刀具材料硬质合金及涂层
- 格式:pdf
- 大小:2.53 MB
- 文档页数:55
PCD﹑PCBN刀具材料及刀具涂层(一)PCD二十世纪七十年代,人们利用高压合成技术合成了聚晶金刚石(PCD),解决了天然金刚石数量稀少、价格昂贵的问题,使金刚石刀具的应用范围扩展到航空、航天、汽车、电子、石材等多个领域。
金刚石刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率.金刚石刀具的上述特性是由金刚石晶体状态决定的。
在金刚石晶体中,碳原子的四个价电子按四面体结构成键,每个碳原子与四个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有极高硬度。
由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍低于单晶金刚石.但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开PCD刀具材料的主要性能指标:①PCD的硬度可达8000HV,为硬质合金的80~120倍;②PCD的导热系数为700W/mK,为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具热量传递迅速;③PCD的摩擦系数一般仅为0。
1~0.3(硬质合金的摩擦系数为0.4~1),因此PCD刀具可显著减小切削力;④PCD的热膨胀系数仅为0.9×10 —6~1。
18×10 —6,仅相当于硬质合金的1/5,因此PCD刀具热变形小,加工精度高;⑤PCD刀具与有色金属和非金属材料间的亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。
PCD 刀具的应用:工业发达国家对PCD刀具的研究开展较早,其应用已比较成熟。
自1953年在瑞典首次合成人造金刚石以来,对PCD刀具切削性能的研究获得了大量成果,PCD刀具的应用范围及使用量迅速扩大。
目前,国际上著名的人造金刚石复合片生产商主要有英国De Beers公司、美国GE公司、日本住友电工株式会社等。
据报道,1995年一季度仅日本的PCD刀具产量即达10。
7万把。
硬质合金切削刀片牌号性能及用途介绍YG3X:在钨钴合金中耐磨性最好,但冲击韧性较差,适于铸铁、有色金属及合金、淬火钢、合金钢小切屑断面高速精加工;YG6:耐磨性较高,但低于YG3,抗冲击和震动比YG3X为好,适于铸铁、有色金属及合金、非金属材料中等切削速度的半精加工和精加工;YG6X:属细颗粒碳化钨合金,其耐磨性较YG6高,使用强度近于YG6合金,适于加工冷硬合金铸铁与耐热合金钢,也适于普通铸铁的精加工;YG8:使用强度高,抗冲击、抗震性较YG6好,但耐磨性和允许的切削速度较低,适于铸铁、有色金属及合金、非金属材料低速粗加工;YT5:在钨钴钛合金中,强度、抗冲击性及抗震性最好,但耐磨性较差,适于碳素钢与合金钢(包括钢锻件、冲压件、铸铁表皮)间断切削时的粗车、粗刨、半精刨;YT14:使用强度高,抗冲击和抗震性好,仅次于YT5合金,但耐磨性较YT5为好,适用于碳素钢与合金钢连续切削时的粗车、粗铣,间断切削时的半精车和精车;YT15:耐磨性优于YT5合金,但抗冲击韧性较YT5差。
适于钢、铸钢、合金钢中切屑断面的半精加工或小切屑面的精加工;YT30:耐磨性和允许的切削速度较YT15高,但使用强度、抗冲击韧性较差。
适用于碳素钢与合金钢的精加工,如小断面的精车、精镗、精扩等;YW2A:红硬性较好,使用强度高,能承受较大的冲击负荷,是通用性较好的合金,适于耐热钢、高锰钢、不锈钢及高级合金钢等难加工钢材的粗加工、半精加工,也适于铸铁;YW1:红硬性较好,能承受一定的冲击负荷,是通用性较好的合金。
适于耐热钢、高锰钢、不锈钢等难加工钢材的加工,也适于普通钢和铸铁的加工;YW2:耐磨性仅次于YW1,但其使用强度较高,能承受较大的冲击负荷。
