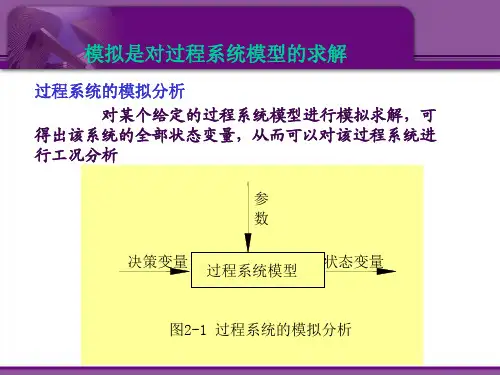
化工系统模拟与优化
- 格式:docx
- 大小:85.50 KB
- 文档页数:17

各大化工模拟软件比较 1 概要目前,国内主要的化工流程模拟软件美国 SimSci-Esscor 公司的 PRO/II,美国AspenTech 公司的 Aspen Plus, Hysys ,英国 PSE 公司的 gPROMS ,美国 Chemstations 公司 ChemCAD 和美国 WinSim Inc. 公司的 Design II,加拿大 Virtual Materials Group的 VMGSim 。
现将这几种软件简介归纳如下,供参考学习之用。
2 CHEMCAD, PROII, ASPEN的比较简单总结以下七点:1. 一般认为, PROII 在炼油工业应用更为准确些, 因其数据库中有不少经验数据; 而 ASPEN 在化工领域表现更好, Aspen Plus与之比较有其它软件不可比拟的优点它基本上覆盖了以上各软件的所有优点。
有人比喻:PROII 是经验派, ASPEN 是学院派。
2. 学习 aspen plus必备1化工原理;讲化工过程得单元操作2热力学方法;讲述物性计算方法;3化工系统工程;讲述如何对化工系统进行建模,分析、求解如果简单掌握, 1、 2就可以了,如果想进一步深入,还需看看 3,另外有一个有经验得老师辅导也是很重要的。
3. HYSYS主要用于炼油。
动态模拟是它的优势。
SPEN 是智能型的,用于化工领域流程模拟,比较大或长的流程,而且数据库比较全,开方式的。
它和 HYSYS 现在是一家。
PRO /II 可以用于设备核算,流程短,或精馏核算。
chemcad 由于物性较少,使用不方面,相对较差,网上到处都可以下载,设计院不太使用, 高校中有一定市场。
4. 我觉得 aspen plus 的计算是最精确的,数据库的建设也是最完善的。
不过我对它的操作不太适由于它考虑的方面非常全面,所以让我感觉学起来比较费劲。
chemcad 的界面操作让人感觉非常简单, 使用起来比较顺手。
但是数据库不是太大, 我用的 5.0版本, 就只有 2000中常用物质的物性数据。

化工过程分析与合成复习一、基本概念(1)名词解释1、化工过程系统模拟(对于化工过程,在计算机上通过数学模型反映物理原型的规律)2、过程系统优化(实现过程系统最优运行,包括结构优化和参数优化)3、过程系统合成(P5)4、过程系统自由度(过程系统有m个独立方程数,其中含有n个变量,则过程系统的自由度为:d=n-m,通过自由度分析正确地确定系统应给定的独立变量数。
)5、夹点的意义(夹点处,系统的传热温差最小(等于ΔT min ),系统用能瓶颈位置。
夹点处热流量为0 ,夹点将系统分为热端和冷端两个子系统,热端在夹点温度以上,只需要公用工程加热(热阱),冷端在夹点温度以下,只需要公用工程冷却(热源);)6、过程系统能量集成(以用能最小化为目标的考虑整个工艺背景的过程能量综合)7、过程系统的结构优化和参数优化(改变过程系统中的设备类型或相互间的联结关系,以优化过程系统;参数优化指在确定的系统结构中,改变操作参数,是过程某些指标达到优化。
)二、判断以下问题是非(N,Y)• 1.自由度数只与过程系统有关。
(Y )• 2.换热网络的夹点设计,要尽量避免物流穿过夹点。
(N )• 3.在换热夹点分析中,没有物流穿过夹点,就无热流量穿过夹点。
(N )• 4.在夹点上方尽量避免引入冷物流,夹点下方尽量避免引入热物流(N )• 5.穿过夹点热流量为零,则夹点处传热量为零(N )• 6.夹点上方热流股数NH.>NC,热流股总热负荷QH<QC,不能实现夹点匹配( N ) •7.精馏塔跨过夹点,则塔底要用热公用工程,塔顶要用冷公用工程。
