刀具__常用及新牌号硬质合金的使用范围
- 格式:xls
- 大小:40.00 KB
- 文档页数:15
常用刀具材料分类、特点及应用学校:学院:班级:姓名:学号:目录摘要 (3)一、刀具材料的基本要求 (4)二、常用刀具材料 (6)1.高速钢 (6)2.硬质合金 (9)三、涂层刀具 (12)1.硬质合金 (12)2.CVD Chemical Vapor Deposition (化学气相沉积) (12)3.PVD Physical Vapor Deposition(物理气相沉积) (13)四、金属陶瓷 (15)五、陶瓷 (17)六、立方氮化硼 (19)七、聚晶金刚石 (21)八、牌号 (22)1.车削牌号 (22)2.切断、切槽和螺纹加工牌号 (22)3.铣削牌号 (23)4.钻削牌号 (23)九、参考文献 (24)摘要要使金属切削工序获得满意的效果,切削刀具材料和牌号的选择是重要的考虑因素。
因此必须基本了解每种切削刀具材料及其性能,以便为每一切削应用做出正确选择。
本文旨在对目前常用刀具的材料进行分类,刀具材料的特点及应用进行总结,并根据每种切削刀具材料的性能给出应用建议。
关键词刀具材料分类刀具材料特点刀具材料性能刀具材料应用一、刀具材料的基本要求1.高硬度刀具是从工件上去除材料,所以刀具材料的硬度必须高于工件材料的硬度;刀具材料最低硬度应在60HRC以上;对于碳素工具钢材料,在室温条件下硬度应在62HRC以上;高速钢硬度为63HRC~70HRC;硬质合金刀具硬度为89HRC~93HRC2.高强度与强韧性刀具材料在切削时受到很大的切削力与冲击力;如车削45钢,在背吃刀量ap=4㎜,进给量f =0.5㎜/r的条件下,刀片所承受的切削力达到4000N,可见,刀具材料必须具有较高的强度和较强的韧性;一般刀具材料的韧性用冲击韧度a K表示,反映刀具材料抗脆性和崩刃能力3.较强的耐磨性和耐热性刀具耐磨性是刀具抵抗磨损能力。
一般刀具硬度越高,耐磨性越好。
刀具金相组织中硬质点(如碳化物、氮化物等)越多,颗粒越小,分布越均匀,则刀具耐磨性越好;刀具材料耐热性是衡量刀具切削性能的主要标志,通常用高温下保持高硬度的性能来衡量,也称热硬性。
硬质合金常用牌号及用途介绍发布时间:2006-07-29 07:00文字选择:牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2 ;硬度HRA/用途1、YG3x/ K01/ 1420; 92.5 /适于铸铁.有色金属及合金.淬火钢合金钢小切削断面高速精加工.2、YG6/ K20 /1900; 90.5 /适于铸铁.有色金属及合金.非金属材料中等到切削速度下半精加工和精加工.3、YG6x /K15/ 1800; 92.0/ 适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金钢的中小切削断面高速精加工.半精加工.4、YG6A/ K10/ 1800 ;92.0 /适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金的中小切削断面高速精加工5、YG8/ K30/ 2200 ;90.0/ 适于铸铁.有色金属及合金.非金属材料低速粗加工.6、YG8N/ K30/ 2100; 90.5 /适于铸铁.白口铸铁.球墨铸铁以及铬镍不锈钢等合金材料的高速切削.7、YG15/ K40/ 2500 ;87.0 /适于镶制油井.煤炭开采钻头.地质勘探钻头.8、YG4C/ 1600; 89.5/ 适于镶制油井.煤炭开采钻头.地质勘探钻头.9、YG8C/ 1800; 88.5 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿.10、YG11C/ 2200 ;87.0 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿.11、YW1/ M10/ 1400; 92.0 /适于钢.耐热钢.高锰钢和铸铁的中速半精加工.12、YW2/ M20/ 1600; 91.0 /适于耐热钢.