弹簧钢丝分公司拉丝模具参数及技术规定
- 格式:doc
- 大小:282.50 KB
- 文档页数:2

模具弹簧标准规格及参数1. 什么是模具弹簧?模具弹簧,这个词听起来可能有点陌生,但实际上,它在工业生产中扮演着重要的角色。
你可以把它想象成模具的“心脏”,没有它,很多东西都难以顺利运转。
简单来说,模具弹簧就是一种专门用于模具内的弹簧,主要负责推动和支撑,确保模具的各种部件能够顺利工作。
它们的作用就像是你家里的弹簧床,让一切都保持在适当的位置,不至于塌方。
1.1 模具弹簧的分类模具弹簧的种类可多得让人眼花缭乱,简直像是大街上的小吃摊,每一个都有自己独特的风味。
常见的有圆形弹簧、扭簧和压缩弹簧。
圆形弹簧比较常见,用于需要均匀力量的地方。
扭簧则像是在玩杂技,需要巧妙地转换方向,适合那些要求比较高的模具。
压缩弹簧则是大家比较熟悉的“弹簧”,就像你在玩具车里看到的那样,压缩后再弹出,简直是一种视觉享受。
1.2 模具弹簧的规格接下来咱们聊聊模具弹簧的规格。
这就像你挑衣服一样,得看合身不合身。
模具弹簧的标准规格一般包括外径、内径、线径和自由高度等参数。
每一个参数都关系到弹簧的性能,选错了就像穿错了鞋,走路都得打趔趄。
通常,外径越大,弹簧的承载能力也越强;而内径则影响了弹簧的压缩程度,简直是“相辅相成”,少了哪一项都不行。
2. 模具弹簧的材料说到模具弹簧的材料,哎呀,那可是个“大文章”。
常见的材料有碳钢、不锈钢和合金钢,各有千秋。
碳钢弹簧就像是“百搭”,经济实惠,适合大多数普通模具。
而不锈钢弹簧则有点“高冷”,虽然贵点,但耐腐蚀性强,适合在潮湿环境中使用。
合金钢弹簧则是追求极致性能的“高手”,在高温和高压环境中表现出色。
2.1 选材小技巧挑选材料的时候,别只看表面,得考虑到实际的使用环境。
你要是把不锈钢弹簧放在干燥的地方,那简直是“多此一举”。
而如果把碳钢弹簧放在潮湿的环境中,可能就要为它的“生锈”而心疼了。
所以,选择合适的材料,能为你省不少麻烦,真是“事半功倍”。
2.2 价格与性能说到价格,大家都知道,价格与性能通常成正比。

模具彈簧规格及参数一.彈簧功能彈簧是模具中廣泛應用的彈性零件,主要用于卸料、壓料、推件和頂出等工作.根據荷重不同,共分五種不同顏色加以區分,易於判別和選用.二.規格系列1.彈簧外徑系列: Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.種類3.彈簧長度:15<=L<=80MM時,每5MM為一個階;80=<L<=100MM時,每10MM為一個階;L>=100MM時,每25MM為一個階.4.扁线彈簧最小直径6mm5.彈簧內徑等于彈簧外徑的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大壓縮比是彈簧使用30萬次的最大壓縮比.汽车模具使用50萬次的最大壓縮比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20÷28.8%+5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量三.選用原則1.長度選擇一般保証:在開模狀態彈簧的預壓縮量等於3~5(常规预压3mm,預壓縮量隨實際情況而定.);閉模狀態彈簧壓縮量小於或等於最大壓縮量(最大壓縮量LA=彈簧自由長L*最大壓縮比取值%).2.模板压料,脱料板压料優先選用綠色或棕色(茶色,咖啡色)彈簧;如果向上成形的下模压料,折弯脱料所需的頂料力不很大時,可選用紅色,绿色彈簧,浮料用黄色,圆线弹簧.3.復合模外脫料板用紅色彈簧,內脫料板用綠色或棕色彈簧.4.活動定位銷一般選用Φ6頂料銷,配Φ10黃色彈簧和M12止付螺絲.Φ8頂料銷,配Φ12黃色彈簧和M14止付螺絲.5.沖孔模和成形模用綠色或棕色(茶色,咖啡色)彈簧,如有特殊需求時,由專案主管確定.6.彈簧規格優先選用Φ30.在空間較小區域可考慮選用其它規格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四.排配原則1.彈簧過孔中心到模板邊緣距離大於外徑D,與其他孔距離保持實體壁厚大於5MM,空间不足时最少留2MM.2.彈簧排列首先考慮受力重點部位,然後再考慮整個模具受力均衡平穩.受力重點部位是指:復合模的內脫料板外形和沖頭的周圍;沖孔模的沖頭周圍;成形模的折彎邊及有抽成形的地方.3.成形模采用氣墊結構時,下打板排配2~6個彈簧.下模座上不沉孔,彈簧選用黃色或藍色即可.五.五金零件需求表填寫範例彈簧(顏色):D*L (D-彈簧外徑L-自由長度)例: 彈簧TH(綠): Φ20*70Welcome To Download !!!欢迎您的下载,资料仅供参考!。