(Y )•8. 对于冷热流股换热系统,传热量一定的前提下,传热温差愈小,过程不可逆程度愈小,有效能损失愈小,但要求较大的热交换面积。
(Y)•9. 利用能量松弛方法对换热器网络的调优,并不影响冷热公用工程负荷。
(N)•10. 热物流穿过换热网络的夹点,必有热流量穿过夹点。
(N)•11. 热物流在夹点上方,冷物流在夹点下方。
《化工过程模拟与优化》综合报告设计题目轻苯馏分体系精馏塔设计学生姓名吴凡平班级09化工(2)班学号********指导教师姓名张明珏完成时间2012年12月13日综合报告成绩:指导教师签字:目录第一章综述 (1)1.1 设计题目 (1)1.2 题目概述 (1)1.3 公用工程条件与注意事项 (1)1.4 设计任务 (1)1.5 确定设计方案原则 (2)1.6 Aspen Plus软件简介 (3)第二章工艺计算过程 (4)2.1 绘制工艺流程草图 (4)2.2 C4精馏塔的简捷计算 (4)2.3 C4精馏塔的严格计算 (9)2.4 精馏塔灵敏度分析 (14)2.5 C5 和C6 精馏塔的简捷计算 (22)2.6 C5 和C6 精馏塔的严格计算 (25)2.7 物流表 (32)第三章设备计算 (33)3.1 塔设备计算 (33)3.1.1 C4 塔设备计算 (33)3.1.2 C5 塔设备计算 (37)3.1.3 C6 塔设备计算 (40)3.2 冷凝器设备计算与设计规定的应用 (44)3.2.1 C4 精馏塔冷凝器 (44)3.2.2 C5 精馏塔冷凝器 (56)3.2.3 C6 精馏塔冷凝器 (56)3.3再沸器设备计算 (57)3.3.1 C4 精馏塔再沸器 (57)3.3.2 C5 精馏塔再沸器 (68)3.3.3 C6 精馏塔再沸器 (68)第四章参考文献 (69)第五章设计心得 (70)第一章综述1.1 设计题目轻苯馏分体系精馏塔设计1.2 题目概述有一股轻苯馏分,流率为960kg/h,温度80℃,压力600kPa,经过反应器后将其中环戊二烯经热二聚反应生成双环戊二烯后,温度变为103℃,组成和基本物性见表1-1。
物性:SRK方程要求将热二聚反应产物分离成为4个馏分,即C4馏分(主要成分1-丁烯)、C5(主要成分环戊烯)、C6(主要成分苯)、C10(主要成分双环戊二烯)。
每个馏分中主要成分的质量分数不低于0.95,收率不低于0.96。
万方数据化工学报第61卷阳能和生物质能等可再生能源技术以及节能减排和C0:捕集、储存等技术成为化学工程和相关学科研究的一个焦点。
为了应对这些问题,不但需要考虑单一的设备与过程,更需要考虑产品的整个生命周期及其与其他产品的关系。
因此,时空多尺度结构和复杂系统更多地引起了这些学科的关注,而介于单元与系统整体间的介尺度行为可以说是其中最关键的环节。
1介尺度蕴含着复杂体系的共性基础问题目前化工和很多其他学科中的瓶颈问题具有共同的本质。
例如,人们能够测定很多材料的宏观性能(如应力应变关系)以及微观的分子结构,但很难为特定的性能设计相应的材料组成和制备工艺,因为这些分子和原子会在不同条件下形成复杂而多变的多尺度结构,从而产生截然不同的性能。
聚乙烯材料在结晶状态下能达到类似金属的强度,而如果以无规微团聚集,仅能用作一般的包装材料。
又如,一般能描述工业设备的总体操作特性,也清楚其工作原理和微元过程,但很难从理论上优化这些设备的性能,因为设备中的工质或构件的运动、传递和反应过程也具有多尺度的复杂行为。
再如,蛋白质的三维结构和氨基酸序列可以精确测定,却难以描述其折叠过程。
类似的问题还能举出很多,但都可以概括为[1]:复杂系统大多表现出不同的层次,而每个层次中又有多尺度的结构。
尽管不同层次的多尺度结构不同,但都有一个共同属性,即每个层次的边界尺度上系统的行为相对简单,易于表征、分析;而在它们之间的尺度上,系统行为大多非常复杂,还缺乏成熟理论描述,这些尺度称为介尺度。
介尺度普遍存在而且不同系统在不同层次上的介尺度行为的共性本质已逐步体现。