高锰钢.不锈钢等难加工钢材中.低速粗加工和半精加工.13、GE1/ M30/ 2000; 91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件.14、GE2 /2500; 90.0 /硬质合金顶锤专用牌号.15、GE3/ M40/ 2600; 90.0 /适于制造细径微钻.立铣刀.旋转挫刀等.16、GE4/ 2600; 88.0/ 适于打印针.压缸及特殊用途的管. 棒.带等.17、GE5 /2800 ;85.0 /适于轧辊.冷冲模等耐冲击材料. (来源:中国金属加工网)PCBN刀片新牌号的开发与应用作者:佚名文章来源:网络转载点击数:28 更新时间:2006-7-25自从几十年前材料科学家们采用类似合成人造金刚石的工艺方法首次合成出聚晶立方氮化硼(PCBN)以来,PCBN刀具在机械加工中的应用已日渐广泛。
硬质合金刀具的型号、分类、用途型号1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
2、镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。
3、可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。
4、高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。
5、行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀。
硬质合金分类与用途-硬质合金分类及用途,直到国家标准正式发布之前,国内相关书本、杂志、资料中表述没有严格规范,通常按合金成份进行分类,用途表述则比较分散。
分类碳化钨基硬质合金:包括WC—Co、WC—TaC—Co、WC—TiC—Co、WC—TiC—TaC —Co、WC—Ti—TaC—NbC—Co等合金,这些合金均以碳化钨为主成份。
碳化钛基或碳氮化钛基硬质合金:通常以TiC或Ti(C、N)为基础成份,以Ni—Mo作粘结剂而组成的一种硬质合金。
这类硬质合金近几年又有许多新的进展,如含Ta、W等重金属元素的多元复式碳化物固溶体加入研制高性能Ti(C、N)基金属陶瓷等。
碳化铬基硬质合金:以Cr3C2为基,以Ni或Ni—W等作粘结剂而组成的硬质合金,通常用来作耐磨耐腐蚀零件,近几年还大量用于装饰品部件如表链等。
钢结硬质合金:以TiC或 WC为基,钢作粘结剂而组成的一种硬质合金,是一种可进行机加工和热处理的合金,是介于传统硬质合金与合金钢之间的一种工程材料。
涂层硬质合金:通常指在韧性的碳化钨基硬质合金基体上通过化学气相沉积或物理涂层方法,涂上几微米厚的TiC、TiN、Ti(C、N)、Al2O3之类的硬质化合物而生产的。
用途硬质合金具有一系列优良性能,用途十分广泛,随着时间推移用途还在不断扩大,主要用途分述如下:切削工具:硬质合金可用作各种各样的切削工具。

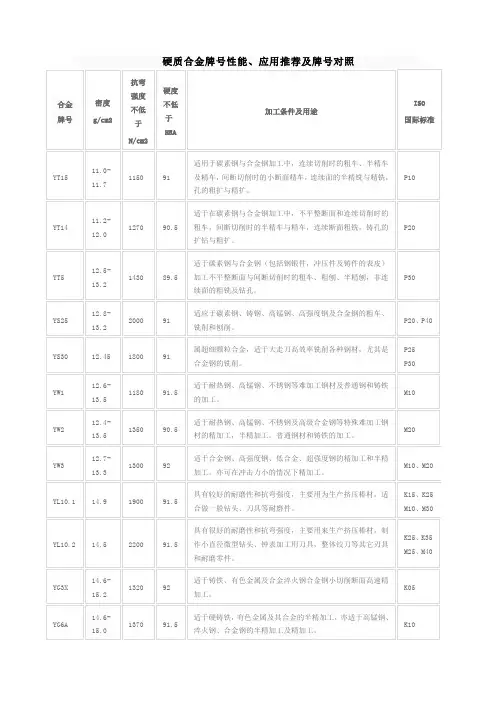
硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。
1、YG3x/ K01/ 1420;92.5/适于铸铁、有色金属及合金、淬火钢合金钢小切削断面高速精加工。
2、YG6/ K20 /1900;90.5/适于铸铁、有色金属及合金、非金属材料中等到切削速度下半精加工和精加工。
3、YG6x /K15/ 1800;92.0/ 适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金钢的中小切削断面高速精加工、半精加工。
4、YG6A/ K10/ 1800;92.0 /适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金的中小切削断面高速精加工。
5、YG8/ K30/ 2200;90.0/ 适于铸铁、有色金属及合金、非金属材料低速粗加工。