参考资料弹簧技术要求
一:材料
标注方式:
0.3,0.32,0.35,0.4,0.45,0.5,0.55,0.6,0.63,
0.7,0.8,
0.9,1.0,1.2,1.4,大于或小于上述数值查GB342-82,不允许用非标准尺寸。
65C,70C,75C或65D,70D,75D。
号数越大越硬,C代表中等应力,D代表高应力,常用于细钢丝,如风量管弹簧。
例如:某锁紧块弹簧材料选用0.7直径,65号钢C类,其标注方法:
0.7 GB342-82
二:技术要求
1.两端密绕一圈
2.有效工作圈数n
3.旋向(左或右)
4.切断处无毛刺
5.
6.未注公差按
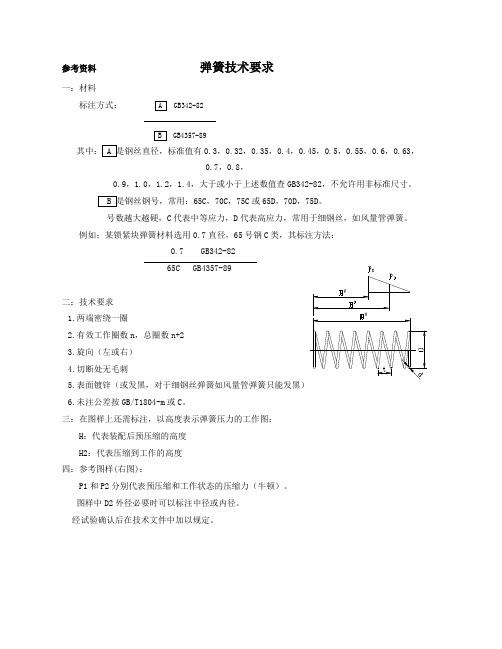
三:在图样上还需标注,以高度表示弹簧压力的工作图:
H:代表装配后预压缩的高度
H2:代表压缩到工作的高度
四:参考图样(右图):
P1和P2分别代表预压缩和工作状态的压缩力(牛顿)。
图样中D2外径必要时可以标注中径或内径。
经试验确认后在技术文件中加以规定。
弹簧钢丝分公司拉丝模具参数及技术规定
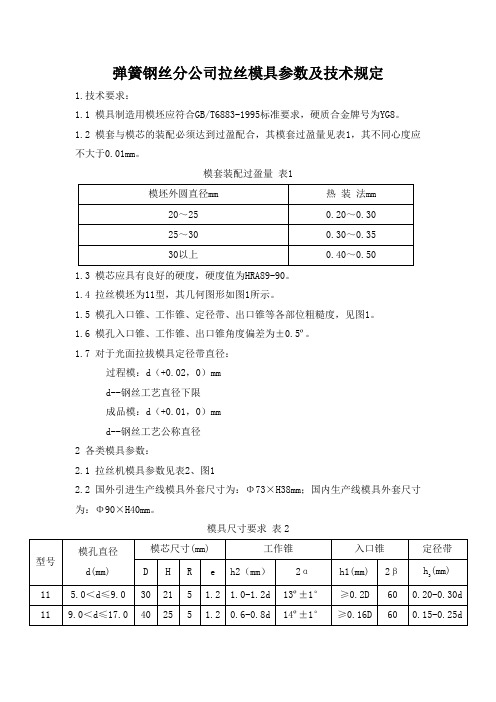
1.技术要求:
1.1 模具制造用模坯应符合GB/T6883-1995标准要求,硬质合金牌号为YG8。
1.2 模套与模芯的装配必须达到过盈配合,其模套过盈量见表1,其不同心度应不大于0.01mm。
模套装配过盈量表1
1.3 模芯应具有良好的硬度,硬度值为HRA89-90。
1.4 拉丝模坯为11型,其几何图形如图1所示。
1.5 模孔入口锥、工作锥、定径带、出口锥等各部位粗糙度,见图1。
1.6 模孔入口锥、工作锥、出口锥角度偏差为±0.5º。
1.7 对于光面拉拔模具定径带直径:
过程模:d(+0.02,0)mm
d--钢丝工艺直径下限
成品模:d(+0.01,0)mm
d--钢丝工艺公称直径
2 各类模具参数:
2.1 拉丝机模具参数见表2、图1
2.2 国外引进生产线模具外套尺寸为:Φ73×H38mm;国内生产线模具外套尺寸为:Φ90×H40mm。
模具尺寸要求表2
图1 模具示意图
编写人员:年月日审核:年月日
批准:年月日。

模具弹簧规格及参数模具弹簧是一种在模具制造中常用的零部件,它具有弹性变形的特性,可以在一定范围内承受外力并恢复原状。
模具弹簧一般由弹簧钢材料制成,具有良好的耐磨性和耐腐蚀性,能够在长时间的使用中保持弹性恢复能力。
下面我们将详细介绍模具弹簧的规格和参数。
模具弹簧的规格主要包括直径、线径、外径、内径、圈数、材料等。
1. 直径:模具弹簧的直径通常表示为d,是指弹簧的线圈部分的直径。
直径的大小直接影响到弹簧的刚度和载荷能力。
一般常用的直径分为以下几种:0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm、1.0mm等。
具体的直径选择需要根据实际应用来确定。
2. 线径:模具弹簧线径通常表示为d1,是指弹簧的钢线直径。
线径的大小直接影响到弹簧的刚度和强度。
一般常用的线径分为以下几种:0.2mm、0.3mm、0.4mm、0.5mm、0.6mm、0.8mm、1.0mm等。
3.外径:模具弹簧的外径通常表示为D,是指弹簧的外圈直径。
外径的大小一般与直径和线径相关,对于同一直径和线径的弹簧,外径越大,弹簧的负载能力越大。
4.内径:模具弹簧的内径通常表示为d2,是指弹簧的内圈直径。
内径的大小一般与直径和线径相关,对于同一直径和线径的弹簧,内径与外径之间的差异越大,弹簧的刚度越大。
5.圈数:模具弹簧的圈数通常表示为n,是指弹簧上的线圈数目。
圈数的多少直接影响到弹簧的长度和柔度。
一般常用的圈数分为以下几种:4圈、6圈、8圈、10圈、12圈、14圈、16圈等。
6.材料:模具弹簧的材料通常选择高碳钢或不锈钢。
高碳钢弹簧具有良好的强度和韧性,适用于承受较大载荷的情况;不锈钢弹簧具有良好的耐腐蚀性,适用于在潮湿或腐蚀性环境中使用。
除了上述规格和参数,模具弹簧还有一些其他的参数需要考虑,如工作长度、自由长度、刚度系数等等。
这些参数的选择和设计需要根据具体的应用来确定,可以根据模具的工作环境、载荷、变形要求等进行合理选择。

