硫化机作业指导书
- 格式:docx
- 大小:31.10 KB
- 文档页数:2
硫化机作业指导书 文件编号
版本号 01 修改次数 0
编制/日期 生效日期
审核/日期 页码 第1页,共2页
批准/日期 受控状态
更改历史
版本号 文件更改号 更改概要 修改人 批准人
01 首发行 / / /
发放范围
硫化机作业指导书 文件编号
版本号 01
生效日期
页码 第2页,共2页
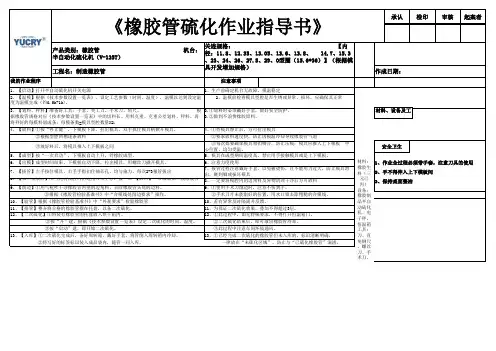
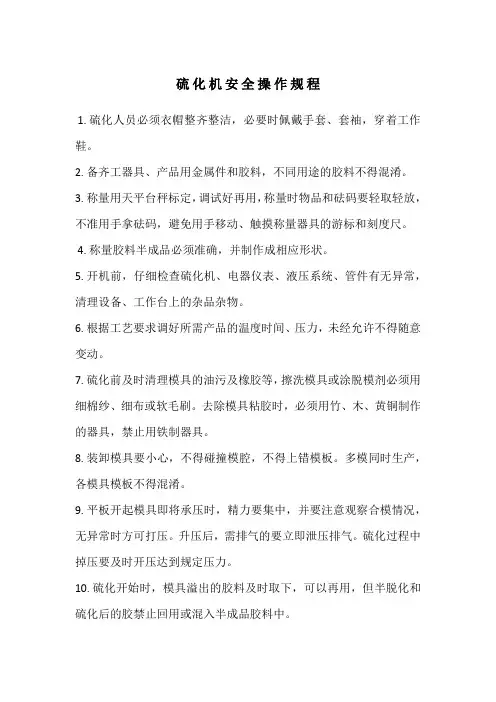
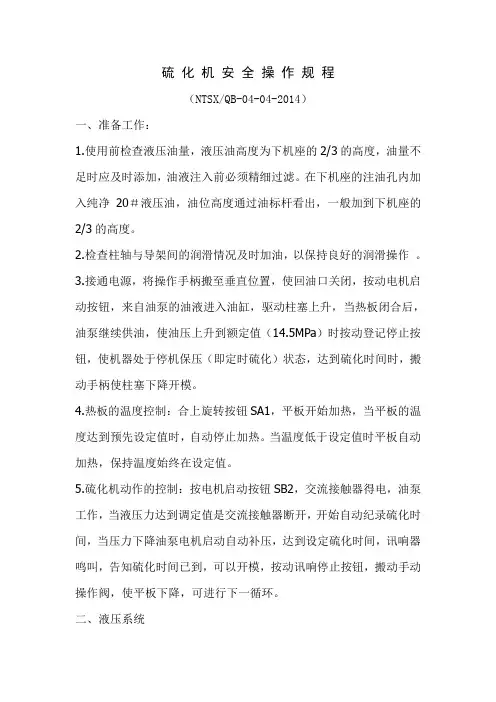
一、开机前:
1.检查机台各仪表是否正常。
2.检查机台上下模是否清洁。
二、开机:
1.开启总电源。
2.开启机台加热开关。
三、关机:
1.关闭机台开关,硫化机应开模下降回位。
2.关闭总电源。
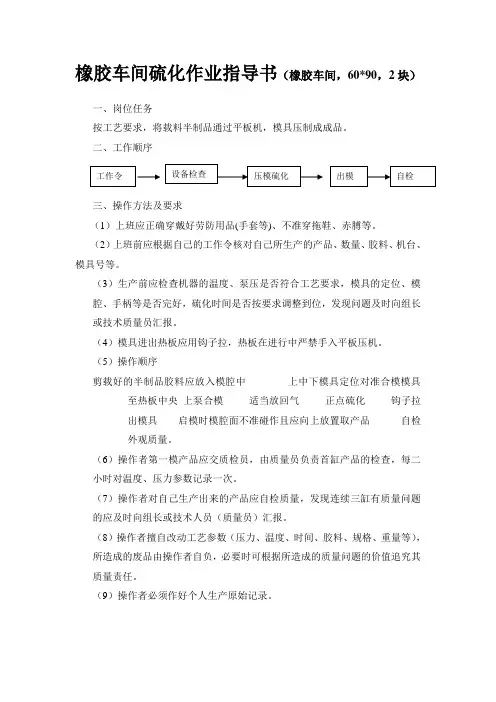
四、制作:
1.打开机台开关,温度调升至160℃左右。
2.割一块与铜板一样大小的铝版。
3.铝版其中一面用美工刀划百格线使得表面粗糙再上接着剂,然后烘干10分钟或自然凉干30分钟。
4.铜板雕刻版有雕刻文字内容的一面需用气枪吹洗干净,检查是否有塞版、毛屑等。
5.将适量的生胶片放入铜板雕刻版有雕刻文字内容的一面,然后把铝版上好接着剂的一面覆盖于铜板雕刻版上之生胶料上面。
6.再将粘合一起的铜板雕刻版及铝版一起放入硫化机,15分钟左右即可取出。
五、异常及其处理方法:
1.硅胶与铝版附着力不佳。
处理方法:将生胶与铝版(上胶的一面)之间的空气排出。
六、注意事项:
1.制作前,检查铜板雕刻版正确否。
2.出现紧急状况,请关闭电源。
3.机台温度是否达到160℃,压力200kgf。
4.多块硅胶版制作时应确保多块铜版其厚度一样、多块铝板厚度一致,方可同时硫化制版。
七、保养项目:
1.机台外观清洁。
2.接触点、接触器保持清洁,且应夹紧,以避免氧化过热现象。
3.定期检查液压油液位与各部位之润滑油。
八、检验标准:
1.图文完整。
2.图文清晰。
3.图文无错漏。