6、YG8N/ K30/ 2100;90.5/适于铸铁、白口铸铁、球墨铸铁以及铬镍不锈钢等合金材料的高速切削。
7、YG15/ K40/ 2500;87.0 /适于镶制油井、煤炭开采钻头、地质勘探钻头。
8、YG4C/ 1600;89.5/ 适于镶制油井、煤炭开采钻头、地质勘探钻头。
9、YG8C/ 1800;88.5/适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
10、YG11C/ 2200;87.0 /适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
11、YW1/ M10/ 1400;92.0 /适于钢、耐热钢、高锰钢和铸铁的中速半精加工。
12、YW2/ M20/ 1600;91.0 /适于耐热钢、高锰钢、不锈钢等难加工钢材中、低速粗加工和半精加工。
13、GE1/ M30/ 2000;91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件。
14、GE2 /2500;90.0 /硬质合金顶锤专用牌号。
15、GE3/ M40/ 2600;90.0 /适于制造细径微钻、立铣刀、旋转挫刀等。
16、GE4/ 2600;88.0/ 适于打印针、压缸及特殊用途的管、棒、带等。
刀具材料的种类很多,常用的材料有工具钢、硬质合金、陶瓷和超硬1、碳素工具钢碳素工具钢是指碳的质量分数为0.65%~1.35%的优质高碳钢。
用做刀具的牌号一般是T10A和T12A。
常温硬度60~64HRC。
当切削刃热至200~250℃时,其硬度和耐磨性就会迅速下降,从而丧失切削性能。
碳素工具钢多用于制造低速手用工具,如锉刀、手用锯条等。
2、合金工具钢为了改善碳素工具钢的性能,常在其中加入适量合金元素如锰、铬、钨、硅和钒等,从而形成了合金工具钢。
常用牌号有9SiCr、GCrl5、CrWMn等。
合金工具钢与碳素工具钢相比,其热处理后的硬度相近,而耐热性和耐磨性略高,热处理性也较好。
但与高速钢相比,合金工具钢的切削速度和使用寿命又远不如高速钢,使其应用受到很大的限制。
因此,合金工具钢一般仅用于取代碳素工具钢,作一些低速、手动刀具,如手用丝锥、手动铰刀、圆板牙、搓丝板等。
3、高速钢高速钢是一种含钨、铝、铬、钒等合金元素较多的高合金工具钢。
高速钢主要优点是具有高的硬度、强度和耐磨性,且耐热性和淬透性良好,其允许的切削速度是碳素工具钢和合金工具钢的两倍以上。
高速钢刃磨后切削刃锋利,故又称之为“锋钢”和“白钢”。
高速钢是一种综合性能好、应用范围较广的刀具材料,常用来制造结构复杂的刀具,如成形车刀、铣刀、钻头、铰刀。
拉刀、齿轮刀具等。
高速钢按其用途和性能不同,可分普通高速钢和高性能高速钢;按其化学成分不同,又可分为钨系高速钢和钨钼系高速钢。
1) 普通高速钢是指加工一般金属材料用的高速钢。
常用牌号有W18Cr4V和W6Mo5Cr4V2。
① W18Cr4V属钨系高速钢,它具有性能稳定,刃磨及热处理工艺控制方便等优点,但因钨价较高,且使用寿命短故使用较少。
② W6Mo5Cr4V2属钨钼系高速钢,它的碳化物分布均匀,抗弯强度,冲击韧度和高温塑性都比W18Cr4V好,但磨削工艺略差。
因其使用寿命长、价格低,故被广泛使用。
2) 高性能高速钢是在普通高速钢中再加入一些合金元素,以进一步提高它的耐热性、耐磨性。
常用刀具材料的性能及应用一、概述刀具材料是指刀具上参与切削部分的材料。
刀具的切削部分不但要求具有一定的几何形状,还要求有相应的刀具材料。
目前广泛应用的刀具材料有高速钢和硬质合金。
二、刀具材料应具备的性能(一)高的硬度和良好的耐磨性(二)高的强度和韧性(三)高的耐热性(四)良好的工艺性总之,刀具应具备的性能主要就这四个方面,当然还有经济性、切削性能的可预测性等要求。
三、常用刀具材料目前在切削加工中常用的刀具材料有:碳素工具钢、合金工具钢、高速钢、硬质合金及陶瓷等。
一)碳素工具钢碳素工具钢是一种含C量较高的优质钢(含C一般为0.65~1.35%)。