值得注意的是,介尺度并非一个具体的时空尺度,而是~个相对的概念,在不同问题中对应于不同的特征尺度。
但不同问题中的介尺度行为却有共性的本质,并且往往是解决该问题的瓶颈所在。
以化工过程为例,如图l所示[1],介尺度问题既出现在介于原子、分子和整个催化剂颗粒之间的表界面和内孑L尺度,也出现在介于单颗粒和反应器整体间的聚团和气泡尺度,还出现在介于设备和生态园区间的工厂尺度,而这些尺度上都呈现典型的复杂性。
化工仿真实训报告目录一、内容简述 (2)1.1 实训目的与意义 (3)1.2 实训内容与要求 (4)1.3 报告结构与安排 (4)二、化工仿真平台介绍 (5)2.1 平台概述 (6)2.2 主要功能模块 (7)2.3 系统架构与操作界面 (8)三、实训准备 (9)3.1 软件安装与配置 (10)3.2 环境设置与调试 (12)3.3 常用工具与设备 (13)四、基础操作训练 (15)4.1 设备操作与调控 (16)4.2 物料平衡与计量 (17)4.3 生产流程模拟 (18)五、单元操作实训 (20)5.1 前处理单元 (21)5.2 主体生产单元 (22)5.3 后处理单元 (24)六、复杂过程模拟 (25)6.1 复杂反应器操作 (26)6.2 精细化工生产过程 (28)6.3 生物化工工艺仿真 (29)七、实训项目实践 (30)7.1 项目选题与设计 (31)7.2 模拟操作与优化 (33)7.3 项目成果展示与分析 (33)八、问题与挑战 (35)8.1 实训过程中遇到的问题 (36)8.2 解决方案与经验分享 (37)8.3 对仿真平台的改进建议 (39)九、总结与展望 (40)9.1 实训收获与体会 (40)9.2 对未来化工仿真实训的展望 (42)一、内容简述本次化工仿真实训旨在为学员提供一个安全、真实的模拟环境,系统地学习化工安全操作规程、应急处置知识和危险品运输安全知识。
模拟情境涵盖了常见的化工生产作业、危险化学品泄露、火灾、爆炸等突发事件,并通过理论讲解、实操演练和案例分析相结合的方式,提升学员的风险识别、应急处理、应急救援能力,增强其在化工作业过程中的安全意识和自救互救能力。
此次训练的主要任务包括:讲解化工安全生产相关法律法规和规章制度,以及常见危险化学品性质和安全操作措施。
模拟化工事故发生情景,演练各种安全处置方案,如人员疏散、泄漏控制、火灾扑灭等。
熟悉并演练安全应急设备的使用,包括灭火器、泄漏吸收剂、安全帽等。

浅窥化工过程系统工程化工过程是指用适当的原料经过一系列物理单元操作和化学反应的单元过程而转化为合乎需要的产品的过程。
而过程系统工程是一门综合性的边缘学科,它以处理物料-能量-资金-信息流的过程为研究对象,核心功能是过程系统的组织、计划、协调、控制、设计和管理。
过程系统共成广泛地应用于化学、冶金、制药、建材、食品等过程工业之中,目的是在总体上达成技术上和经济上的最优化,以符合可持续发展的要求。
20世纪60年代初,在化学工程、系统工程、运筹学、数值计算方法、过程控制论及计算机技术等学科的基础上,产生和发展起来的一门新兴的技术学科,过程系统工程。
化工过程的基本内容是:从过程系统的整体目标出发,根据系统内部各个组成部分的特性及其相互关系,确定过程系统在规划、设计、控制和管理等方面最优策略。
化工过程系统工程的研究主要分为三个部分:一是过程系统模拟,包括稳态过程系统模拟和动态过程系统模拟;二是过程系统综合;三是过程系统的操作和控制,包括数据的筛选和校正、过程操作优化、过程安全监控及事故诊断和操作模拟培训系统;间歇过程的设计与操作优化;人工智能技术的应用等。
过程系统是对原料进行物理的或化学的加工处理的系统,它由一些特定功能的过程单元按照一定的方式相互联结而成,它的功能在于实验工业生产中的物质和能量的转换;过程单元用于进行物质和能量的交换、输送和储存;单元间通过物料流、能量流和信息流。
