制造标准件,非标准紧固件及各种机械零件,如螺栓、螺母、螺钉、插销以及汽车、电气设备专用件,是目前发展迅速,应用范围广泛的一种高效品种。
根据钢材的使用状态,可将冷镦钢分为非热处理型、表面硬化型和调质型之类。
大陆宝钢、马钢和湘钢从20世纪90年代开始开发冷镦钢。
据资料表明,冷镦钢市场2006年全国紧固件需求量达到600万吨,2007年需求量预将增至700~800万吨,其中汽车紧固件用中、高档冷镦钢超过150万吨。
二、冷镦钢的生产发展近几年来,大陆开发的冷镦钢品牌在增加,产量在增长,质量在改进。
如宝钢:SWP CH35K、SWR CH22A、SCM435;湘钢:XSWR CH10K、SWR CH35KC、SWR CH6A;杭钢:ML35、CH35ACR;武钢:35;包钢:ML35、SWRM12;太钢:C35、ML20MnTiB;刑钢:SWRCH35K等等品种。
显然,冷镦钢的开发生产已经形成了一定量和规模。
冷镦钢盘条用线材的典型用途是制作螺栓,其强度范围大,从抗拉强度Rm400 Mpa到1200 Mpa以上,且形状多,需求量大。
三、镦钢的生产工艺(一)冷镦钢主要成分钢中碳含量一般按中下限控制为宜。
钢中矽含量超过0.10%,随矽含量增加,钢的抗拉强度、硬度有所提高,但延伸率、断面收缩率下降更显著,不利于冷变形。
钢中锰含量适中,可改善钢中碳的存在形态和分布,有利于提高钢的冷成型性。
主要冷镦钢的牌号和成分见表1。
(二)冷镦钢的生产现在大陆已形成了以宝钢和马钢为龙头的一大批冷镦钢生产企业;以宝钢和马钢的冷镦钢生产工艺流程为例。

冷镦模具和冷镦钢及模具材料随着工业和制造业的不断发展,越来越多的工厂和企业开始采用冷镦加工技术。
而冷镦加工中的模具是至关重要的一个组成部分,对于产品的精度和质量有着至关重要的影响。
本文将从以下三个方面详细介绍冷镦模具、冷镦钢及模具材料。
一、冷镦模具冷镦模具,又称为钢材模具,指的是用于冷镦加工的模具。
冷镦加工是指在室温下,利用模具对金属材料进行冷加工变形的一种工艺。
由于冷加工的温度比热加工低,可以保证产品的强度和硬度更高,而且在加工过程中不需要加热处理,节能环保。
由于冷加工的变形量比较大,因此需要使用高硬度、高强度的钢材制作模具。
冷镦模具的种类很多,通常分类有以下几种:1.普通冷镦模具:适用于加工普通材料,使用寿命较短。
2.合金冷镦模具:适用于加工高强度材料和特殊材料,使用寿命较长。
3.精密冷镦模具:适用于加工精密零件,加工精度更高。
4.复合冷镦模具:由多个模块组成,适用于加工复杂形状和大批量生产。
冷镦模具的制造过程复杂,通常需要经过多道加工工艺和不同类型的热处理。
制作过程中需要考虑材料的热膨胀系数、热传导系数、变形和断裂等性能。
合理设计模具结构,采用优质钢材,能够极大地提高冷镦模具的使用寿命和工作效率。
二、冷镦钢冷镦钢是一种适用于冷加工的钢材种类,主要材质包括碳素钢、合金钢、不锈钢和高速钢。
相比于热加工钢,冷镦钢的强度和硬度都要更高,适合于制造高质量的机械零部件。
冷镦钢的分类较多,常见的有:1.普通碳素钢:强度和硬度适中,适用于一般机械零部件。
2.低合金钢:加入适量的合金元素,能够更好地提高钢材的强度和硬度。
3.高速钢:添加大量的合金元素,具有较高的切削刃性能。
4.不锈钢:具有耐腐蚀性,常用于生产厨具和餐具等。
在制作冷镦模具时,选择合适的冷镦钢材料是非常重要的。
不同的冷镦材料具有不同的力学性能和加工性能,因此需要根据不同的加工要求选择一种最适合的冷镦钢材料。
三、模具材料模具材料是制造模具的基础材料,根据模具的使用要求和加工环境不同,模具材料也会有所不同。

冷镦钢的技术要求
冷镦钢盘条一般为低、中碳优质碳素结构钢和优质合金结构钢,用来冷镦
成型制造各种机械标准件和紧固件。
合格的冷镦钢线材盘条必须满足以下要求。
1、化学成分
对于合金结构钢而言,O、P、S容易造成夹渣物,造成冷顶锻裂纹,所以
应以中下限为宜。
2、表面质量
冷镦钢盘条要求很严,尺寸公差为±0.15mm;不圆度≤0.10mm;表面裂纹、划痕最深≤0.07mm。
3、脱碳
