铝合金压铸件的标准
- 格式:doc
- 大小:199.50 KB
- 文档页数:8
. . 铝 合 金 压 铸 件 1 范围 本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。 本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 6414—1999 铸件 尺寸公差与机械加工余量 GB/T 11334—1989 圆锥公差 JIS H 5302—1990 压铸铝合金
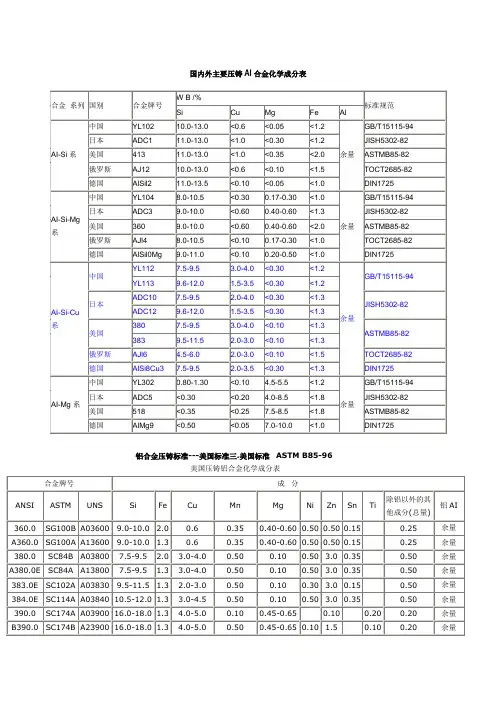
3 压铸铝合金 3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。 3.2 ADC10的化学成分表1给出。其中铜的含量控制在不大于2.8 %。 表1 ADC10化学成分
元 素 Si Cu Mn Mg Zn Fe Ni Sn Al 含 量 ,% 7.5~9.5 2.0~4.0 ≤0.5 ≤0.3 ≤1.0 ≤1.3 ≤0.5 ≤0.3 余量 3.3 ADC10的力学性能不低于: a ) 抗拉强度σb :245 MPa; b ) 伸长率δ5 :2 %; c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差 4.1 压铸件尺寸公差的代号、等级及数值 压铸件尺寸公差的代号为CT。尺寸公差等级选用GB/T 6414—1999中的CT3 ~ CT8。一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。尺寸公差数值表2给出。 4.2 壁厚尺寸公差 壁厚尺寸公差一般比该压铸件的一般公差粗一级。例如:一般公差规定为CT7,壁厚公差则为CT8。当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。 4.3 公差带的位置 尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。 对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
. . 表2 压铸件尺寸公差数值 单位为毫米
公 差 等 级 CT3 CT4 CT5 CT6 CT7 CT8 压铸件基本尺寸 公 差 值 ~ 3 0.14 0.20 0.28 0.40 0.56 0.80 >3 ~ 6 0.16 0.24 0.32 0.48 0.64 0.90 >6 ~ 10 0.18 0.26 0.36 0.52 0.71 1.0 >10 ~ 16 0.20 0.28 0.38 0.54 0.78 1.1 >16 ~ 25 0.22 0.30 0.42 0.58 0.82 1.2 >25 ~ 40 0.24 0.32 0.46 0.64 0.90 1.3 >40 ~ 63 0.26 0.36 0.50 0.70 1.0 1.4 >63 ~ 100 0.28 0.40 0.56 0.78 1.1 1.6 >100 ~ 160 0.30 0.44 0.62 0.88 1.2 1.8 >160 ~ 250 0.34 0.50 0.70 1.0 1.4 2.0 >250 ~ 400 0.40 0.56 0.78 1.1 1.6 2.2 注:CT8仅适用于一般公差规定为CT7的壁厚。 4.4 公差增量和错型值 受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。当需进一步限制错型值时,则应在图样上注明其允许的最大错型值。 4.5 尺寸公差标注 4.5.1 标注公差尺寸采用极限偏差标注尺寸公差(见示例1)。
示例1: 10±0.18 , 26.010.010 , 36.0010。 4.5.2 未注公差尺寸采用公差代号标注尺寸公差(见示例2)。当按未注公差基本规定的等级时,允许不作说明。
示例2: 一般公差按GB/T 6414 – CT7 。 4.5.3 当需进一步限制错型值时,应注明其允许的最大错型值(见示例3)。 示例3: 一般公差按GB/T 6414-CT6-最大错型0.5。
5 压铸件角度公差 压铸件的圆锥角和棱体角的角度公差等级选用GB/T 11334中AT15 ~ AT16,未注角度公差的公差等级按AT16。角度公差值表3给出。选择公差值时,角度按角度短边长度确定,圆锥角按圆锥素线长度确定。角度极限偏差均按双向取值(见图1)。 表3 角度公差数值
基本长度L,mm ~3 >3~6 >6~10 >10~16 >16~25 >25~40 >40~63 >63~100 角度公差等级 公 差 值 A Tα AT15 3°00′ 2°30′ 2°00′ 1°40′ 1°20′ 1°00′ 50′ 40′ AT16 5°00′ 4°00′ 3°00′ 2°30′ 2°00′ 1°40′ 1°20′ 1°00′ . .
