消失模铸造
- 格式:ppt
- 大小:949.50 KB
- 文档页数:22


消失模铸造工艺概述消失模铸造工艺是一种常用于复杂零件制造的金属铸造工艺。
它使用可熔解的模具材料制作模具,使得在铸造过程中模具可以完全熔化消失。
该工艺具有精度高、表面质量好、无需二次加工等优点,因而在汽车制造、航空航天等领域得到广泛应用。
消失模铸造工艺的主要步骤如下:1. 设计和制作模具:根据产品设计要求,制作用于铸造的消失模模具。
模具可以由多种材料制作,如石膏、聚苯乙烯泡沫、蜡等。
模具的形状和尺寸应与最终产品一致。
2. 涂覆模具防粘剂:为了防止铸件粘附在模具上,需要在模具表面涂覆一层防粘剂。
这可以提高模具的寿命,并保证无需额外的刀具去除铸件。
3. 模具装配:将模具中的各个部分组装在一起,以确保模具的完整性和稳定性。
在组装过程中,需特别注意精度和尺寸的匹配。
4. 熔化模具:将装配好的模具放入高温熔炉中,使得模具可以完全熔化,形成空腔。
在这一步骤中,消失模具的材料需要有足够的熔点,以确保在后续的铸造中不被熔化。
5. 铸造:将熔融金属(通常是铝合金、钢或铜合金等)注入到熔化的模具空腔中。
熔融金属会填充模具的空腔,形成铸件的形状和尺寸。
6. 冷却和固化:等待铸件在模具中冷却和固化。
时间的长短取决于所使用的金属材料和铸件的尺寸。
7. 分离和清理:一旦铸件充分冷却固化,将模具进行分离和摘除。
由于模具材料已经熔化,因此不需要耗费额外的力量或处理方法来分离铸件。
8. 加工和检验:根据需要,对铸件进行必要的加工,例如去除毛刺、磨光等。
然后进行质量检验,确保铸件符合设计要求。
消失模铸造工艺因其制造所需的模具会完全熔化而得名。
相对于传统的砂型铸造,消失模铸造工艺具有更高的精度和表面质量,减少了许多后续处理工序,提高了生产效率。
虽然该工艺需要较高的成本和较长的制造周期,但在需要制造复杂零件的领域中,其独特的优势使其成为首选的铸造工艺之一。
消失模铸造工艺在近年来得到了广泛的应用和发展。
其主要优势包括高精度、表面质量好、简化制造过程、提高生产效率等。
消失模铸造
消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。
1.技术特征
由于无粘结剂的干砂在浇注过程中经常发生坍塌的现象,所以1967年德国的A.Wittemoser采用了所谓"磁型铸造"。
1971年,日本的Nagano发明了V法(真空铸造法),受此启发,今天的消失模铸造在很多地方也采用抽真空的办法来固定型砂。
因此,近20年来消失模铸造技术在全世界范围内得到了迅速的发展。

消失模铸造成型原理一、消失模铸造成型原理消失模铸造,这个名字一听就让人觉得有点神秘,不是吗?像是某种魔法一样,让模具悄无声息地消失了,但同时却能让金属零件栩栩如生地出现在我们眼前。
消失模铸造的原理说白了,就是先用一种能在高温下消失的材料做成模具,然后把这种模具包裹上一层厚厚的陶瓷,最后把它加热到足够的温度,让模具“消失”。
剩下的,就是一个坚固的陶瓷壳,里面就是我们要铸造的空腔。
这可不是一件容易的事,得小心翼翼、环环相扣。
你要问了,这个技术怎么用的?说简单点,就是它能帮我们铸造出那些形状复杂、细节多的零件,连最挑剔的设计师都会说:“哇,这模具能做出来,太厉害了!”比如说发动机零部件、航空航天的零件,甚至一些古董复制品,啥都能铸出来!要是用传统的铸造方式,模具没法满足这么多要求,反倒可能会出现变形或者无法做到细致的情况。