1、常用牌号有T7A、T8A……T13A等2、主要性能淬火后硬度较高,可达HRC61~65;红硬性为200℃~250℃,价格低廉,不耐高温,切削速度因此而不能提高,允许切削速度VC≤10m/min,只能制作低速手用刀具,如板牙、锯条、锉等。
二)合金工具钢在碳素工具钢中加入一定量的铬(Cr)、钨(W)、锰(Mn)等合金元素,能够提高材料的耐热性、耐磨性和韧性,同时还可以减少热处理时的变形。
1、主要牌号有9SiCr CrWMn2、主要性能淬火后的硬度可达HRC61~65,红硬性为300℃~400℃,允许切削速度Vc=10~15m/min,制作低速、形状比较复杂、要求淬火后变形小的刀具。
如板牙、拉刀、手用铰刀(孔的精加工)等。
三)高速钢高速钢是一种高合金工具钢,钢中含有W、Mo、Cr、V等合金元素。
(一) 高速钢的性能:具有较高的强度和韧性;良好的耐磨性;红硬性为600℃;允许切削速度V C=25~30m/min;良好的制造工艺性;可获得锋利的刀刃(锋钢之称);加工范围较大(铸铁、有色金属、钢)。
(二)高速钢的分类钨系高速钢:W18C r4V (最常用,刃磨性好)普通高速钢钼系高速钢:W6M O5C r4V2高速钢高碳高速钢:95W18C r4V (含C量为0.95%)高钒高速钢:W6M O5C r4V3 (提高耐磨性)高性能高速钢钴高速钢:W6M O5C r4V2C O8铝高速钢:W6M O5C r4V2A l四)硬质合金硬质合金= 硬质相(TiC或WC)+粘结相(Co、Ni、Mo等,其中Co比较常用)上图为各种硬质合金刀头(一)主要性能1)常温硬度HRC74~81.5,红硬性800℃~1000℃,耐磨性优良;2)允许切削速度V C=100m/min以上,最高不能超过200m/min;硬质合金3)脆性较大,怕冲击和振动。
国产常用硬质合金的牌号、身分及性能ID 牌号疏密程度①硬度②抗弯强度③至关的ISO牌号使用性能适用范围生产单元1 YN10 6.3 92 1.1(110) P05 为碳化钛基硬质合金,耐磨性和耐热性较高,抗振性差,烧焊及刃磨性能优于YT30 适用于碳素钢、合金钢、不锈钢、工具钢及淬硬钢的连续面精切株洲硬质合金厂2 YN05 5.9 93.3 0.95(95) P01 为碳化钛基硬质合金,耐磨性接近陶瓷,耐热性极好,抗打击及抗振性差适用于钢、淬硬钢、合金钢、不锈钢、生铁和合金生铁的高速精加工株洲硬质合金厂3 YT05(YT2) 12.5~12.9 92.5 1.2(120) P05 耐磨性高,耐热性良好,具备足够的高温硬度和韧性适用于碳素钢、合金钢和高强度钢的高速精加工和半精加工,以适用于淬硬钢及含钴较高的合金的加工株洲硬质合金厂4 YTM30(M30) 12.45 91.5 1.8(180) P25~P35 ④适用于低碳钢、中碳钢、合金结构钢、碳素工具钢、耐热钢和高强度钢的铣削,适于中速大进给铣削加工,是铣削专用牌号株洲硬质合金厂 5 YT35 12.5~12.6 91.2 2.1(210) P35 属超细晶粒合金,使用强度和抗打击性能优良,耐磨性优于YT5 适用于各类钢材,尤其是锻、铸件皮面粗车、粗铣和粗刨株洲硬质合金厂6 YTS25 12.8~13.2 91 2.0(200) P20~P40/M20~M30 耐磨性及韧性均较好,有较高的抗打击和抗振性能适于碳素钢、铸钢、高锰钢、高强度钢及合金钢的粗车、铣削和刨削株洲硬质合金厂7 YW3 12.7~13.3 92 1.4(140) M10,M20 耐磨性及耐热性很高,抗打击和抗振性能中常,韧性较好适于耐加热后黏合金钢、高强度钢、低合金超高强度钢的精加工和半精加工,亦可在打击小的环境下粗加工株洲硬质合金厂8 YW4 12.1~12.5 92 1.3(130) P10/M10 具备极好的耐高温性能和抗粘结性,通用性良好适于碳素钢、除镍基以外的大多数合金钢、调质钢,特别适于耐热不锈钢的精加工株洲硬质合金厂9 YS2(YG10H,YG10HT) 14.4~14.6 91.5 2.2(220) K30 属超细晶粒合金,耐磨性较好,抗打击和抗振性好用于加工钴基、镍基高温合金、钛合金、耐热不锈钢、耐加热后黏合金堆焊层,适于低速粗车和铣削加工,作切断刀及丝锥尤佳,也可用于钻孔、镗孔、滚齿等株洲硬质合金厂10 