a) 圆锥角 α±AT/2 b) 棱体角 β±AT/2 图1 角度公差带位置
6 压铸件的形状和位置公差 6.1 形状公差 压铸件的形状公差值(平面度和铸造斜度除外)应在有关尺寸公差值范围内。平面度公差表4给出,未注平面度公差的公差等级按铸态2级。 表4 平面度公差 单位为毫米
状 态 铸 态 整 形 后 公 差 等 级 1级 2级 1级 2级 被测要素主参数 公 差 值 ~ 25 0.10 0.20 0.06 0.10 >25 ~ 63 0.15 0.300 0.08 0.15 >63 ~ 100 0.20 0.40 0.10 0.20 >100 ~ 160 0.28 0.55 0.12 0.25 >160 ~ 250 0.40 0.80 0.15 0.30 >250 ~ 400 0.55 1.10 0.20 0.40 6.2 位置公差 压铸件的未注位置公差(不包括压铸件与镶嵌件之间的有关部位)表5和表6给出。 表5 平行度、垂直度、圆跳动未注公差 单位为毫米
被测要素主参数 被测要素和基准要素在同一半模内 被测要素和基准要素不在同一半模内 二个要素 都 不 动 其中一个 要 素 动 二个要素 都 动 二个要素 都 不 动 其中一个 要 素 动 二个要素 都 动
公 差 值 ~ 25 0.10 0.15 0.20 0.15 0.20 0.30 >25 ~ 63 0.15 0.20 0.30 0.20 0.30 0.40 >63 ~ 100 0.20 0.30 0.40 0.30 0.40 0.50 >100 ~ 160 0.30 0.40 0.50 0.40 0.50 0.70 >160 ~ 250 0.40 0.50 0.70 0.50 0.70 0.90 >250 ~ 400 0.50 0.70 0.90 0.70 0.90 1.10 表6 同轴度、对称度未注公差 单位为毫米 . . 被测要素主参数 被测要素和基准要素在同一半模内 被测要素和基准要素不在同一半模内 二个要素 都 不 动 其中一个 要 素 动 二个要素 都 动 二个要素 都 不 动 其中一个 要 素 动 二个要素 都 动
公 差 值
~ 30 0.15 0.30 0.35 0.30 0.35 0.45 >30 ~ 50 0.25 0.40 0.50 0.40 0.50 0.60 >50 ~ 120 0.35 0.55 0.70 0.55 0.70 0.85 >120 ~ 250 0.50 0.75 0.95 0.75 1.0 1.2
7 工艺性要求 7.1 倾斜要素 7.1.1 斜度 7.1.1.1 斜度应在图样上标明是增加材料,还是减去材料,或取平均值。其图样标注及解释见表7
表7 斜度标注
7.1.1.2 与图样上通用的斜度布置不同的特殊表面的斜度,应在该表面上标注。例如:+ 。 7.1.1.3 对于要机械加工的尺寸,为了能获得成品尺寸,应采用“斜度+”,而不考虑图样上对斜度的通用要求。 7.1.2 起模斜度 7.1.2.1 起模斜度未包括在尺寸公差范围内。起模斜度的布置和基准表8给出。有特殊规定和要求时,应在图样上标明。
表8 起模斜度 . . 表 面 类 别 不 再 机 械 加 工 表 面 需 要 机 械 加 工 表 面 包容面(内表面) 被包容面(外表面) 包容面(内表面) 被包容面(外表面) 斜 度 布 置 斜 度 - 斜 度 +
基 准 部 位 小 端 大 端 大 端 小 端
7.1.2.2 压铸件包容面的一般起模斜度表9给出;压铸件被包容面的铸造斜度为包容面铸造斜度的二分之一。压铸件的最小起模斜度表10给出。 表9 包容面起模斜度
包容面高度,mm ~6 >6~8 >8~10 >10~15 >15~20 >20~30 >30~60 起 模 斜 度 4°00′ 3°30′ 3°00′ 2°30′ 2°00′ 1°30′ 1°15′ 7.1.2.3 压铸件的最小起模斜度表10给出。 表10 最小起模斜度
表 面 类 别 配 合 面 非 配 合 面 包 容 面 被 包 容 面 包 容 面 被 包 容 面 圆 形 非 圆 形
最小起模斜度 20′ 30′ 15′ 40′ 30′
7.1.2.4 文字、符号的起模斜度为10°~25° 。 7.2 壁厚 压铸件的最小壁厚与常用壁厚表11给出。 表11 最小壁厚与常用壁厚
壁厚处面积, mm2 ~2 500 >2 500~10 000 >10 000~50 000 >50 000 最 小 壁 厚, mm 0.7 1.0 1.5 2.2 常 用 壁 厚, mm 2.0 2.5 3.0 3.5
7.3 铸造圆角 压铸件铸造圆角的最小半径为0.3 mm,推荐半径为0.5 mm。 7.4 机械加工余量 7.4.1 压铸件要求的机械加工余量适用于整个毛坯件,即对所有需机械加工的表面只规定一个值,且该值由最终机械加工后成品件的最大轮廓尺寸来决定。 压铸件某一部位在铸态下的最大尺寸应不超过成品尺寸与要求的机械加工余量及铸造总公差之和(见图2)。当采用斜度时,斜度应另外考虑。 7.4.2 要求的机械加工余量 要求的机械加工余量代号为RMA,其机械加工余量等级选用GB/T 6414中的B~C级。要求的机械加工余量表12给出。 表12 要求的机械加工余量 单位为毫米
最 大 轮 廓 尺 寸 ~40 >40~63 >63~100 >100~160 >160~250 >250~400 机械加工余量等级 R M A B 0.1 0.2 0.3 0.4 0.5 0.7
C 0.2 0.3 0.4 0.5 0.7 0.9