弹簧参数、尺寸及计算公式弹簧参数及尺寸一、小型圆柱螺旋拉伸弹簧尺寸及参数1、弹簧的工作图及形式1.1 工作图样的绘制按GB4459、4规定。
1.2 弹簧的形式分为A型和B型两种。
2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。
采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。
3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。
如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。
4、旋向弹簧的旋向规定为右旋。
如需左旋应在标记中注明“左”。
5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。
注:D为弹簧中径。
6、表面处理6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。
其标记方法应按GB1238的规定。
6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。
7、标记7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。
规定如下:7.2标记示例例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。
标记:拉簧A0.20*3.20*8.80-2左GB1973.2——89-D-Zn例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。
标记:拉簧B0.40*5.00*17.50 GB1973.2--89-S8、计算依据标准中的计算采用如下基本公式:切应力(N/mm²):τ=(8PDK)/(πd³)变形量(mm):F=(8PD³n)/ Gd4弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D³n)曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C旋转比:C =D/d 自由长度(mm):H。
模具弹簧规格及参数一. 弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作.根据荷重不同,共分五种不同颜色加以区分,易於判别和选用.二. 规格系列1.弹簧外径系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.种类3.弹簧长度:15<=L<=80MM时,每5MM为一个阶;80=<L<=100MM时,每10MM为一个阶;L>=100MM时,每25MM为一个阶.4.扁线弹簧最小直径6mm5.弹簧内径等于弹簧外径的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20÷28.8%+5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10.弹簧要压缩的长度=活动板行程+3~5mm预压 (常规预压3mm)11.弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三. 选用原则1.长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm,预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2.模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色,绿色弹簧,浮料用黄色,圆线弹簧.3.复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧.4.活动定位销一般选用Φ6顶料销,配Φ10黄色弹簧和M12止付螺丝.Φ8顶料销,配Φ12黄色弹簧和M14止付螺丝.5.冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时,由专案主管确定.6.弹簧规格优先选用Φ30.在空间较小区域可考虑选用其它规格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四. 排配原则1.弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2.弹簧排列首先考虑受力重点部位,然後再考虑整个模具受力均衡平稳.受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3.成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五. 五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径L-自由长度)例: 弹簧TH(绿): Φ20*70。