相连而构成的一定的关系。
“过程系统”的含义已不局限于生产工艺过程,而逐步延伸到经营管理业务和决策过程,即为供应链的优化过程。
过程系统分析是指对于系统结构及其中各个单元或子系统均已给定的现有过程系统进行分析,即建立个单元或子系统的数学模型,按照给定的系统结构进行整个系统的数学模拟,预测系统在不同条件下的特性和行为,借以发现其薄弱环节并给以改进。
过程系统分析的概念是对于一致的过程系统,给定的输入参数,求解其输入参数。
具体些说,大致包括过程系统的物料、热量衡算,确定设备负荷、费用,以及对过程系统进行技术、经济和环境影响多目标评价。
3D化工实训虚拟仿真心得体会铁矿石3D化工实训虚拟仿真心得体会铁矿石 1半个学期的校内化工模拟仿真实验结束了,这段时间的实验心情是复杂的。
从这里可以看出,这个实验让我学到了很多,获得了很多以前单纯从课堂上无法获得的知识、经验。
对于半个学期来的实验,在这里我以一种总结和自省的心态来完成这份报告。
也以此纪念我在校内的实验生活。
仿真是以模拟器为工具,用实时动态数学模型代替真实工厂进行教学实践的新技术。
仿真器是一种基于电子计算机、网络或多媒体组件,人工搭建的模拟工厂操作和控制或工业过程的设备,也是动态数学模型实时运行的环境。
模拟为学生提供了充分的实践机会。
他们可以在模拟器上反复进行驾驶和停车的训练,在这里学生成为学习的主体。
学生可以根据自己的具体情况有选择地学习。
比如设计和测试不同的开停车方案,测试复杂的控制方案,优化运行方案等。
可以设定各种事故和极端工况,提高学生在复杂情况下的分析能力和决策能力。
工厂绝不会允许这样。
高质量的模拟器具有较强的交互性能,使学生在模拟实验过程中发挥学习主动性,实验效果突出。
主要包括化工单元操作和典型工业生产设备的选择,如离心泵、换热器、压缩、吸收、精馏、间歇反应、连续反应、加热炉、石油化工中的催化裂化装置、常减压蒸馏装置、合成氨中的转化装置等。
计算机用于模拟操作。
在实验的过程中,使学生对装置的工艺流程,正常工况的工艺参数范围,控制系统的原理,阀门及操作点的作用以及开车规程等更加详细的了解,并掌握典型化工生产过程的开车、停车、运行和排除事故的能力。
在这里我举一些具体的实验例子来说明我们学习的内容:“精馏”、“吸收”是化学工业中进行混合物分离的两种单元操作,在化学工业中占有重要的地位。
这两部分理论较抽象,只在课堂上向学生传授相应的理论知识,学生觉得难以理解;由于没有实物参照,教师在教授这部分内容时也感到有些被动。
因此学生在学习这两部分内容的同时,进行相应的实践课就显得尤为必要。
化工系统模拟与优化 丁二烯和二氧化硫合成丁二烯砜的案例研究 第 1 页 0 输入信息 1. 反应信息 a. 可逆反应:
H R =-48,000Btu/mol , Keq=(6.846×10-11)exp[-36,940/T(0R)],
k1=(8.172×1015)exp[-52,200/T(0R)], k1=k-1Keq[mol/(ft3·h)], 反应速率符合化学计量关系,并且采用CSTR反应器。 b. 反应条件:反应温度90 0F , 反应器压力=150psia 。 c.假设反应的选择性为1:
x尔数反应器进料中丁二烯摩转化的丁二烯摩尔数丁二烯转化率 d. 反应动力学:反应在产品沸点下有显著的逆反应速率,这时应选择适宜的反应温度、二氧化硫与丁二烯的摩尔比,不仅要求转化率高,还要求生产控制稳定、产品成本低,一般选择二氧化硫与丁二烯的摩尔比r =1.0,丁二烯的转化率为40% e. 液相,无催化剂 2. 丁二烯砜产量:P丁二烯砜 = 80mol/h 3. 丁二烯砜的产品纯度:xD 0.985 4. 物化数据:一般需要的信息是分子量、沸点、蒸汽压、热容、汽化热、反应热、液体密度和逸度系数(或状态方程)。 5. 费用数据:SO2=0.064$/mol,丁二烯=6.76$/mol,丁二烯砜=8.50$/mol,反应器的年均建设费是3150558.0RV[$/(ft3·a)]。
