作业指导书----硫化
- 格式:xlsx
- 大小:14.82 KB
- 文档页数:4
通用
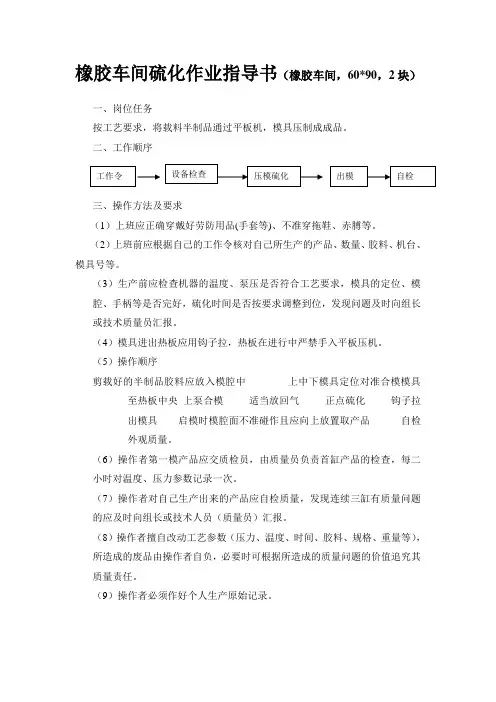
五、作业准备要求: 开机准备:1.检查所领材料数量和种类是否正确,是否摆放到位; 2.按<设备操作规程>检查设备; 2. 检查所领材料数量和种类是否正确,是否摆放到位,然后再开机;六、操作步骤:1、根据加工产品的工艺要求,设定硫化机上、中、下三层压板的温度及硫化时间和压力. (详见硫化机参数表)2、接通电源,按下启动按钮开启设备,使硫化机上、中、下三层压板加热升温。 3、 根据加工产品及模具情况,将原料橡胶用架盘天平称量好每模需要的重量,并装入模具中4、待硫化机上、中、下三层压板的温度升至设定硫化温度时,将已装胶料的模具放入压板上5、扳动压板控制手柄向内,使压板向上移动压紧模具,使之合模进行硫化加工作业。6、待合模5-10秒,操控压板控制手柄,使压板向下移动松开模具2-3秒,释放模具中的气体 作业变更准备:1.先关闭平板硫化机;处数更改人/日期一、目的: 使操作者按正确的操作步骤进行生产;编制/日期审核/日期实施日期更改记录更改单号标记二、范围: 所有须经过硫化工序的橡胶产品三、参考文件: 该品种产品的控制计划、工艺流程四、材料和设备: 橡胶、平板硫化机、模具、架盘天平、剪刀、钢直尺、游标卡尺XXXX有限公司作业指导书文件编号NDJ-Z-07第 页共 页工序名称硫化零部件图号通用处数更改人/日期编制/日期审核/日期实施日期更改记录更改单号标记XXXX有限公司作业指导书文件编号NDJ-Z-07第 页共 页工序名称硫化零部件图号
七、维护要求:定期检查平板硫化机各部运行状况及模具工装使用状况,如有异常应及时处理八、安全要求: 1.为保证产品完好性,不得对产品随意乱丢乱放,应在规定位置轻拿轻放; 2.着装必须穿戴整齐,不得随意触摸机器运转部位,不得在生产场所打斗、嘻闹;九、职责: 生产部、技术质量部进行日常维护检查,技术质量部进行质量检查。10、使用专用工具开启模具,用专用工具从指定位置取出加工的产品。11、对模具涂抹油脂等隔离剂,装入称量好的胶料,进行下一轮的加工。12、使用专用工具对硫化后的工件修边,去除工件上的毛边。13、按成品检验作业指导书检验产品,产品不得有变形、破损、缺料及油污现象。14、将检验合格后的产品整齐有序的摆放在指定位置.15、生产中如遇异常情况必须立刻向上级领导报告.9、扳动压板控制手柄向外,使压板向下移动松开模具,从压板上取出模具。7、释放完模具中的气体后,操控压板控制手柄,使压板重新压紧模具进行硫化加工作业。8、到达所设硫化时间时,设备发出“嘟嘟”声提示硫化时间到。