适于耐热钢、高锰钢、不锈钢及高级合金钢等粗加工、半精加工,也适于普通钢和铸铁;CP20:韧性好,具有很高的抗热震裂和抗塑性变形能力。
适合于铣削合金结构钢、合金工具钢,也适合于高锰钢、不锈钢的加工;CP25:韧性好,适用于碳钢、铸钢、锰钢、高强钢及各种合金钢的粗车、铣削、刨削和深孔加工,同时也是制作深孔加工导料块的理想材料;CP30:红硬性好,并且有良好的抗冲击及抗热震性和高的使用强度,是通用性良好的牌号。
常用刀具材料分类、特点及应用学校:学院:班级:姓名:学号:目录摘要 (3)一、刀具材料的基本要求 (4)二、常用刀具材料 (6)1.高速钢 (6)2.硬质合金 (9)三、涂层刀具 (12)1.硬质合金 (12)2.CVD Chemical Vapor Deposition (化学气相沉积) (12)3.PVD Physical Vapor Deposition(物理气相沉积) (13)四、金属陶瓷 (15)五、陶瓷 (17)六、立方氮化硼 (19)七、聚晶金刚石 (21)八、牌号 (22)1.车削牌号 (22)2.切断、切槽和螺纹加工牌号 (22)3.铣削牌号 (23)4.钻削牌号 (23)九、参考文献 (24)摘要要使金属切削工序获得满意的效果,切削刀具材料和牌号的选择是重要的考虑因素。
因此必须基本了解每种切削刀具材料及其性能,以便为每一切削应用做出正确选择。
本文旨在对目前常用刀具的材料进行分类,刀具材料的特点及应用进行总结,并根据每种切削刀具材料的性能给出应用建议。
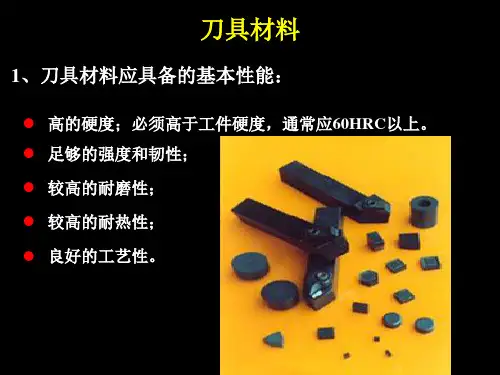
关键词刀具材料分类刀具材料特点刀具材料性能刀具材料应用一、刀具材料的基本要求1.高硬度刀具是从工件上去除材料,所以刀具材料的硬度必须高于工件材料的硬度;刀具材料最低硬度应在60HRC以上;对于碳素工具钢材料,在室温条件下硬度应在62HRC以上;高速钢硬度为63HRC~70HRC;硬质合金刀具硬度为89HRC~93HRC2.高强度与强韧性刀具材料在切削时受到很大的切削力与冲击力;如车削45钢,在背吃刀量ap=4㎜,进给量f =0.5㎜/r的条件下,刀片所承受的切削力达到4000N,可见,刀具材料必须具有较高的强度和较强的韧性;一般刀具材料的韧性用冲击韧度a K表示,反映刀具材料抗脆性和崩刃能力3.较强的耐磨性和耐热性刀具耐磨性是刀具抵抗磨损能力。
一般刀具硬度越高,耐磨性越好。
刀具金相组织中硬质点(如碳化物、氮化物等)越多,颗粒越小,分布越均匀,则刀具耐磨性越好;刀具材料耐热性是衡量刀具切削性能的主要标志,通常用高温下保持高硬度的性能来衡量,也称热硬性。
常用刀具材料分类特点及应用刀具是人类使用最早的工具之一,几千年来刀具的材料不断进步和发展。
根据刀具材料的不同特点和用途,可以将常用刀具材料进行分类。
一、金属刀具材料1.碳钢碳钢是最早被使用的刀具材料之一,由铁和碳组成。
碳钢具有优异的切削性能和耐磨性,适用于加工低硬度的材料。
缺点是耐腐蚀性较差,容易生锈。
应用:常用于制作农具、切削工具等。
2.高速钢高速钢是以碳钢为基础,添加了大量的钼、钴、钛等元素的合金刀具材料。
高速钢具有优异的切削性能和热稳定性,能够在高温条件下保持较好的硬度和切削性能。
应用:广泛应用于金属切削、冲压、铸造等工艺中。
3.高碳高铬不锈钢高碳高铬不锈钢具有优异的耐磨性和耐腐蚀性,适用于加工较硬的材料,同时还具有不锈、耐高温等优点。
应用:常用于模具制造、医疗器械等领域。
4.硬质合金硬质合金是一种由金属碳化物、金属结合相和金属氧化物等组成的刀具材料。
硬质合金具有极高的硬度和耐磨性,能够在高速切削和重切削条件下保持较好的切削性能。
然而,硬质合金的脆性较大,容易断裂。
应用:广泛应用于模具制造、车削刀具、铣削刀具等领域。
二、非金属刀具材料1.陶瓷陶瓷刀具由氧化锆、碳化硅等陶瓷材料制成。
陶瓷刀具具有极高的硬度和耐磨性,能够在高温、高速等恶劣条件下保持较好的切削性能。
然而,陶瓷刀具的韧性较差,容易断裂。
应用:广泛应用于切割纸张、塑料、蔬菜水果等食品处理领域。