拉丝模具规范,⾏业规范操作⼯拉拔过程中应注事项:①模具领⽤要熟悉拉拔⼯艺路线,分清规格是否与⼯艺相对应,否则造成⽆⽤功,还会损伤钢丝与模具。
②穿全模时⾸先将模具按⼤⼩规格进⾏对应排放整齐,检查镀铜钢丝的表⾯质量是否合格,发现异常及时通报,每只模具穿时要保证钢丝表⾯有润滑液,尽可能保证充分润滑(进⾏浸泡式穿模)。
还有检查每道模具的尺⼨公差是否符合⼯艺要求。
③穿模完毕,检查模具在过程中是否呈三点⼀线状态,钢丝是否与设备任何部件进⾏硬摩擦,发现不规范要进⾏及时调整,否则导致钢丝表⾯损伤⽽产⽣扩模严重与后道⼯序捻制断丝。
④全⾯检查完毕,①要锁紧紧固栓,以防⽌机床的振动⽽产⽣⽵节丝。
②检查润滑剂的液位是否满⾜成品模具的润滑与冷却。
⑤启动时⾸先保证机床的低速运⾏使模具的表⾯进⾏充分磨合,以增强模具的耐磨性提⾼使⽤寿命。
⑥拉拔过程中更换模具必须具备以下条件:①丝径不符合⼯艺要求时;②模具拉拔过程中出现破裂或严重拉⽑拉痕,要检查钢丝状态、三点⼀线、润滑条件、前后模具公差不符合要求导致部分压缩率不均匀、模具表⾯严重粘附影响模具的导热性;③更换好的旧模具要进⾏检查分析,以便正确的充分利⽤;④⼯艺变更时的套模送⾄模具库房要进⾏标识,注明拉拔时间天数、模具的尺⼨公差是否在⼯艺范围之内,以便模具库⼈员在短时间内分类存放;丝模的技术要求1、拉丝模的化学成分、物理⼒学性能和⾦相组织结果应符合相应硬质合⾦牌号标准规定2、拉丝模的断⾯组织不允许有分层、裂纹、未压好、空洞、脏化、⿊⼼、脱碳、严重渗碳3、拉丝模的表⾯不允许有起⽪、分层、裂纹、未压好、⿎泡、渗碳和⿇孔,⼯作部分不允许有痕迹、粘料、凹坑和掉边掉⾓,⾮⼯作部分掉边掉⾓的长X宽不⼤于1.0X0.5mm,深度不⼤于0.5mm。
外径尺⼨与公差基本尺⼨允许偏差基本尺⼨允许偏差D≥6—10 +0.2D>50—70+0.5 -0.2 -0.5D>10—16 +0.3D>70—90+1.0 -0.3 -0.5D>16—30 +0.4D>90—110+1.5 -0.3 -0.3D>30—50 +0.7 D>110 +1.8-0.3 -0.3 内径尺⼨与预留研磨量基本尺⼨研磨量基本尺⼨研磨量d≥0.3—0.6 0.08-0.15 d>10—20 0.3-0.7 d>0.6—2 0.1-0.2 d>20—32 0.4-0.8 d>2—6 0.15-0.30 d>32—40 0.5-1.0 d>6—10 0.25-0.5 d>40—90 0.6-1.5 ⾼度尺⼨与公差基本尺⼨允许偏差基本尺⼨允许偏差H≥4—6 +0.2H>18—30+0.4 -0.2 -0.4H>6—10 +0.2H>30—45+0.6 -0.3 -0.6H>10—18 +0.3H>45+0.9 -0.3 -0.9定径带长度尺⼨与公差基本尺⼨允许偏差基本尺⼨允许偏差h≤0.4+0.1h>1.5—2.5+0.3 0 -0.2h>0.4—0.8 +0.15h>2.5—3.5+0.4 -0.1 -0.3h>0.8—1.5 +0.2h>3.5+0.5 -0.1 -0.4拉丝模锥度公差(顺锥,不允许倒锥)基本尺⼨允许偏差基本尺⼨允许偏差H≤10≤0.08H>22—35 ≤0.20 H>10—22 ≤0.15H>35 ≤0.2511型⿊⾊⾦属线材拉丝模⾸页公司简介产品展⽰技术中⼼产品说明联系⽅式13型⾦属棒材拉丝模COPYRIGHT (C) 2007-2008 成都东⽅太平实业有限责任公司 ALL RIGHTS RESERVED. 备案序号:蜀ICP备08006697号Z11型⿊⾊⾦属线材拉丝模S11型⿊⾊⾦属线材拉丝模V型⾦属线材拉丝模拉丝模Wire drawing die别名:眼模通常指各种拉制⾦属线的模具,还有拉光纤的拉丝模。
拉丝模具选用标准要求
模具选用要求
请按以下标准来制作模具:
(1)入口角稍做大点,这样有利于润滑剂进入拉丝模工作锥,能起到良好的润滑作用。