冷镦钢盘条直径≤14mm,铁素体全脱碳层深度≤0.015mm,不完全脱碳层总深度≤0.10mm;直径16-24mm,铁素体全脱碳层深度≤0.02mm,不完全脱碳层总深度≤0.12mm;直径27-42mm,铁素体全脱碳层深度≤0.03mm,不完全脱碳层总深度≤0.15mm。
4、非金属夹杂
冷镦钢盘条要求B类夹杂物距表面2mm之内应不大于15μm。
B类和D类夹杂物一般控制在2级内。
5、金相组织
金相组织为铁素体+粒状珠光体。
理想的组织是珠光体晶粒大小相近并均匀地分布在铁素体基体上。
6、低倍组织
冷镦钢盘条低倍不应有缩孔、分层、白点、裂纹、气孔等缺陷,对中心疏松、方框偏析不允许大于2级。
7、晶粒度
10.9级以上螺栓晶粒度在7-8级较佳,保证成品强度外,其余级别冷锻钢线材的晶粒度可控制在5-7级。
8、冷镦性能
冷镦钢盘条的断面收缩率应不小于50%、屈强比应不大于70%,同时冷加工强化系数越低越好,这样不易产生加工硬化。

2023年冷镦钢行业市场前景分析冷镦钢是指在室温下利用冷镦机将钢材加工成各种形状的金属制品,广泛应用于汽车、航空航天、电子、电力、建筑等领域。
目前,随着我国制造业的逐步升级和转型,对高品质钢材的需求日益增加,冷镦钢市场前景广阔。
下面就冷镦钢行业市场前景进行分析。
一、政策支持助推产业升级国家对于钢铁行业的治理力度不断加强,将不符合环保要求的企业进行淘汰。
同样的,对于冷镦钢行业也要求严格,要推动行业的转型升级,促进绿色、环保型企业的发展。
政策的支持有助于行业顺利发展,使得企业能够更好地调整经营策略,提高产品质量,拓展产业布局。
网络销售、铁路物流等政策的落实,也将对行业市场前景起到积极推动作用。
二、需求持续攀升随着我国经济环境的不断发展,对于钢材的需求不断增长。
冷镦钢具有高强度、高精度、高可靠性等特点,能够满足不同领域的需求。
特别是汽车、建筑、电子等行业中,对于冷镦钢的需求迅速增长。
其中,汽车行业占有很重要的地位,预计未来几年会持续增长,驱动冷镦钢行业市场加速升级。
三、质量不断提高在行业发展进程中,不少企业加大了技术研发力度,以提高产品质量、降低生产成本。
同时,行业技术水平也有了明显提高,研发出来的冷镦钢更加符合市场需求,能够满足客户对高标准、高品质的需求。
而且,行业竞争加剧也促进了企业的互相比较、学习、借鉴,使得不同企业之间的技术水平大幅度提高。
四、还有发展空间总体而言,冷镦钢行业目前处于快速崛起过程中,它的发展远未到达饱和,仍有发展的空间。
未来几年靠着国家对制造业的支持和各主要行业对高品质钢材的需求加速增长,冷镦钢行业市场将进一步扩大,市场销售额将会更加稳步增长。
综上,冷镦钢行业市场前景具有很好的发展潜力,未来的趋势也将越来越明显。
但行业内的企业仍然需要致力于提高产品质量,降低生产成本,以适应更为激烈的市场竞争。

各种冷镦钢热处理力学性能一览表表1表面硬化型盘条热轧状态的硬度及试样的力学性能牌号a 规定塑性延伸强度Rp0.2MPa不小于抗拉强度RmMPa断后伸长率A%不小于热轧状态布氏硬度HBW不大于ML15Al260450~75014143 ML15260450~75014—ML20Al320520~82011156 ML20320520~82011—ML18Mn300500~80012—ML20Mn340540~84010—ML15Cr400650~100012—ML20Cr490750~11009—注:试样毛坯直径为25mm;公称直径小于25mm的盘条,按盘条实际尺寸。
a表中未列牌号,供方报实测值,并在质量证明书中注明。
表2表面硬化型盘条推荐的热处理制度牌号a 渗碳温度b℃直接淬火温度℃双重淬火温度℃回火温度c℃心部淬硬表面淬硬ML15Al880~980830~870880~920780~820150~200 ML15880~980830~870880~920780~820150~200 ML20Al880~980830~870880~920780~820150~200 ML20880~980830~870880~920780~820150~200 ML18Mn880~980830~870880~920780~820150~200 ML20Mn880~980830~870880~920780~820150~200 ML15Cr880~980820~860860~900780~820150~200 ML20Cr880~980820~860860~900780~820150~200注:表中给出的温度只是推荐值,实际选择的温度应以性能达到要求为准。