2.人造金刚石人造金刚石是由高温高压合成的人工刀具材料。
人造金刚石具有极高的硬度和耐磨性,能够在高温、高压等恶劣条件下保持较好的切削性能。
然而,人造金刚石的碳溶解性较低,容易在高温下发生碳化,使刀具表面粗糙。
应用:广泛应用于宝石加工、玻璃切割等领域。
3.陶瓷涂层陶瓷涂层是一种将陶瓷材料均匀涂覆在金属刀具表面的一种技术。
陶瓷涂层可以提高金属刀具的硬度和耐磨性,使刀具具有较好的切削性能和耐腐蚀性。
应用:广泛应用于汽车零部件加工、航空航天等领域。
以上是常用刀具材料的分类、特点及应用。
TiN、TiC、TiCN和TiAlN等刀具涂层及如何选择刀具涂层TiN 氮化钛TiAlN 氮化铝钛氮铝钛涂层氮铝化钛TiCN 氮碳化钛TiAlCN 氰化铝钛Ti2N 氮化二钛CrN, 氮化铬ZrN, 氮化锆AlTiN 氮化钛铝氮钛铝涂层金刚公司推出的各种新型涂层涂层颜色硬度HV 厚度µm 摩擦系数最高使用温度℃说明ZrCN复合兰灰 2500 1-4 0.3 550 通用性强TiN单层金黄 2300 1-4 0.4 500 高性价比涂层TiAlN复合紫色 3200 1-4 0.5 800 通用性强AlTiN复合黑 3400 1-4 0.5 900 高速、高硬度加工TiAlCrN 亚黑 3500 1-4 0.6 1000 特殊加工领域TiCN渐层灰黑 3000 1-4 0.4 400 高韧性通用涂层CrN渐层银亮 2000 3-15 0.5 700 适用加工铜、钛、模具DLC 黑彩 1000~4000 0.5-2 0.05 400 适用于有色金属、石墨、塑胶涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而获得的。
涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了月牙槽磨损。
涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性,切削时可比未涂层刀具提高刀具寿命3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。
因此,涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。
目前,切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。
涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚石或立方氮化硼)刀片上的涂层刀具。
硬质合金刀具的型号、分类、用途型号1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
2、镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。
3、可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。
4、高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。
5、行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀。
硬质合金分类与用途-硬质合金分类及用途,直到国家标准正式发布之前,国内相关书本、杂志、资料中表述没有严格规范,通常按合金成份进行分类,用途表述则比较分散。
分类碳化钨基硬质合金:包括WC—Co、WC—TaC—Co、WC—TiC—Co、WC—TiC—TaC —Co、WC—Ti—TaC—NbC—Co等合金,这些合金均以碳化钨为主成份。
碳化钛基或碳氮化钛基硬质合金:通常以TiC或Ti(C、N)为基础成份,以Ni—Mo作粘结剂而组成的一种硬质合金。
这类硬质合金近几年又有许多新的进展,如含Ta、W等重金属元素的多元复式碳化物固溶体加入研制高性能Ti(C、N)基金属陶瓷等。