(2)要求工作锥、定径带及出口锥是三条相连的直线;定径带呈平直的筒状,角度为零,各区域间的连接处保持极小的圆狐度。
模孔孔型必须按直线型结构设计,严格控制模孔孔型的尺寸和角度,这样才能延长磨损,提高拉丝模寿命。
如上图左边线型,右边为制作质量不高的曲线型内孔,使用寿命则会降低。
(3)要求拉丝模内壁光滑,整个模孔内不得有横圈、裂纹、小孔、凹陷。
模具弹簧规格及参数 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】模具弹簧规格及参数一.弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作.根据荷重不同,共分五种不同颜色加以区分,易於判别和选用.二.规格系列1.弹簧外径系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.种类3.弹簧长度:15<=L<=80MM时,每5MM为一个阶;80=<L<=100MM时,每10MM为一个阶;L>=100MM时,每25MM为一个阶.4.扁线弹簧最小直径6mm5.弹簧内径等于弹簧外径的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧弹簧的长度=20÷%+5MM= 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10.弹簧要压缩的长度=活动板行程+3~5mm预压 (常规预压3mm)11.弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三.选用原则1.长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm,预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2.模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色,绿色弹簧,浮料用黄色,圆线弹簧.3.复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧.4.活动定位销一般选用Φ6顶料销,配Φ10黄色弹簧和M12止付螺丝.Φ8顶料销,配Φ12黄色弹簧和M14止付螺丝.5.冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时,由专案主管确定.6.弹簧规格优先选用Φ30.在空间较小区域可考虑选用其它规格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四.排配原则1.弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2.弹簧排列首先考虑受力重点部位,然後再考虑整个模具受力均衡平稳.受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3.成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五.五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径 L-自由长度)例: 弹簧TH(绿): Φ20*70。
弹簧钢丝分公司拉丝模具参数及技术规定
1.技术要求:
1.1 模具制造用模坯应符合GB/T6883-1995标准要求,硬质合金牌号为YG8。
1.2 模套与模芯的装配必须达到过盈配合,其模套过盈量见表1,其不同心度应不大于0.01mm。
模套装配过盈量表1
1.3 模芯应具有良好的硬度,硬度值为HRA89-90。
1.4 拉丝模坯为11型,其几何图形如图1所示。
1.5 模孔入口锥、工作锥、定径带、出口锥等各部位粗糙度,见图1。
1.6 模孔入口锥、工作锥、出口锥角度偏差为±0.5º。
1.7 对于光面拉拔模具定径带直径:
过程模:d(+0.02,0)mm
d--钢丝工艺直径下限
成品模:d(+0.01,0)mm
d--钢丝工艺公称直径
2 各类模具参数:
2.1 拉丝机模具参数见表2、图1
2.2 国外引进生产线模具外套尺寸为:Φ73×H38mm;国内生产线模具外套尺寸为:Φ90×H40mm。
模具尺寸要求表2
图1 模具示意图
编写人员:年月日审核:年月日
批准:年月日。