淬火剂的种类取决于产品形状、冷却条件和炉子装料的数量。
a表中未列牌号,供方报实测值,并在质量证明书中注明。
b渗碳温度取决于钢的化学成分和渗碳介质,一般情况下,如果钢直接淬火,不宜超过950℃。
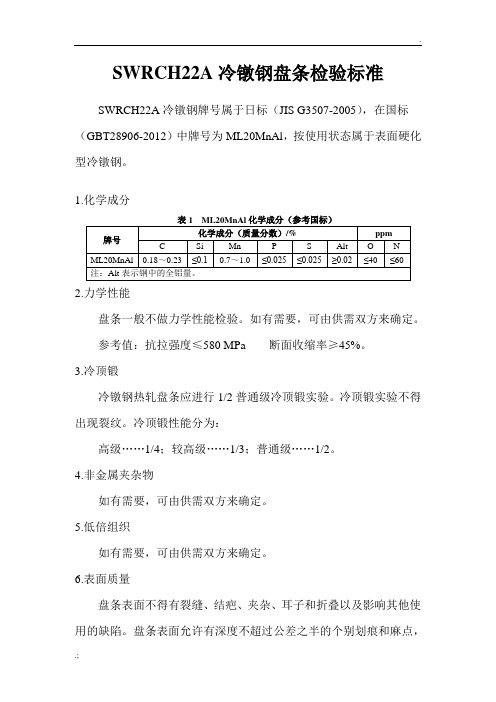
SWRCH22A冷镦钢盘条检验标准SWRCH22A冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML20MnAl,按使用状态属于表面硬化型冷镦钢。
1.化学成分
表1 ML20MnAl化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤580 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,
以及深度不超过0.1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。
冷镦钢CH1T生产工艺实践摘要:本文主要介绍了韶钢冷镦钢CH1T的工艺流程,炼钢、轧制过程的控制要求。
同时针对生产过程中存在张力控制不稳定以及母材存在粗晶无法满足客户使用要求的问题,结合理论分析了其产生的主要原因,通过优化加热温度、过程控制温度以及预精轧区域的料型,有效解决了上述问题。
关键词:冷镦钢;粗晶;温度1、前言冷镦钢CH1T属于工业纯铁的一种,主要用于深冲成型。
由于其有害元素低、钢质纯净度高、材质柔软,韧性极好,可以冲压成极复杂的形状,被广泛用于制造汽车、工程机械及玩具的空心铆钉以及箱包中空铆钉等冲压件、锻压件及变形量大的异形件和电磁阀门垫片等电子元件。
2016年韶钢根据客户需求,开始研发用于制作中空铆钉的冷镦钢CH1T,经过几轮试制后开始批量生产。
2、生产工艺流程及要求2.1生产工艺流程冷镦钢CH1T的生产工艺流程为:高炉铁水→(混铁炉)→铁水脱硫预处理→120t转炉冶炼→LF炉精炼→RH炉精炼→2#连铸机连铸→铸坯堆冷→坯料检验、清理→钢坯冷装加热炉加热→炼轧厂一高线控轧控冷→精整→检验→打包→称重→入库。
2.2技术要求2.2.1 化学成分由于中空铆钉的空心部位受压产生膨胀和翻边,其翻边过程类似于薄板的扩孔及翻边成型过程,其空心部位的外缘受力及变形最大,故对材料的成型性能要求很高。
根据这一特性设计钢的熔炼成分见表1。
表1 CH1T超低碳冷镦钢熔炼成分要求(单位:%)钢中残余元素要求:Cr≤0.04%、Ni≤0.020%、Cu≤0.020%、As≤0.015%、Sn≤0.015%2.2.2冶炼、连铸控制要求铁水须经深脱硫预处理,预处理后铁水[S]≤0.005%,且须扒干净脱硫渣。
钢包要求上一炉钢不添加Cr、Ni、Cu、Mo元素。
转炉终点控制要求[C]:0.03~0.06%、[P]≤0.012%。
转炉出钢脱氧合金化:加锰铁合金化;加碳粉和铝铁脱氧;加适量石灰渣洗。
LF采用小渣量精炼,加石灰和合成渣造渣,用石灰和萤石球调整渣的流动性。
经验探讨眉律敏I刻前氣韦宝祖1韦耀班電程建男转M L08A1冷镦钢属低碳低硅铆螺钢,主要应 用在工程建筑、机械制造、车辆船舶及家用电 器等领域。
M L08A1冷镦钢的生产工艺要求比较 高,除碳质量分数允许偏差0.02%、Mn质量分 数允许偏差0.1%等化学成分要求严格外,还要 求具有良好的塑性和表面质量,冷顶锻性能稳 定,夹杂物含量低。
近年来,柳钢生产M L08AI-1G连铸过程中问题集中在中包渣面结 盖严重、塞棒失控、衔接炉钢水可浇性差等方 面,导致中包包龄达不到预期目标。
本文分析 原因并提出优化措施。