YGRM(6J) 15.0 92 1.8(180) K10,M10 属超细晶粒合,耐磨性优良、抗打击和抗振性能好、抗粘结能力强适于精车、半精车钛合金、耐加热后黏合金,也可用于上面所说的材料的铣削,加工各类生铁尤其是铣冷硬生铁及高强度钢,也用于堆焊、喷焊材料的粗车、铣削株洲硬质合金厂11 YM051(YH1) 14.2~14.4 92.5 1.65(165) K10 属超细晶粒合金、耐磨性高,耐热性好,韧性好,通用性强适合钛基、铁镍基和镍基耐加热后黏合金粗、精加工;淬硬钢,特殊耐热不锈钢的精加工和半精加工;高锰钢的粗、精加工;冷硬生铁的加工及非金属铸石、陶瓷、花岗石的加工;镍铬硼硅喷涂层、硅钢片、铝合金和高硅铝粉冶炼金属加工株洲硬质合金厂12 YH2 13.9~14.1 92.5 1.6(160) K05 属超细晶粒合金,耐磨性高,耐热性高,通用性好适合特种耐热不锈钢的粗、精加工;高强度钢的精加工;高锰钢的粗、精加工;淬硬钢的精与半精加工;冷硬生铁粗、精加工;亦适于铁基耐加热后黏合金精加工和半精加工;加工玻璃成品株洲硬质合金厂13 YM053(YH3) 13.9~14.2 92.5 1.6(160) K05 属超细晶粒合金,耐磨性优良,耐热性好适合高镍冷硬生铁、球墨冷硬生铁、白口铁的粗、精加工,镍基碳化钨喷焊层的精加工,亦适于一般生铁的粗、精加工株洲硬质合金厂14 YC09(9#) 14.8~15.0 94 1.4(140) K01 属超细晶粒合金,有高的硬度和耐磨性,良好的耐热性及导热性,抗范性变形能力强专用于各种镍基、钴基、铁基及含碳化钨自熔性喷涂合金材料的车、铣、刨加工株洲硬质合金厂15 YD10 14.7~15.0 92 1.6(160) K10 属超细晶粒合金,有高的韧性和耐磨性适合钟表、仪表等工业作各种小模数齿轮滚刀、铣刀、所有成形刀具和不佣人力机床用的各类刀具,最适于切削易切钢及有色金属株洲硬质合金厂16 B60 12.5 92 1.5(150) K01 属超细晶粒合金石油管罗纹用梳刀株洲硬质合金厂17 YG8W(W4) 14.7 92 2.0(200) K25 耐磨性及容许的切削速度较YG8高,抗打击和抗振性能良好适合加工耐加热后黏合金、钛合金及耐热不锈钢,可粗车及断续切削株洲硬质合金厂18 YT715 11.0~12.0 91.5 1.2(120) P10~P20 耐热性、耐磨性好、容许较高的切削速度用于高强合金钢的精加工和半精加工和罗纹加工自贡硬质合金厂19 YT707 11.8~12.5 92 1.45(145) P10/M10 耐热性和耐磨性好有较好的综合性能适用于高强合金钢、高速钢、弹簧钢的精加工和半精加工,适于加工罗纹。
常用刀具材料的种类及其特性碳素工具钢优点:碳素工具钢生产成本较低,原材料来源方便;易于冷、热加工,在热处理后可获得相当高的硬度;在工作受热不高的情况下,耐磨性也较好。
缺点:淬透性差,需要用水、盐水或碱水淬火,畸变和开裂倾向性大,耐磨性和热强度都很低。
常用牌号:T7、T8、T8Mn、T10、T11、T12。
应用:碳含量较低的T7钢具有良好的韧性,但耐磨性不高,适于制作切削软材料的刃具和承受冲击负荷的工具,如木工工具、镰刀、凿子、锤子等。
T8钢具有较好的韧性和较高的硬度,适于制作冲头、剪刀,也可制作木工工具。
锰含量较高的T8Mn钢淬透性较好,适于制作断口较大的木工工具、煤矿用凿、石工凿和要求变形小的手锯条、横纹锉刀。
T10钢耐磨性较好,应用范围较广,适于制作切削条件较差、耐磨性要求较高的金属切削工具,以及冷冲模具和测量工具,如车刀、刨刀、铣刀、搓丝板、拉丝模、刻纹凿子、卡尺和塞规等。
T12钢硬度高、耐磨性好,但是韧性低,可以用于制作不受冲击的,要求硬度高、耐磨性好的切削工具和测量工具,如刮刀、钻头、铰刀、扩孔钻、丝锥、板牙和千分尺等。
T13钢是碳素工具钢中碳含量最高的钢种,其硬度极高,但韧性低,不能承受冲击载荷,只适于制作切削高硬度材料的刃具和加工坚硬岩石的工具,如锉刀、刻刀、拉丝模具、雕刻工具等。