碳化铬基硬质合金:以Cr3C2为基,以Ni或Ni—W等作粘结剂而组成的硬质合金,通常用来作耐磨耐腐蚀零件,近几年还大量用于装饰品部件如表链等。
钢结硬质合金:以TiC或 WC为基,钢作粘结剂而组成的一种硬质合金,是一种可进行机加工和热处理的合金,是介于传统硬质合金与合金钢之间的一种工程材料。
涂层硬质合金:通常指在韧性的碳化钨基硬质合金基体上通过化学气相沉积或物理涂层方法,涂上几微米厚的TiC、TiN、Ti(C、N)、Al2O3之类的硬质化合物而生产的。
用途硬质合金具有一系列优良性能,用途十分广泛,随着时间推移用途还在不断扩大,主要用途分述如下:切削工具:硬质合金可用作各种各样的切削工具。
国产硬质合金株洲材质说明YB415 适用于钢、铸钢、铸铁、不锈钢等材料的精加工,半精加工。
-YB435 适用于钢、铸钢、不锈钢等材料的半精加工,中等精加工。
-YB235 韧性非常好的基体,刀刃安全性好。
在中低速情况下粗加工,适用于钢、奥氏体不锈钢、铸钢的车、铣、镗、钻(带周遍削刀片),主要用于P40和M35材料。
-YBC151 高耐磨性的基体,是一种在P15区域广泛选用的合金;适宜于钢,铸钢和不锈钢半精、精加工在高速切削条件下的理想牌号。
-YBC251 具有特殊强度与韧性刀刃的基体,涂层基体内其特殊组织结构使合金具有良好的温度与耐磨性,是一种使用及为广泛的涂层合金;是钢材加工的通用牌号,适宜于钢,铸钢,和不锈钢材料的半精和精加工。
-YBC351 高强度与抗塑性变形基体,具有好的韧性及抗塑性;适用于钢,铸钢的半精加工、粗加工;同时也可以用于断续切削高强度钢与不锈钢的粗加工。
-YBC201 涂层硬质合金牌号,用于钢、铸铁、淬火钢的中、低速铣削。
-YBC301 高硬度的基体,适宜于中速、高速;轻、重负荷铣削加工低合金钢与非合金钢,也可以用于条件比价差的情况下的铣削加工-YBC401 极好的韧性基体适用于对钢及铸造不锈钢的中等及重型铣削加工。
-YBM151 涂层基体内存在特殊组织结构,具有良好的切削强度和耐磨性,适宜于在切削参数条件较好强情况下进行不锈钢的精加工、半精加工-YBM251 通用性极好的涂层牌号合金,具有良好的韧性与耐磨性,优先用于在连续切削与断续切削条件下的不锈钢的半精加工到粗加工-YBM351 有极好的切削强度与抗冲击性能及非常好的耐磨性,适用于车加工和镗加工不锈钢及在P30加工范围内材料的低速重负荷粗加工-YBM252 具有良好的韧性和耐磨性,适用于精车,镗加工和轻型铣削不锈钢及钻加工铸铁不锈钢和合金铸铁,也可用于中、低速切断和切槽-YBM301 涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中高速铣削。
按刀具结构,任何刀具基本上可分为两部分: 刀头与刀体或刀杆。
刀体或刀杆多采用价格稍便宜的合金工具钢或优质碳素结构钢,而刀头是直接参与切削的部分,其材料选择是加工者最感兴趣的内容。
1、刀具切削部分的常用材料刀具切削部分的常用材料有高速钢和硬质合金。
另外,超硬的陶瓷材料、立方氮化硼、金刚石等也有所应用。
刀具涂层技术近年来应用较为普遍,取得了较好的效果。
(1)高速钢:高速钢是在合金钢中加入较多的钨、铬、钼和钒等合金元素的一种刀具材料。
应用较为广泛的是W18Cr4V,这种钢有较好的综合性能,可制造各种复杂的刀具,在国内应用较为广泛。
W6Mo5Cr4V2 是增加了钼减少了钨元素的一种高速钢,其抗弯强度和冲击韧度都高于W18Cr4V,并具有较好的热塑性和磨削性能,适合制作抵抗冲击的刀具。
另外,针对一些特殊要求还开发出了部分高性能高速钢材料。
(2)硬质合金:硬质合金是由硬度和熔点很高的金属碳化物和金属粘结剂以粉末冶金的方式烧结而成的一种高性能刀具材料。
常用的硬质合金材料有钨钴类、钨钴钛类和通用硬质合金类三大类,对应ISO 标准的K、P、M 类硬质合金。
TG类硬质合金适合加工铸铁及有色金属材料,YT 类硬质合金适合加工碳钢或合金钢类的材料,而YW 类硬质合金可加工铸铁、有色金属和钢料等。