丁二烯+SO2 丁二烯砜 第 2 页
1 间歇对连续 采用间歇操作颇为有利的因素 1.产率: a.当产率低于10×106lb/a时,有时采用间歇; b.如果产率低于1×106lb/a时,一般采用间歇; c.多产品装置。 2.市场的力量: a.季节性生产; b.产品的生存期短。 3.放大问题: a.反应的时间非常长; b.要处理低流速的浆料; c.快速结垢性的物料。 产率较低,约为0.17×106lb/a(操作时数按8150 h/a计),一般采用间歇,但根据反应的特点,决定选择一个连续的过程,操作费用和物流费用以年为基准,操作时数为8150 h/a 。 第 3 页
2 流程图的输入-输出结构 2.1 流程图的输入-输出结构 1. 净化进料物流情况:不需净化进料物流。 2. 可逆的副产品情况:无可逆副产物。 3. 气相循环。 4. 产品物流的数目。所有组分的去向在表2.1中给出,只有一股产品物流。
表2.1 反应工段各组分去向 组 分 去 向 SO2 循环
C4H6 循环
C4H6SO2 产品
初步的流程图见图2.1:
2.2. 设计变量和物料衡算的步骤 可能出现在第2层次上的设计变量:对复杂反应有反应器转化率,反应物摩尔比,反应温度/或压力等;过量反应物的情况,过量反应物是指既不回收,又不是气体循环和放空的反应物。 正常情况下,可由设计变量开发总物料平衡的公式,而根本不必考虑任何循环流量。只要总方程式定义不足,就必须寻找一个或多个设计变量来完善该问题的定义,而这些设计变量总是对应于“主要的过程优化”问题。因此,最初的分析总是应该只集中于输入-输出的流量。
C4H6SO2 SO2
图2.1 丁二烯制备丁二烯砜过程的输入输出结构
C4H6,SO2
C4H6 第 4 页
开发总物料平衡的步骤: 1.从规定的产率入手 2.由化学计量关系求出副产物流量和原料需用量(以设计变量表示) 3.在反应物需要全部回收和循环的场合,计算进料物流内杂质的进口流率和出口流率 4.在反应物既不回收也不循环的场合(循环和放空或是空气或是水),以规定的过剩量表示,计算各反应物的出口流率 5.计算随第四步中的反应物流带入的杂质的进口流率和出口流率。 第 5 页
3 流程图的循环结构 3.1过程循环结构的决策: 1、需采用一套反应器系统 只有一个主反应,只需要一个反应器系统。由于反应转化率不可能达到100%,故原料要循环回反应器。 2、采用一股气相循环物流 全流程有一个回到反应器去的循环物流。其流程图见图2. 3。 3、在反应器入口处无需过量反应物 4、配置气体压缩机一台 反应在高压下进行,需要一台进料气压缩机。 5、反应器采用预热方式进料 6、通过改变反应器的停留时间来调节平衡转化率。
图2.3 丁二烯制备丁二烯砜过程循环结构
3.2 流程的物料衡算 初期物料衡算是基于所有有价值物流全部回收的假设,衡算结果将为用PRO/II作流程模拟提供初值。严格的物料衡算待确定分离系统的细节后由PRO/II流程模拟结果给出。 1. 设计变量。将产物分布关联为有限反应物的单程转化率的函数,即设计变量为丁二烯的单程转化率。 2. 物料衡算。从图2.3看到,所有进入该过程的丁二烯都转化了(没有丁二烯离开系统),这是基于丁二烯完全回收的假设,即忽略掉产品物流中有任何丁
反应器 分离系统 丁二烯砜 二氧化硫 丁二烯
二氧化硫 丁二烯 第 6 页
二烯的损失。当反应转化率为x、反应选择性为S、丁二烯砜产率为P丁二烯砜时,该过程的丁二烯新鲜进料量FFC4H6必须为
SPFFSOHCH2646C4 (2-1)
令进入反应器的丁二烯流率为FC4H6,当转化率是x时,离开反应器的丁二烯量是FC4H6 (1-x)。对于完全回收的分离系统,离开反应器的流率将等于循环流率。在反应器前的混合器作一衡算,则有 FFC4H6+ FC4H6 (1-x) = FC4H6 (2-2) 于是反应器的进料量为 FC4H6=FFC4H6/x (2-3) 第 7 页