高速钢优点:避免了熔炼法生产所造成的碳化物偏析而引起机械性能降低和热处理变形。
高速钢强度、韧性均好,刃磨后切削刃锋利,质量稳定强度较好,可磨性好,可用普通钢玉砂轮磨削。
缺点:价格高,耐热性中等,热塑性差。
主要种类:高速钢是一种复杂的钢种,含碳量一般在0.70~1.65%之间。
含合金元素量较多,总量可达10~25%。
按所含合金元素不同可分为:①钨系高速钢(含钨9~18%);②钨钼系高速钢(含钨5~12%,含钼2~6%);③高钼系高速钢(含钨0~2%,含钼5~10%);④钒高速钢,按含钒量的不同又分一般含钒量(含钒1~2%)和高含钒量(含钒2.5~5%)的高速钢;⑤钴高速钢(含钴5~10%)。
YT15(P10)硬度≥91适于碳素钢与合金钢连续切削的半精车及精车.断续切时的精车.旋风车丝,连续面的半精铣和精铣,孔的粗扩与精扩。
YT14(P20)硬度≥90.5适于对碳素钢与合金钢不平整面进行连续切削时的粗车,间断切削是的半精车与精车,连续面的粗铣,铸孔的扩钻等。
YT5(P30)硬度≥89.5适于碳素钢与合金钢【包括锻件。
冲压件及铸件的表皮】不平整面切削时的粗车。
粗刨,半精刨,粗铣等。
YT30(P05)硬度≥92.5适于碳素钢与合金钢的精加工,如小断面精车、精镗、精扩等。
YT05(P05)硬度≥92.5适于淬火钢、合金钢和高强度钢的精加工和半精加工。
YG3(K01)硬度≥90.5适于铸铁、有色金属的精加工的半精加工。
YG3X(K01)硬度≥91.5适于铸铁、有色金属及其合金的精车、精镗等。
YG6(K20)硬度≥89.5适于铸铁、有色金属及其合金、非金属材料的精加工的半精加工。
YG6A(K10)硬度≥91.5适于铸铁、有色金属及其合金半精加工。
YG8(K30)硬度≥89.0适于铸铁,有色金属及其合金,非金属材料不平整表面和间断切削时的粗车,粗刨,粗铣,一般孔和深孔的钻扩,扩孔。
YG8N(K20K30)硬度≥90适于铸铁及有色金属的粗加工,亦适用于不锈钢的粗加工的精加工。
YG6X(K10)硬度≥91.0适于合金铸铁.普通铸铁的精加工及半精加工。
YW1(M10)硬度≥91.5适于耐热钢,刚猛钢,不锈钢及合金钢等难加工钢材的加工,也适于普通钢材,铸铁的加工.YW2(M20)硬度≥90.5适于耐热钢、高锰钢、不锈钢及合金钢等难加工钢材的加工,也适于普通钢材、铸铁的加工。
YW3(M10M20)硬度≥92用于不锈钢、合金钢、高强度钢、超高强度钢的精加工和半精加工。
亦可在冲击力小的情况下粗加工。
YS25(P25)硬度≥90.5适于碳素钢,铸钢,高锰钢,高强度钢的及合金钢的粗车,铣削和刨削。
YS30(P30)硬度≥90.5适于大走刀高效率铣削各种钢材,尤其适合合金钢的铣削、滚齿。
常用硬质合金刀具材料的选用分析摘要:硬质合金是高硬度、难溶的金属化合物(主要是WC、TiC等,又称高温碳化物)微米数量级的粉末,用Co、Mo、Ni等作粘结剂烧结而成的粉末冶金制品。
与高速钢相比,它具有较高的硬度、耐磨性和红硬性;与超硬材料相比,它具有较高的韧性。
由于硬质合金具有良好的综合性能,因此在刀具行业得到了广泛应用。
关键词:硬质合金;性能;硬度;选用硬质合金是高硬度、难溶的金属化合物(主要是WC、TiC等,又称高温碳化物)微米数量级的粉末,用Co、Mo、Ni等作粘结剂烧结而成的粉末冶金制品。
允许切削温度高达800~1000℃;切削中碳钢,切削速度可达1.67m/min以上.目前虽然可供使用的品种很多,新型的刀具材料也不断出现,但硬质合金仍是最受欢迎的一种刀具材料。
与高速钢相比,它具有较高的硬度、耐磨性和红硬性;与超硬材料相比,它具有较高的韧性。
由于硬质合金具有良好的综合性能,因此在刀具行业得到了广泛应用.文章结合硬质合金的基本特性,对牌号的适当选用等进行了综述,并举例说明。
1 常用硬质合金材料的种类常用的硬质合金材料按其化学成分与使用性能分为三类:第一类是WC-Co合金,即钨钴类,ISO标准以K表示,冶金部标准以YG 表示。
用数字代表钴的含量,如YG6,表示含钴6%,含WC94%.第二类是WC-TiC-Co合金,即钨钴钛类,ISO标准以P表示,冶金部标准以YT表示,用数字表示TiC的含量,如YT15,表示含TiC15%,其它WC和Co占85%。