(3)超硬类材料:随着加工技术的发展,人们研究出许多超硬的刀具材料,如陶瓷、立方氮化硼(CBN)、聚晶立方氮化硼(PCBN) 和金刚石。
这些刀具材料多用于特殊场合,如高速切削、干切削、难加工材料的切削、以车代磨等。
这些材料的价格一般较高,且切削参数与过程不易掌握,对机床的刚性与切削速度甚至刀具刃磨等都有一定要求,常规加工中应用不多。
(4)刀具涂层:刀具表面涂层是提高刀具性能的重要方法之一,近年来应用较为广泛。
常用的涂层材料有碳化钛TiC、氮化钛TiN 和三氧化二铝Al2O3,单层涂层刀片使用较少,一般都采用TiC-TiN 双层复合涂层或TiC-Al2O3-TiN 三层复合涂层的技术。

硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。
1、YG3x/ K01/ 1420;92.5/适于铸铁、有色金属及合金、淬火钢合金钢小切削断面高速精加工。
2、YG6/ K20 /1900;90.5/适于铸铁、有色金属及合金、非金属材料中等到切削速度下半精加工和精加工。
3、YG6x /K15/ 1800;92.0/ 适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金钢的中小切削断面高速精加工、半精加工。
4、YG6A/ K10/ 1800;92.0 /适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金的中小切削断面高速精加工。
5、YG8/ K30/ 2200;90.0/ 适于铸铁、有色金属及合金、非金属材料低速粗加工。
6、YG8N/ K30/ 2100;90.5/适于铸铁、白口铸铁、球墨铸铁以及铬镍不锈钢等合金材料的高速切削。
7、YG15/ K40/ 2500;87.0 /适于镶制油井、煤炭开采钻头、地质勘探钻头。
8、YG4C/ 1600;89.5/ 适于镶制油井、煤炭开采钻头、地质勘探钻头。
9、YG8C/ 1800;88.5/适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
10、YG11C/ 2200;87.0 /适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
11、YW1/ M10/ 1400;92.0 /适于钢、耐热钢、高锰钢和铸铁的中速半精加工。
12、YW2/ M20/ 1600;91.0 /适于耐热钢、高锰钢、不锈钢等难加工钢材中、低速粗加工和半精加工。
13、GE1/ M30/ 2000;91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件。
14、GE2 /2500;90.0 /硬质合金顶锤专用牌号。
15、GE3/ M40/ 2600;90.0 /适于制造细径微钻、立铣刀、旋转挫刀等。
16、GE4/ 2600;88.0/ 适于打印针、压缸及特殊用途的管、棒、带等。
硬质合金刀具的涂层技术[ 摘要]切削刀具表面涂层技术是近几十年应市场需求发展起来的材料表面改性技术。
采用涂层技术可有效提高切削刀具使用寿命,使刀具获得优良的综合机械性能,从而大幅度提高机械加工效率。
主要介绍涂层硬质合金刀具涂层材料的特点、要求,涂层制备技术,分析化学气相沉积法(CVD)、物理气相沉积法(PVD),单、复合涂层制备方法及优缺点。
[关键字] 硬质合金涂层刀具;化学气相沉积法;物理气相沉积法;现状及发展引言现代化的金属切削加工要求刀具具有高切削速度、高进给速度、高可靠性、长寿命、高精度和良好的切削控制性。
因此, 高水平、稳定的刀具涂层技术越来越受到机械加工企业的青睐。
涂层技术是提高切削效率, 降低加工成本的有效途径。
刀具基体与硬质薄膜表层相结合, 由于基体保持了良好的韧性和较高的强度, 硬质薄膜表层又具有高耐磨性和低摩擦因数, 从而使刀具的性能显著提高, 而且,随着涂层技术设备的日趋集成化、模块化和智能化, 涂层费用已比初期下降1/2~ 2/3, 涂层刀具在刀具总量中所占的比例将会越来越大。