4分离系统 4.1 分离序列的综合 选用探试法选择简单塔塔序。探试法的搜索速度一般比数学规划法要高得多,如果探试法则使用得当,不需要过多的计算便可迅速获得接近最优的分离序列。Nadgir和Liu提出的有序探试法,就是一种较好的分离序列综合的探试法。 Nadgir和Liu把探试法则分为四大类: 分离方法探试(M探试)法则; 设计探试(D探试)法则 组分探试(S探试)法则; 组成探试(C探试)法则。 这四类探试法则中包括如下探试法则,这些探试法则必须依次顺序采用,不可颠倒: 规则1(M1法则),尽量采用直接分离法(只用能量分离剂的分离方法,如普通精馏),避免采用间接分离法(需要用质量分离剂的分离方法)。但当关键组分的相对挥发度(或分离系数)小于1.05~1.10时,不推荐用普通精馏,该采用质量分离剂,但分离剂应在下一个分离器中分离出来。 规则2(M2法则),避免温度和压力过于偏离环境条件。如果必须偏离,也宁可向高温或高压方向偏离,而尽量不向低温、低压方向偏离。如不个、得不采用真空蒸馏,可以考虑用液液萃取来代替。如果需要冷冻,可以考虑吸收等替代方案。 规则3(D1法则),倾向于产生的产品个数最少的分离序列,也就是避免分离那些在同一目标产物组中的组分。 规则4(S1法则),优先分离具有腐蚀性或毒性的成分。 规则5(S2法则),难于分离的组分最后分离。特别是关键组分的相对挥发度接近于1.0时,应当在没有非关键组分存在的条件下进行分离。 规则6(C1法则),在相对挥发度允许的条件下,进料组成最大的组分优先分离。 规则7(C2法则),在进料组分的组成相差不大,且相对挥发度允许的条件下,倾向于将进料一分为二的分离,即将进料等摩尔地分成塔顶和塔底产品。 第 8 页
若难以判断哪一种分离最接近一分为二,则可以把易分离系数(CES)值最大的分离点优先分离。 易分离系数定义如下: CESf (3-1) 其中f为产品摩尔流率比,定义为
fDBDBBDDB/,/, (3-2)
式中 D—塔顶出料摩尔流率; B— 塔底出料摩尔流率。 式(3-1)中为 Tb (3-3)
或 ()1100 (3-4) 式(3-3)表示轻重关键组分间沸点差,式(3-4)中为轻重关键组分相对挥发度。易分离系数越大,表示轻、重关键组分越易被分离,所需分离费用一般也较低。 4.2 分离系统的总体结构 从反应器的操作条件(90 0F ,150psia)下出来的液相混合物,温度大约在90 0F,经过换热器进行间接升温至340 0F进入分离系统,再通过分别设计蒸汽回
收系统和液体分离系统来实现相的最终分离。丁二烯制备丁二烯砜过程的分离系统总体结构如图4.2.1所示:
图4.2.1丁二烯制备丁二烯砜过程分离系统的总体结构 反应器系统 相分离器 蒸汽分离系统
循环去反应器 进料 蒸汽
液体 第 9 页
根据PRO/II的模拟计算知,可采用两个串联的闪蒸器来分割反应器的出料,气相循环到反应器入口处和新鲜进料混合,经过气体压缩机压缩至150psia、477.40F,再经过换热器降温至90 0F 进反应器。丁二烯制备丁二烯砜过程分离系统的初步结构如图4.2.2所示:
图4.2.2 丁二烯制备丁二烯砜过程分离系统的初步结构 该分离系统可采用各种替代方案: 1.升高混合物的温度或降低它的压力,利用闪蒸器来实现相的分离。 2. 升高混合物的温度,采用精馏塔来分割物流。 3. 升高混合物的温度,采用稳定塔来分割物流。 以上各种替代方案按照费用递增的顺序排列,故希望采用排列靠前的方案。
3400F 150psia 323.70F 15psia 反应器系统 闪蒸器1 减压阀 液体分离系统 闪蒸器2 进料 90 0F 150psia
循环去反应器
产品