而TiC+WC+Ni+Mo合金为碳化钛基类,ISO标准以P 表示,冶金部标准以YN表示。
第三类是添加钽(Ta)铌(Nb)类,ISO标准以M表示,冶金部标准以YW表示。
2 硬质合金刀具材料的选用分析(1)WC-Co合金包括YG3X、YG3、YG6X、YG6、YG8、YG6A等,一般用于加工铸铁、有色金属及其合金。
在切削铸铁及其它脆性材料时,由于形成崩碎切屑,局部压力很大,并具有一定的冲击性。
钻石牌数控刀片涂层硬质合金牌号的加工性能及用途涂层硬质合金牌号的优点:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3 沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。
普通涂层牌号的特点及用途YBM151----特殊组织结构基体与TiCN、薄Al2O3、TiN涂层结合,具有良好的抗扩散磨损性及抵抗塑性变形能力,同时具良好抗冲击性能,适合于不锈钢的精加工、半精加工及粗加工。
YBM251----韧性和强度好的基体与TiCN、薄Al2O3、TiN涂层结合,适合于不锈钢的半精加工及粗加工。
YBD151----高耐磨性基体与MT- Ti (CN) 、厚Al2O3、TiN 涂层的极佳组合,适合于铸铁材料的精加工及半精加工。
YBC151----高耐磨性的基体与MT- TiCN、厚Al2O3、TiN涂层的组合;适合于钢材的精加工。
YBC251----刃口安全性良好的韧性基体与MTTiCN、厚Al2O3、TiN涂层的极佳组合;适合于钢材的半精加工。
YBC351----高强度与抗塑性变形基体与M T -TiCN、厚Al2O3、TiN涂层的结合;具有好的韧性及抗塑性变形,适合于钢材的粗加工。
钻石牌数控刀片涂层硬质合金牌号的加工性能及用途涂层硬质合金牌号的长处:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3 沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。
硬质合金分类和应用推荐1.钨钴类硬质合金主要成分是碳化钨(WC)和粘结剂钴(Co)。
其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。
例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。
一般钨钴类合金主要实用于:硬质合金刀具、模具以及地矿类产品。
2.钨钛钴类硬质合金主要成分是碳化钨、碳化钛(TiC)及钴。
其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。
例如,YT15,表示平均TiC=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。
3.钨钛钽(铌)类硬质合金主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。
这类硬质合金又称通用硬质合金或万能硬质合金。
其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如YW1。
硬质合金对应性能、应用推荐:1. 硬质合金牌号:YG3X 密度g/cm2: 14.6-15.2 抗弯强度不低于N/cm2: 1320硬度不低于HRA: 92常见用途: 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。
相当于ISO: K012. .硬质合金牌号:YG6A 密度g/cm2: 14.6-15.0 抗弯强度不低于N/cm2: 1370硬度不低于HRA: 91.5常见用途: 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