表面涂层硬质合金在基体硬质合金上, 用(CVD)化学气相沉积,或(PVD)物理气相沉积等方法, 涂覆耐磨的TiC、TiN、Al2O3等薄层, 形成表面涂层硬质合金。
涂层硬质合金刀片均为可转位形式, 刚机夹方法装夹在刀杆或刀体上使用。
具有以下优点: 1) 表面涂层材料具有很高的硬度和耐磨性, 故与未涂层刀片相比, 涂层硬质合金可采用较高的切削速度, 或能在同样的切削速度下大幅度地提高刀具耐用度。
2)涂层材料与被加工材料之间的摩擦系数较小, 故切削力有一定减小, 比未涂层刀片约降低 5%左右。
润滑薄膜具有良好的固相润滑性能, 可有效地改善加工质量, 也适合于干式切削加工。
3)用涂层刀片加工, 已加工表面质量较好。
4) 涂层技术作为刀具制造的最终工序, 对刀具精度几乎没有影响, 并可进行重复涂层工艺。
5)由于综合性能好, 涂层刀片有较好的通用性。
刀具材料的种类
刀具材料的种类有很多,以下是一些常见的刀具材料:
1. 钢:钢是最常用的刀具材料,具有良好的强度、韧性和耐磨性。
常见的钢材包括碳钢、不锈钢和合金钢。
2. 高速钢(High Speed Steel,简称HSS):HSS是一种高硬度、高热稳定性的刀具材料,适用于高速切削和磨削操作。
3. 硬质合金(硬质合金):硬质合金是由金属碳化物颗粒(如钨碳化钨WC)与金属结合相组成的材料。
硬质合金具有优异的硬度和耐磨性,通常用于切削工具和钻头。
4. 陶瓷:陶瓷刀具具有优异的硬度和耐磨性,通常用于高速切削和精加工。
5. 金刚石:金刚石是世界上最硬的材料,具有很高的热导性和耐磨性。
金刚石刀具适用于高速切削和非铁金属的加工。
6. 刚玉:刚玉是一种具有极高硬度和耐磨性的陶瓷材料,常用于切削和磨削工具。
这只是一些常见的刀具材料,还有其他特殊材料和合金也可以用于制造刀具,具体选择会根据不同的切削工艺和材料进行。
刀具知识:典型厂商涂层刀具牌号及性能涂层即硬质合金或高速钢刀具通过化学或物理方法在其上表面涂覆一层耐磨性好的难熔金属化合物,既能提高刀具材料的耐磨性,而又不降低其韧性。
(本篇选自《数控刀具选用指南》第二章第五节(三)各厂商涂层刀具牌号及性能)(一)各厂商CVD、PVD涂层牌号各厂商CVD涂层牌号见附录C所示。
各厂商PVD涂层牌号见附录D所示。
附录C 各厂商CVD涂层牌号附录D 各厂商PVD涂层牌号(二)典型产品介绍1.山高涂层刀具山高刀具针对不同的加工应用和被加工材料,开发出了一系列的刀具牌号,让不同硬质合金牌号性能适应不同的加工应用。
如表2-28、表2-29是山高常用的车削及铣削刀具牌号及性能举例。
表2-28 山高车削刀具牌号及性能表2-29 山高铣削刀具牌号及性能2.株洲钻石PVD涂层牌号“金钻”YB9320(1)这类刀具(片)通用性强,适用于多种材料的车削加工及铣削加工(见图2-27)。
它具有如下几个特点:1)通过原子重排技术,实现不同涂层材料的长程有序排列,达到硬度和韧性的完美匹配;并有效解决了多层涂层界面的高温失稳问题,改善了涂层的高温性能。
2)高韧性基体与TiAlN基纳米多层涂层,独特的离子刻蚀技术,强化刃口,并改善涂层与基体之间的结合强度。
3)先进的表面处理技术,优化应力分布,综合性能更优。
图2-27 YB9320刀片此产品通用性好,适用于多种材料的车削加工及铣削加工。
可广泛应用于汽车、航空、模具、船舶、轨道交通、工程机械、通用机械等各行各业及小型阀门、管接头、装饰件等各种小型零部件的半精加工及精加工。
(2)应用案例1)加工零件:法兰。
2)工件材料:不锈钢 316(30HRC)。
3)加工内容:外圆及端面车削。
4)加工机床:数控车床。
5)使用刀片:YB9320/CNMG120408-ADF。
6)切削参数:vc=160m/min,f=0.2mm/r,ap=1mm。
7)结果:ZCCCT产品加工的表面粗糙度明显优于其他公司产品,寿命较其他公司产品提升30%以上。