原因分析连铸过程中包渣面结盖严重M L08A1-1G钢中含铝较高,A1与Si02反应 降低中包渣中Si02含量,导致中包渣碱度升高。
其化学反应式为:AP+Si02—Al^+Si'其次,生产该钢种中包使用了碱度较高的碱性覆盖剂。
上述两个因素最终导致了连铸过程中包渣面结 盖,排渣不顺,严重时会与塞棒粘连在一起,造成塞棒失控。
中包塞棒失控除上述情况外,塞棒渣线部位和头部不耐 侵蚀也是造成塞棒失控的因素。
目前柳钢方坯1号连铸机使用的1 320塞棒(结构见图2),渣 线部位长度为250 m m,宽度140 m m,头部三段 弧形半径分别为26 m m、172 mm和272 m m。
实 际连铸过程,由于渣线部位长度不够,当中包 液面长时间波动大,往往会出现塞棒非渣线部 位受侵蚀严重而断裂,或者塞棒头部设计尺寸 不合理而容易被侵蚀掉的情况,导致无法实现 塞棒自动控制拉速的工况。
衔接炉钢水可浇性差实际连铸过程中考虑到起机顺行,中包包 龄前几炉会先排产不控铝钢种Q195-1G。
该钢 种脱氧制度远弱于M L08A1-1G,钢中氧质量分 数也高(20 ~ 30) x 10'在2个钢种衔接连浇 炉次,钢水在中包混浇,M L08A1-1G钢中铝很 容易被Q195-1G钢中氧氧化生成A1203。
由于 A1203类夹杂物密度大,其流经水口时容易在水 口内壁的停滞区滞留,与水口耐材结合形成结 瘤物并迅速长大(见图1),因结瘤物坚固、致28| 2021年第1期mmmw.-----------------------------密,危害大,严重则会导致铸机断流或被迫停 机。
SWRCH35K冷镦钢盘条检验标准SWRCH35K冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML35Mn,按使用状态属于调质型冷镦钢。
1.化学成分
表1 ML35Mn化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤620 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,
以及深度不超过0.1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。
技术条 成份元素%件 JIS G 3507-91 〔中包 1640~1620±≥16201545±71535温度≥ 1670535K1502900℃〕 连浇炉 1630~ 1595±≥16101540±71535次 21660 535K 冷镦钢工艺操作规程把握要点1 工艺流程铁水预处理脱S 〔视铁水[S]含量〕→转炉→LF 炉→方坯连铸机 2 化学成份C Mn Si PSBO0. 32~0.10~国标0.38 0.32~ 0.60~0.90<0.030 <0.0350.35 0.10~ 内 控 0.65~0.80 ≤0.025 ≤0.030 0.0005~0.0015 ≤800.36 0.20目标 0.34 0.68 0.15 ≤0.025 ≤0.020≤600.28~0.60~0.10~氩 站≤0.020 ≤0.035 ≤500.32 0.70 0.200.32~0.12~LF 离站0.65~0.72≤0.025 ≤0.020 0.0005~0.0015 <200.360.183 温度把握℃〔35K 液相线温度 1502℃〕各工序温度把握℃〔拉速 1.8~2.0m/min 状况下〕一倒温 氩站离LF 离中包目 钢种 炉次中包温度液相线第 1 炉度 站温度 站温度标温度3.1 中包温度 1540℃≥T ≥1520℃3.2 中包拒浇温度:≥1560℃;3.3 钢包使用前必需测包底温度,正常测温值必需≥800℃,特别 温度钢包钢水温度修正如下〔在标准值的中上限根底上〕:A 、钢包测温≤800℃,≥600℃,测温值比正常要求值每降低100℃,对应钢水氩站、LF 离站温度上调 4℃。
B 、钢包测温≤600℃,测温值比正常要求值每降低 100℃,对应钢水氩站离站温度、LF 离站各上调 5℃。
3.4 钢包、返修钢包第一炉氩站、LF 离站温度上调 10℃,再加上 3.3 温度补偿。