相当于ISO: K053. .硬质合金牌号:YG6X 密度g/cm2: 14.6-15.0 抗弯强度不低于N/cm2: 1420硬度不低于HRA: 91常见用途: 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
相当于ISO: K104. .硬质合金牌号:YK15 密度g/cm2: 14.2-14.6 抗弯强度不低于N/cm2: 2100硬度不低于HRA: 91常见用途: 适于加工整体合金钻、铣、铰等刀具。
常用刀具材料分类、特点及应用机自12-2班120401140203赵海燕常用刀具材料分类、特点及应用刀具材料的切削性能直接影响着生产效率、工件的加工精度、已加工表面质量和加工成本等,所以正确选择刀具材料是设计和选用刀具的重要内容之一。
1、刀具材料应具备的性能金属切削时,刀具切削部分直接和工件及切屑相接触,承受着很大的切削压力和冲击,并受到工件及切屑的剧烈摩擦,产生很高的切削温度,即刀具切削部分是在高温、高压及剧烈摩擦的恶劣条件下工作的。
因此,刀具切削部分材料应具备以下基本性能。
1.1 高的硬度和耐磨性硬度是刀具材料应具备的基本特性。
刀具要从工件上切下切屑,其硬度必须比工件材料的硬度大。
耐磨性是材料抵抗磨损的能力。
一般来说,刀具材料的硬度越高,耐磨性就越好。
组织中硬质点(碳化物、氮化物等)的硬度越高,数量越多,颗粒越小,分布越均匀,则耐磨性越高。
但刀具材料的耐磨性实际上不仅取决于它的硬度,而且也和它的化学成分、强度、纤维组织及摩擦区的温度有关。
1.2 足够的强度和韧性要使刀具在承受很大压力,以及在切削过程中通常要出现的冲击和振动的条件下工作,而不产生崩刃和折断,刀具材料就必须具有足够的强度和韧性。
1.3 高的耐热性耐热性是衡量刀具材料切削性能的主要标志。
它是指刀具材料在高温下保持硬度、耐磨性、强度和韧性的性能。
1.4 导热性好刀具材料的导热性越好,切削热越容易从切削区散走,有利于降低切削温度。
刀具材料的导热性用热导率表示。
热导率大,表示导热性好,切削时产生的热量就容易传散出去,从而降低切削部分的温度,减轻刀具磨损。
1.5 具有良好的工艺性和经济性既要求刀具材料本身的可切削性能、耐磨性能、热处理性能、焊接性能等要好,且又要资源丰富,价格低廉。
2、常用刀具的种类、牌号及主要性能刀具材料可分为工具钢、高速钢、硬质合金、陶瓷和超硬材料等五大类。
常用刀具材料的主要性能及用途见表常用刀具材料的主要性能种类常用牌号硬度HRC(HRA)抗弯强度(GPa)热硬性(°C)工艺性能用途碳素工具钢T8A、T10A、T12A60~64(81~83)2.45~2.75200~250可冷热加工成形,刃磨性能好用于手动工具,如锉刀、锯条、錾子等合金工具钢9siCr、CiWMn60~65(81~84)2.45~2.75250~300可冷热加工成形,刃磨性能好,热处理变形小用于低速成形刀具,如丝锥、板牙、铰刀等高速钢W9Mo3Cr4V、W6Mo5CrV263~69(82~87)3.43~4.41550~600可冷热加工成形,刃磨性能好,热处理变形小用于机动复杂的中速刀具,如钻头、铣刀、齿轮刀具等硬质合金(YG类)K类(YT类)P类(YW类)M类69~81(89~93)1.08~2.16800~1100粉未冶金成形,只能磨削加工不能热处理,多镶片使用,较脆用于机动简单的高速切削刀具,如车刀、刨刀、铣刀刀片陶瓷SG4、AT6(93~94)1500~2100HV0.4~1.1151200压制烧结成形,只能磨削加工,不需热处理,脆性略大于硬质合金多用于车刀,适宜精加工连续切削立方碳化硼(CBN)FD、LBN-Y7300~7400HV0.57~0.811200~1500高温高压烧结成形,硬度高于陶瓷,极脆,可用金刚石砂轮磨削,不需用于加工高硬度、高强度材料(特别是铁族材料)热处理人造金刚石10000HV0.42~1.0700~800硬度高于CBN,极脆用于有色金属的高精度、低粗糙度切削,也用于非金属精密加工,不切削铁族金属3、常用道具的介绍高速钢普通高速钢普通高速钢指用来加工一般工程材料的高速钢,常用的牌号有:(1)W18Cr4V(简称W18)。