消失模铸造呢,正好就能解决这一难题。
不过呢,这个“消失”的过程其实不简单。
模具得先用某种特殊的材料做成,最常见的就是蜡模。
这种蜡模在高温下会很快融化,没了踪影。
要是蜡模里有什么气泡或缺陷,那就不行,铸造出来的零件肯定有问题。
所以,蜡模的质量控制得特别严格。
制作完蜡模后,接下来就是把它涂上一层厚厚的陶瓷,像蛋壳一样包裹得严严实实的,这一层陶瓷壳就是铸造的关键。
陶瓷固化后,可以承受很高的温度,再把模具放到炉子里加热,蜡模迅速溶解掉,剩下的陶瓷壳就是我们铸造的核心了。
二、消失模铸造的优势与应用说到消失模铸造的好处,得拿它和传统铸造比一比。
传统铸造呢,通常是用金属模具来制造的,这个模具一做就得很坚固,形状也有限制,尤其对于复杂结构的零件,往往就得分多个步骤、多个模具来做。
这下你明白了吧?这种做法不仅工艺繁琐,成本也高,时间更是拖得长得不行。
而消失模铸造呢,不受这些限制,形状复杂一点的零件,几乎都能轻松搞定。
甚至,复杂到你自己都无法想象的那种形状,也能做出来。
看着就让人觉得“哇塞,科技真是神奇”!消失模铸造的另一个优点是它的精度。
消失模近净成形铸造工艺技术及应用一消失模铸造概述在我国已有几千年历史的传统铸造,主要用来生产机械零件的毛坯件,尽管发展到现在,也出现了许多新的方法,但是目前生产上应用最普遍的仍然是发展较早的砂型铸造。
手工砂型铸造通常又被称之为翻砂。
它必须借助于铸模(用木材或金属制成),才能将型砂制成的需形状的铸型,但是这类用木材或金属制成的模样,必须在浇注前从铸型中取出,否则就无法浇注。
因此,这种工艺显得特别复杂,工序多、劳动强度大、生产周期长、成本高,而且铸件精度不够理想,表面较粗糙,加工余量大,甚至对于某些复杂的零件还无法实现活块整体铸造,这就成了砂型铸造的致命弱点。
为了改善砂型铸造的状况,人们作了不少努力,近代高速粘土湿砂射压造型和静压造型的应用,呋喃树脂自硬砂,有机酯硬化和微波加热水玻璃砂的应用,达到砂型铸造的先进水平。
但是对于那些单件小批量、形状较为复杂的大中型铸件、大批量生产的复杂铸件如何来实现“高效、优质、清洁、低成本、高精度、”的生产要求,成了铸造工作者急待解决的重大课题。
在消失模铸造法出现之后,这个问题得到了解决。
消失模铸造是一种近无余量、精确成型的铸造方法,被铸造界的权威人士称为“21世纪的铸造工艺革命”和“最值得推广的绿色铸造工程”。
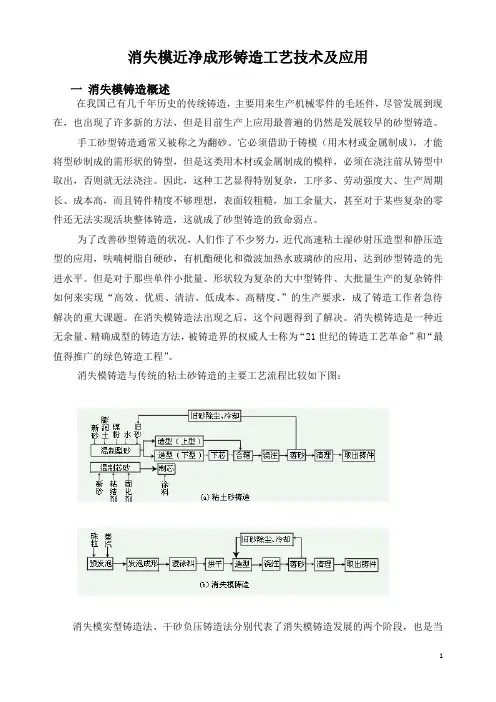
消失模铸造与传统的粘土砂铸造的主要工艺流程比较如下图:消失模实型铸造法、干砂负压铸造法分别代表了消失模铸造发展的两个阶段,也是当前世界各地广泛使用的、已相互独立的两种铸造方法。
实型铸造法(FM法):就是用泡沫聚苯乙烯模代替铸模进行造型,其方法主要是用化学自硬砂造型,模样不取出呈实体铸型,浇入金属液,模样气化,而得到理想铸件的一种铸造方法。
该法的工艺过程是将泡沫塑料制成的模样,置入砂箱内填入造型材料后夯实,模样不取出构成一个没有型腔的实体铸型,当金属液浇入铸型时,泡沫塑料模在高温金属液的作用下迅速气化、燃烧而消失,金属液取代了原来泡沫塑料模样所占据的位置,冷却凝固成与模样形状相同的实型铸件。